Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Технологія та обладнання холодного штампування›
- Лекція 8.Тема2.4 Різання листового матеріалу в штампах.

Урок:
Лекція 8.Тема2.4 Різання листового матеріалу в штампах.

04.10.2021
Вміст уроку:
1
2
1
Лекція 8.
Тема2.4 Різання листового матеріалу в штампах.
Вирізка та пробивка листового металу є найрасповсюдженими операціями штампування. В результаті вирізки або пробивки відбувається відділення однієї частини матеріалу від іншої по замкненому контуру. Вирізкою отримують зовнішній, а пробивкою – внутрішній контур деталі.
Вирізку і пробивання здійснюють за допомогою вирізних та пробивних штампів.
Процес вирізки і пробивки штампами аналогічний процесу різання ножицями.
На початку впровадження пуансона в заготовку остання прогинається, а поблизу ріжучих кромок пуансону і матриці утворюється концентрація напруг, що в свою чергу викликає течію металу заготовки і утворення зони зминання. Це місцеве зминання буде розвиватися до тих пір, доки по всій товщині заготовки не з'являться напруги, достатні для утворення ліній сковзання. В результаті цих явищ розвивається деформація зсуву, яка супроводжується згином та розтягом аж до появи тріщин зколу. При подальшому опусканні пуансону в металі у ріжучих кромок пуансону і матриці виникають тріщини зколу (рисунок 1).
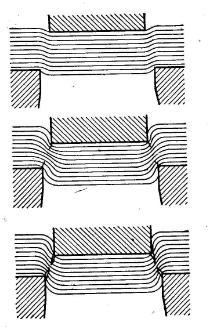
Рисунок 1.Схема процесу вирізки штампами.
Ці тріщини направлені під деяким кутом до поверхні листа, і для того щоб вони співпали, необхідний визначений зазор між матрицею і пуансоном. Після спів падання тріщин зколу відбувається роз'єднання вирізаємого контуру. Для кінцевого видалення вирізаної деталі або відходу необхідно подолати опір тертю, який виникає між поверхнями зрізу взаємно зміщених частин, а також між бічною поверхнею деталі і поверхнею прохідного отвору матриці.
Метал, який піддався впливу пластичної деформації, наклепується. Наявність незначних тріщин на кромках вирізаного контуру або пробитого отвору при наступних операціях гнуття або відбортовки може призвести до появи розривів в металі.
Зазори між пуансоном і матрицею.
Під зазором розуміють додатню (тобто зі знаком +) різницю робочих розмірів матриці і пуансону.
При вирізці-пробивці величина зазору здійснює суттєвий вплив на якість поверхні зрізу, потрібне зусилля, точність отриманої деталі і стійкість штампу.
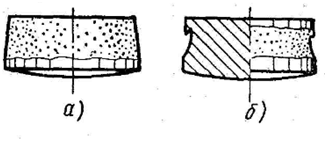
Зазор, який забезпечує найбільш чистий, рівний зріз, називається оптимальним (нормальним) (рисунок 2 а).
Якщо зазор між пуансоном і матрицею невеликий, то тріщини зколу не співпадуть друг з другом, в результаті чого поверхня зрізу стане нерівною з подвійним зрізом (рисунок 2 б).
На якість поверхні зрізу впливає нерівномірний розподіл зазору по контуру вирізки. При цьому частина контуру може получитися якісною, а інша рваною або з заусенцем. Відхилення величини зазору від оптимальної обумовлює більш швидкий знос ріжучих кромок штампу.
Зазор між пуансоном і матрицею при вирізці деталі забезпечується за рахунок зменшення розмірів пуансону, а при пробиванні отвору – за рахунок збільшення робочого отвору матриці.
Дослідами встановлено, що величина зазору залежить від товщини і роду штампуємого матеріалу. Однак в різноманітних довідниках є рекомендації стосовно вибору величини зазору.
Контрольні запитання.
1.Який процес відбуваєть в результаті вирізки або пробивання?
2.Поясніть механіку процесу вирізки-пробивання.
3.Для чого потрібний зазор між пуансоном і матрицею?
4.Дайте визначення зазору.
5.На що впливає величина зазору?
6.Поясніть що таке оптимальний зазор.
7.Що саме обумовлює вибір неправильної величини зазору?
8.Від чого залежить величина зазору?
2
Відповіді на контрольні запитання:
.png)
Рефлексія від 17 учнів
Сподобався:
0
Так: 17
Ні: 0
Зрозумілий:
0
Так: 17
Ні: 0
Потрібні роз'яснення:
0
Ні: 17
Так: 0