Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Технологія та обладнання холодного штампування›
- Практична робота № 2. Тема: Розрахунок розкрою листа та штаби.

Урок:
Практична робота № 2. Тема: Розрахунок розкрою листа та штаби.

24.10.2021
Вміст уроку:
1
2
3
1
Практична робота № 2.
Тема: Розрахунок розкрою листа та штаби.
Мета: Навчитися визначати найбільш раціональний варіант розкрою листа, штаби та стрічки.
Література:
1.Зубцов М.Е. «Листове штампування», Л. «Машиностроение», 1980р., стор.98-106.
2.Романовський В.П. Довідник, Л. «Машиностроение», 1979р., стор.284-296.
3.Сгібнев В.Ф. «Задачи и упражнения», М. «Машиностроение», 1980р., стор.101-102.
Порядок виконання роботи.
1.Прочитати основні теоретичні відомості.
2.Виконати індивідуальний варіант завдання (розрахунок розкрою листа та штаби) за таблицею №1. Розміри листів обрати за таблицею №2. Студенти, які сподіваються отримати вищий бал виконують розрахунок для трьох різних за розмірами листів.
3.Обовязково виконати рисунок 1 «Ескіз штаби» та рисунок 2 « Ескіз розкрою листа» з постановкою усіх розмірів.
3.Оформити звіт та здати його на перевірку.
Основні теоретичні відомості.
Розкрій – це таке розташування виготовляємих деталей на листах або штабах ,які поступають під вирубний штамп. Зазвичай , вирубка здійснюється або безпосередньо зі стрічки , або зі штаби на які розрізається лист або стрічка. Таким чином , поняття розкрій складається з елементів .
1.Розкрій листа на штаби :
а) поперековий ; б) повздовжній ; в)комбінований ;
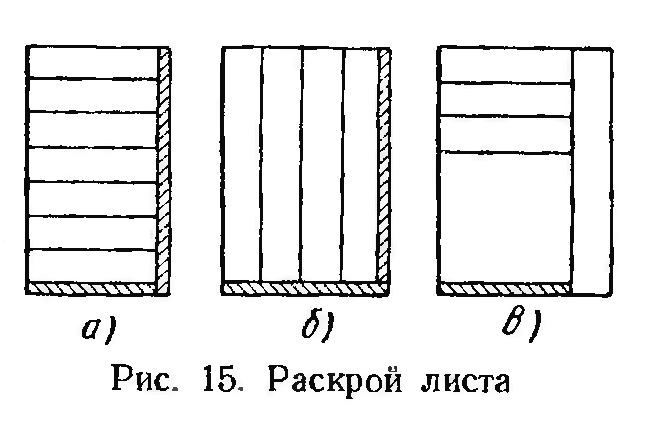
2.Розкрій штаби .
Так як для більшості штампованих деталей першою штампувальною операцією є вирубка , то необхідним етапом в розробці технологічного процесу виготовлення цих деталей буде призначення розкрою.
Розкрій штаби повинен забезпечувати :
Найкращу якість деталі ;
Найкраще використання матеріалу ;
Простоту конструкції штампу та найвищу стійкість його частин ;
Зручність та безпечність роботи на штампі .
При призначенні розкрою враховують усі фактори , а не лише економію металу. Наприклад , при розкрої заготовки для штампування деталі , яка вигинається після вирубки в двох напрямках , заготовка повинна розташовуватися під кутом не менш 300 до напрямку прокату полоси. При цьому відхід матеріалу може бути значним , але більш економічне розташування призведе до 100% браку із-за тріщин в лініях гнуття .
Таким чином , при призначенні розкрою , враховують вимоги техніко-економічної ефективності всього технологічного процесу.
