Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- ТО та програмування›
- Системи програмного керування верстатами.

Урок:
Системи програмного керування верстатами.

26.11.2023
Вміст уроку:
1
2
3
1
Основні сучасні системи числового програмного керування
Сучасні системи числового програмного керування, що позначаються як CNC (Computer numerical control), засновані на мікропроцесорі з оперативною пам'яттю та операційною системою. Програма для верстатів з числовим програмним керуванням може завантажуватись із зовнішніх носіїв, або звичайних чи спеціалізованих флеш-накопичувачів. До того ж сучасне обладнання та верстати з числовим програмним керуванням можуть підключатись до комп’ютерних мереж підприємства, що дозволяє виконувати завантаження програми за допомогою передачі по промисловій мережі.
Основна мова програмування описана документом ISO6983 Міжнародного комітету стандартів і називається «G-код». Вона найбільш поширена для металообробного обладнання. Програмування виконується в G та М-кодах. Мова G та М-кодів базується на положеннях Міжнародної організації по стандартизації (ISO) та Асоціації електронної промисловості (ЕІА). Офіційно ця мова вважається стандартом для американських та європейських виробників обладнання з ЧПК і інколи її називають «ІSО 7біт». Все ж виробники систем ЧПК хоча і притримуються цих стандартів для описування основних функцій, але допускають і відхилення від правил, коли мова йде про якісь спеціальні можливості своїх систем.
Системи ЧПК Fanuc (Японія) були одними з перших, що адаптовані для роботи з G та М-кодами ISO. Вони найбільш повно використовують цей стандарт. Системи Fanuc на сьогоднішній день дуже популярні та найбільш поширені. Стійки ЧПК інших відомих виробників, наприклад, Heidenhain та Sinumerik (Siemens) також мають можливості роботи з G та М-кодами, але деякі коди можуть відрізнятись. Немає необхідності знати усі коди всіх систем ЧПК. Достатньо знати набір основних G та М-кодів, а при виникненні специфічних функцій можна скористатись документацією конкретної системи. Деякі виробники систем ЧПК пропонують діалогову мову програмування. Ця мова спрощує спілкування з системою, оскільки основою для неї слугують англомовні речення, скорочення, запитання та графічні елементи, які вводяться оператором верстата в інтерактивному режимі.
2
Елементи систем автоматичного керування
У будь-якій системі керування можна виділити три складові: програму керування, пристрій керування й об’єкт керування (рис. 1).

Рис. 1. Елементи системи керування
Програма керування — це сукупність команд (детальний набір покрокових команд), які має виконати технологічна машина чи система машин для реалізації технологічної операції чи технологічного процесу відповідно.
Пристрій керування надає інформації керування, що задана програмою керування, форму, “зрозумілу” для технологічної машини. Він “перекладає” цю інформацію “мовою” команд для механізмів, вузлів, агрегатів технологічної машини. Канали вихідних сигналів, що видає блок керування, зв’язані з виконавчими елементами технологічної машини. Для того, щоб переконатися в правильності виконання машиною поданих команд, у пристрій керування по каналах зворотних зв’язків посилаються відповідні сигнали (рис. 2). Таким чином, пристрій керування обмінюється з ОК такими сигналами:
u — впливи системи керування на виконавчу систему — команди виконавчим механізмам машини (ОК в технологічній машині є окремі функціональні вузли, які взаємодіють із виробом чи тарою, механізми, які їх переміщують через робочу зону машини чи між машинами автоматизованої лінії тощо);
u' — впливи виконавчої системи на систему керування-передавання інформації про виконання команд.
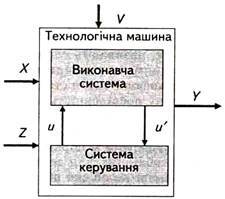
Рис. 2. Керована технологічна машина
Об’єкт керування — це технологічний комплекс у вигляді технологічної машини чи сукупності машин. Загалом об’єктом керування називають виробничий, технологічний або технічний об’єкт, для визначеної взаємодії якого з іншими об’єктами або процесами потрібний спеціально організований керувальний вплив. Технологічним ОК може бути верстат для механічної обробки деталей, автомат для їх складання тощо.
Підсистема керування верстата з ЧПК є центральною частиною усієї системи числового програмного керування. З однієї сторони вона читає керуючу програму та віддає команди різноманітним агрегатам верстата на виконання тих чи інших операцій. З іншої сторони взаємодіє з людиною-оператором, дозволяючи контролювати процес обробки.
Системи керування можуть бути закритими та відкритими, так званими ПК-сумісними.
Закриті системи керування мають власні алгоритми та цикли роботи, власну логіку. Виробники таких систем, як правило, не розповсюджують інформацію про їхню архітектуру. Тому самостійно оновлювати програмне забезпечення та редагувати налаштування такої системи практично неможливо. Але в системах закритого типу є важлива перевага – висока надійність, оскільки усі компоненти системи проходять тестування на сумісність.
ПК-сумісні системи керування більш відкриті. Їх апаратні складові такі ж, як і у домашнього персонального комп'ютера. Перевага такого методу – в доступності та відносно невеликій вартості електронних компонентів, та їх доступності. Все ж вважається, що надійність таких систем нижча ніж закритих систем керування.
3

22 березня 2024
Рефлексія від 1 учня
Сподобався:
0
Так: 1
Ні: 0
Зрозумілий:
0
Так: 1
Ні: 0
Потрібні роз'яснення:
0
Ні: 1
Так: 0