Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Технологія та обладнання холодного штампування›
- Практична робота №1. Тема: Різання листового матеріалу в штампі з регульованим зазором.

Урок:
Практична робота №1. Тема: Різання листового матеріалу в штампі з регульованим зазором.

10.10.2021
Вміст уроку:
1
2
1
Практична робота №1.
Тема: Різання листового матеріалу в штампі з регульованим зазором.
Мета:ознайомлення з механізмом деформування при різанні; навчитися вірно визначати оптимальний зазор між матрицею та пуансоном.
Література:1. Лекція № 8.«Тема2.4 Різання листового матеріалу в штампах».
2.Кухтаров В.І. «Холодная штамповка» М.,1962р., стор.28-34.
3.Романовський В.П. Довідник з холодного штампування, Л.,1979р., с.11-24.
Порядок виконання роботи.
1.Ознайомитися з основними теоретичними відомостями.
2.Виконати розрахунок за індивідуальним варіантом.
3.Письмово відповісти на контрольні запитання.
4.Скласти висновок про вплив зазору між пуансоном та матрицею на зусилля та якість зрізу при вирубці та пробивці.
5.Оформити звіт.
Основні теоретичні відомості.
Вирізка та пробивка листового металу є найрасповсюдженими операціями штампування. В результаті вирізки або пробивки відбувається відділення однієї частини матеріалу від іншої по замкненому контуру. Вирізкою отримують зовнішній, а пробивкою – внутрішній контур деталі.
Вирізку і пробивання здійснюють за допомогою вирізних та пробивних штампів.
Процес вирізки і пробивки штампами аналогічний процесу різання ножицями.
На початку впровадження пуансона в заготовку остання прогинається, а поблизу ріжучих кромок пуансону і матриці утворюється концентрація напруг, що в свою чергу викликає течію металу заготовки і утворення зони зминання. Це місцеве зминання буде розвиватися до тих пір, доки по всій товщині заготовки не з'являться напруги, достатні для утворення ліній сковзання. В результаті цих явищ розвивається деформація зсуву, яка супроводжується згином та розтягом аж до появи тріщин зколу. При подальшому опусканні пуансону в металі у ріжучих кромок пуансону і матриці виникають тріщини зколу (рисунок 1).
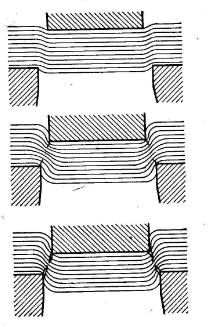
Рисунок 1.Схема процесу вирізки штампами.
Ці тріщини направлені під деяким кутом до поверхні листа, і для того щоб вони співпали, необхідний визначений зазор між матрицею і пуансоном. Після спів падання тріщин зколу відбувається роз'єднання вирізаємого контуру. Для кінцевого видалення вирізаної деталі або відходу необхідно подолати опір тертю, який виникає між поверхнями зрізу взаємно зміщених частин, а також між бічною поверхнею деталі і поверхнею прохідного отвору матриці.
Метал, який піддався впливу пластичної деформації, наклепується. Наявність незначних тріщин на кромках вирізаного контуру або пробитого отвору при наступних операціях гнуття або відбортовки може призвести до появи розривів в металі.
Зазори між пуансоном і матрицею.
Під зазором розуміють додатню (тобто зі знаком +) різницю робочих розмірів матриці і пуансону. При вирізці-пробивці величина зазору здійснює суттєвий вплив на якість поверхні зрізу, потрібне зусилля, точність отриманої деталі і стійкість штампу.
Рисунок 2. Виникнення оптимального зазору між пуансоном і матрицею.
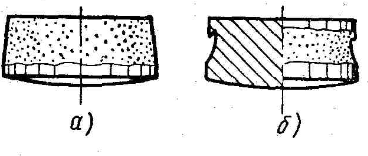 Зазор, який забезпечує найбільш чистий, рівний зріз, називається оптимальним (нормальним) (рисунок 2 а).
Зазор, який забезпечує найбільш чистий, рівний зріз, називається оптимальним (нормальним) (рисунок 2 а).
Якщо зазор між пуансоном і матрицею невеликий, то тріщини зколу не співпадуть друг з другом, в результаті чого поверхня зрізу стане нерівною з подвійним зрізом (рисунок 2 б).
На якість поверхні зрізу впливає нерівномірний розподіл зазору по контуру вирізки. При цьому частина контуру може получитися якісною, а інша рваною або з заусенцем. Відхилення величини зазору від оптимальної обумовлює більш швидкий знос ріжучих кромок штампу.
Зазор між пуансоном і матрицею при вирізці деталі забезпечується за рахунок зменшення розмірів пуансону, а при пробиванні отвору – за рахунок збільшення робочого отвору матриці.