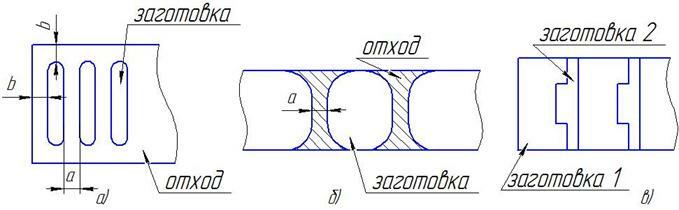
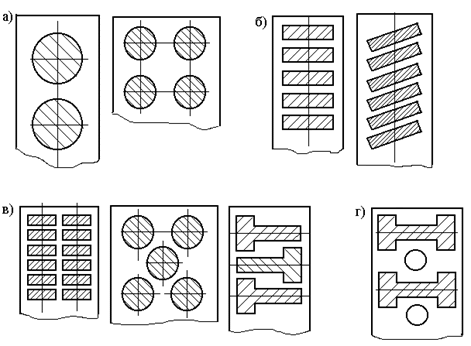
Рис. 1. Види розкрою за типом розташування деталі на штабі.
Кроком подачі Т називають відстань між вісями двох сусідніх деталей на одній штабі.
Найкраще використання матеріалу.
Найкраще використання матеріалу здобувається за рахунок найбільш вигідного розташування деталей на штабі і зведення до мінімуму перемичок між деталями та по краю штаби.
В штампувальному виробництві , в залежності від форми деталі , вимог до її точності , використовують різні види розкрою. З точки зору так званих технологічних відходів розрізнюють :
- розкрій без перемичок – безвідходний ;
- розкрій з боковими перемичками – маловідходний ;
- розкрій з перемичками по усьому контуру .
Найбільш економічні перші два типи розкрою , але потребують особливої уваги при роботі на штампі та визначення точного кроку подачі. Найчастіше використовуються при виготовленні деталей , від яких не вимагають високої точності і чистоти контуру.
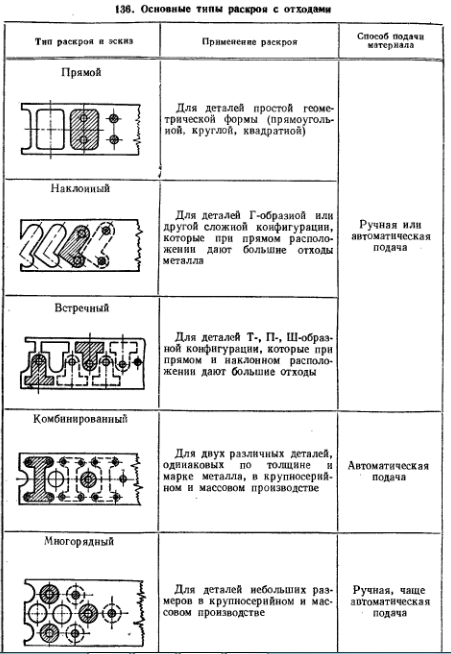
Розкрій з перемичками використовують для ряду деталей показаних на рисунку.
Прямий розкрій використовують при вирубці деталей прямокутної або близької до неї форми.
При вирубці деталей складної конфігурації похиле розташування їх на штабі дає найкраще використання матеріалу , чим пряме. Однак при цьому на початку і в кінці штаби отримується не менш двох деталей , які вирубуються не повністю. Тому перш ніж використовувати цей тип розкрою , перевіряють його доречність та дієвість , підраховуючи кількість деталей , які отримують зі штаби , і порівнюють ці результати з результатами отриманими при прямому розташуванні деталей.
Ще краще розташування матеріалу може дати розкрій з вдвинутими рядами . Вирубка при такому розкрої здійснюється або багатопуансонними штампами , або шляхом перевертання штаби та пропусканню її через штамп повторно.
Багаторядний розкрій застосовують для деталей невеликих розмірів , виготовляємих в масових кількостях.
Інші види розкрою зустрічаються в виробництві не часто. 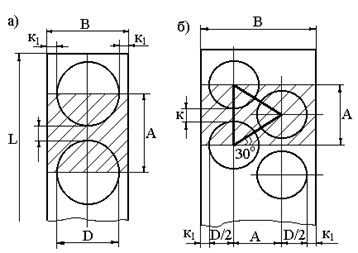
Рисунок 2. Типи розташування деталей на штабі:
а) прямий тип розкрою з відходом круглої деталі ;
б) двохрядний тип розкрою з відходом круглої деталі .
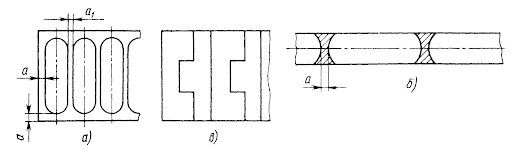
Рис.3. Розташування перемичок між деталями на штабі.
Приклад виконання розрахунку.
Завдання:
Визначимо оптимальний варіант розкрою та коефіцієнт використання металу при вирубанні заготовки діаметром 100 мм зі сталі 08кп товщиною 2 мм.
Розрахунок:
1.Візьмемо лист з розмірами 2 1000
1000 2000 мм зі сталі 08кп. Так як деталь симетрична (кругла), то розраховувати будемо прямий однорядний тип розкрою ( згідно довідника Романовського, табл.136), а також розраховувати будемо повздовжній та поперековий тип розкрою листа на штаби.
2000 мм зі сталі 08кп. Так як деталь симетрична (кругла), то розраховувати будемо прямий однорядний тип розкрою ( згідно довідника Романовського, табл.136), а також розраховувати будемо повздовжній та поперековий тип розкрою листа на штаби.
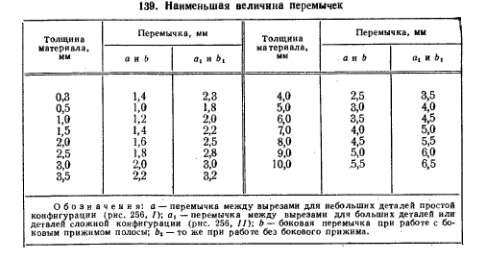
2. Обираємо величину перемичок а і b за таблицею 139 довідника Романовського : а = b =1,6 мм.
3.Знайдемо ширину штаби В0 та виконаємо ескіз розкрою штаби:
В0= (Д +2а) =100+2·1,6 =103,2 мм
44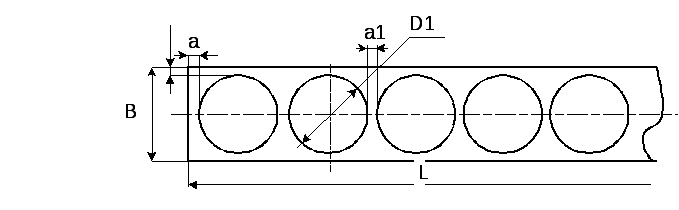
Рисунок.1 Ескіз штаби.
4.Знайдемо крок подачі :
Т=Д + а = 100+1,6 =101,6 мм
5.Виконаемо ескізи (поперековий та повздовжній) розкрою листа:
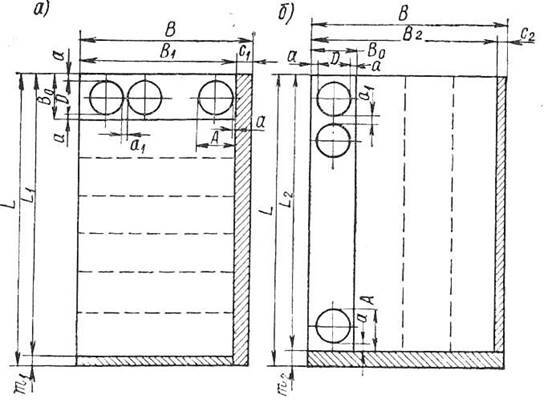
Рисунок 2.Ескізи розкрою листа: а-поперековий, б- повздовжній.