Дослідами встановлено, що величина зазору залежить від товщини і роду штампуємого матеріалу. Однак в різноманітних довідниках є рекомендації стосовно вибору величини зазору.
Вирубка та пробивка супроводжуються вигином заготовки, зміною окремих її частин, внаслідок чого плоскісність заготовки порушується, а поверхня зрізу складається з двох ділянок :
1)Виблискуючого пояска з шорсткістю поверхні Ra 1,25- Ra3,2;
2)Матової поверхні з шорсткістю поверхні Rz 10- Rz160;
Якість поверхні зрізу – висота блискучого пояска, кут нахилу до вертикалі матової шорсткуватої поверхні – суттєво залежить від зазору між пуансоном і матрицею. При зазорі, який менше оптимального, на поверхні розділу часто виникають два блискучих пояска і зкол або навіть вирив металу між ними. Крім цього, при малих зазорах збільшується знос інструменту; при зазорі, більше оптимального, збільшується згин заготовки та кут нахилу до вертикалі матової шорсткої поверхні. Висота блискучого пояска в отворі більше висоти блискучого пояска на поверхні вирубленої деталі, що пояснюється різницею схем напруженого стану матеріалу на ріжучих кромках пуансону та матриці.
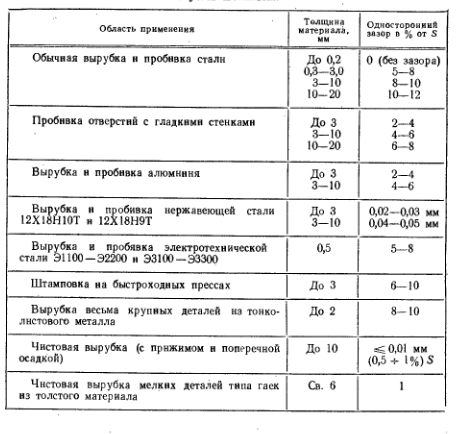
Приблизні величини односторонніх зазорів для різних випадків штампування.
Задача.
Визначити розрахункове зусилля вирубки круглої заготовки діаметром d=50мм, товщиною 5 мм зі сталі 20кп (σв =40 кг/мм2). Двосторонній зазор z =0,15S. Знайти необхідне зусилля пресу, враховуючи, що вирубка відбувається з зворотнім виштовхуванням деталі та пружинним зніманням відходу з пуансону.
Рішення:
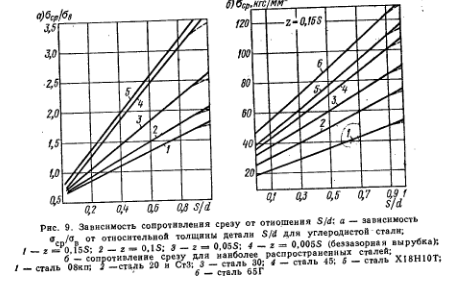
Для відношення S\D =0,1 при z=0,15S опір зрізу становить σср =30 кгс/мм2 (обрано за номограмою рис.9,б).
Розрахункове зусилля зрізу Рср=πDS σср= 3,14·50·5·30 =23600 кгс.
Тиск нижнього буферу 0,1Р.
Тиск стиснення пружин з'ємника 0,06Р.
Зусилля вирубки Р=1,2 Рср +0,16 Рср = 1,36 Рср = 1,36·23600 =32100 кгс.
Таблиця індивідуальних варіантів
№ варіанту | Матеріал з якого виготовляється деталь | Діаметр заготовки d,мм | Товщина матеріалу S,мм |
1 | Сталь 30 | 28 | 2 |
2 | Сталь 45 | 30 | 2 |
3 | Сталь 08кп | 34 | 3 |
4 | Ст. 3 | 36 | 3 |
5 | Сталь 30 | 38 | 2 |
6 | Сталь 45 | 40 | 2 |
7 | Сталь Х18Н10Т | 42 | 3 |
8 | Сталь 65Г | 44 | 3 |
9 | Сталь 30 | 46 | 2 |
10 | Сталь 45 | 48 | 2 |
11 | Сталь 08кп | 52 | 3 |
12 | Ст. 3 | 50 | 3 |
Контрольні запитання.
1.Поясніть, за рахунок чого забезпечується зазор між матрицею та пуансоном при вирубці?
2.Від чого залежить величина зазору між матрицею та пуансоном?
3.Поясніть складові частини поверхні зрізу.
4.Що ви знаєте про поверхню зрізу?
2
.png)
Рефлексія від 4 учнів
Сподобався:
0
Так: 4
Ні: 0
Зрозумілий:
0
Так: 4
Ні: 0
Потрібні роз'яснення:
0
Ні: 4
Так: 0