6.Виконаємо розрахунок коефіцієнта використання металу (КВМ) для повздовжнього розкрою:
КВМ пов= (Fд п1 п2)/ Fл ·100% =(),785·1002·9·19)/(1000·2000)=67%
Де Fл - площа листа;
Fд – площа деталі;
п1 = В / В0 =1000/103,2 =9,68 ; приймаємо 9
п2 = L / Т = 2000/101,6 = 19,68; приймаємо 19
7.Виконаємо розрахунок коефіцієнта використання металу (КВМ) для поперекового розкрою:
КВМ поп= (Fд п1 п2)/ Fл ·100% =(),785·1002·19·9)/(1000·2000)=67%
Де Fл - площа листа;
Fд – площа деталі;
п1 = L / В0 =2000/103,2 =19,37 ; приймаємо 19
п2 = В / Т = 1000/101,6 = 9,84; приймаємо 9
При рівних значеннях КВМ пов= КВМ поп приймаємо за оптимальний варіант розкрою повздовжній розкрій, так як він дозволяє одержати більшу продуктивність.
8.Візьмемо лист з розмірами 2 700
700 1400 мм зі сталі 08кп.
1400 мм зі сталі 08кп.
9.Виконаємо розрахунок коефіцієнта використання металу (КВМ) для повздовжнього розкрою:
КВМ пов= (Fд п1 п2)/ Fл ·100% =(),785·1002·6·13)/(700·1400)=62,47%
Де Fл - площа листа;
Fд – площа деталі;
п1 = В / В0 =700/103,2 =6,78 ; приймаємо 6
п2 = L / Т = 1400/101,6 = 13,77; приймаємо 13
10.Виконаємо розрахунок коефіцієнта використання металу (КВМ) для поперекового розкрою:
КВМ пов= (Fд п1 п2)/ Fл ·100% =(),785·1002·13·6)/(700·1400)=62,47%
Де Fл - площа листа;
Fд – площа деталі;
п1 = В / В0 =1400/103,2 =13,56 ; приймаємо 13
п2 = L / Т = 700/101,6 = 6,88; приймаємо 6
При рівних значеннях КВМ пов= КВМ поп приймаємо за оптимальний варіант розкрою повздовжній розкрій, так як він дозволяє одержати більшу продуктивність.
Результати розрахунків внесемо в таблицю
Тип розкрою | Розмір листа 2 | Розмір листа 2 |
КВМ (повздовжній) | 67% | 62,47% |
КВМ (поперековий) | 67% | 62,47% |
 1000
1000 2000 мм
2000 мм 700
700 1400 мм
1400 мм
2
.png)
3
Таблиця №1 індивідуальних варіантів завдань.
№ варіанту | Матеріал деталі | Товщина матеріалу S, мм | Діаметр деталі Д, мм | № варіанту | Матеріал деталі | Товщина матеріалу S, мм | Діаметр деталі Д, мм |
1 | Сталь 08 | 0,4 | 140 | 7 | Сталь 15кп | 3,0 | 80 |
2 | Сталь 08ю | 0,45 | 50 | 8 | Сталь 08 | 0,75 | 120 |
3 | Сталь 10 | 1,0 | 55 | 9 | Сталь 08ю | 0,9 | 130 |
4 | Сталь 08кп | 1,5 | 60 | 10 | Сталь 08кп | 0,8 | 150 |
5 | Сталь 10кп | 2,0 | 65 | 11 | Сталь 10кп | 2,5 | 125 |
6 | Сталь15 | 2,5 | 70 | 12 | Сталь 08кп | 2,0 | 100 |
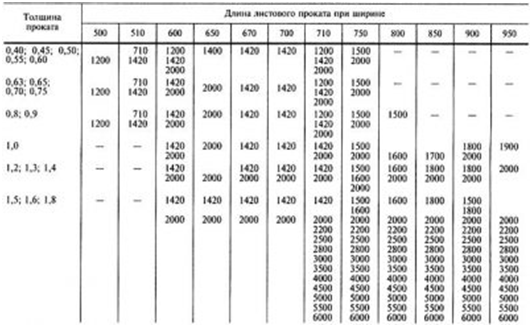
Таблиця №2 розмірів листів.
Рефлексія від 4 учнів
Сподобався:
0
Так: 4
Ні: 0
Зрозумілий:
0
Так: 4
Ні: 0
Потрібні роз'яснення:
0
Ні: 4
Так: 0