Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- ТО та програмування›
- Особливості підготовки керувальних програм для верстатів токарної групи.

Урок:
Особливості підготовки керувальних програм для верстатів токарної групи.

17.02.2025
Вміст уроку:
1
2
3
4
5
1
Загальні відомості
Основні правила і приклади підготовки керувальних програм для токарних верстатів на прикладі патронноцентрового верстата 16К20Т1.02 з оперативною системою ЧПК «SINUMERIK 802D».
В керувальній програмі, розробленій для системи ЧПК «SINUMERIK 802D», кадри мажуть складатися з декількох слів.
Слово складається з:
- буквеної адреси (літери: N, G, M, S, F, X, Z, T та ін.);
- математичного знака «–» (знак «+» в програмі не вказують);
- числового значення буквеної адреси.
Якщо числове значення буквеної адреси має дробову частину, то як розділювач використовується десяткова крапка.
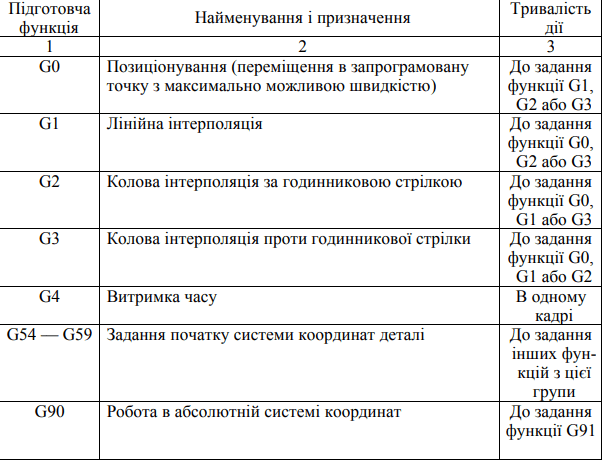
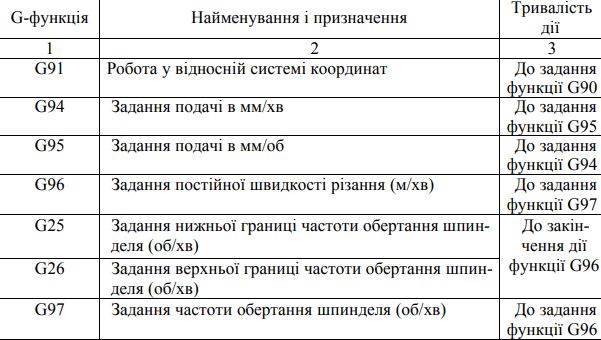
Підготовчі функції, використовувані в системі ЧПК «SINUMERIK 802D», показано у таблиці 1.
Таблиця 1 ― Підготовчі функції (G-функції), використовувані в системі ЧПК «SINUMERIK 802D»
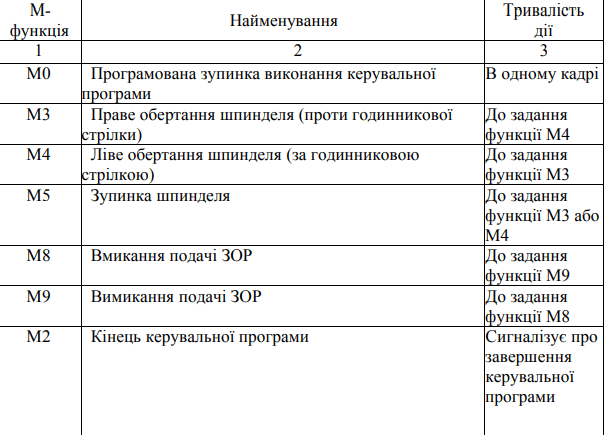
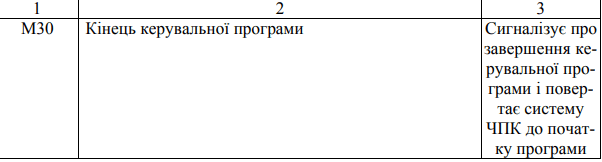
Допоміжні функції М (М-функції), використовувані в системі ЧПК «SINUMERIK 802D», показано у таблиці 2.
Таблиця 2 ― Допоміжні функції (М-функції), використовувані в системі ЧПК «SINUMERIK 802D»
2
Програмування швидкості головного руху
Під час програмування верстата 16К20Т1.02 є можливість задання одного з двох варіантів режиму частоти обертання шпинделя:
- за допомогою підготовчої функції G97;
- за допомогою підготовчої функції G96.
Для задання бажаної частоти обертання шпинделя використовується функція G97.
Фрагмент керувальної програми, у якому задається потрібна частота обертання шпинделя, матиме вигляд:

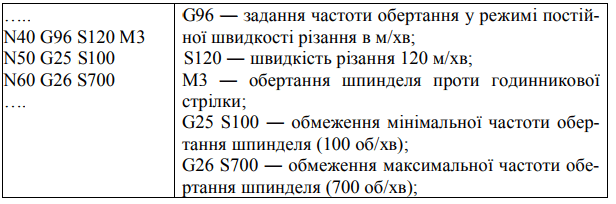
Для задання постійної швидкості різання використовується функція G96 разом із функціями G25 і G26.
Фрагмент керувальної програми, у якому задається постійна швидкість різання матиме вигляд:
3
Програмування подачі
В системі ЧПК токарних верстатів задається контурна подача. Під контурною подачею розуміють швидкість переміщення інструмента, яка направлена по дотичній до запрограмованої траєкторії руху
Подача може задаватися в міліметрах на оберт (функція G95) або в міліметрах за хвилину (функція G94). Задання кількісного значення подачі виконується за допомогою функції «F». Якщо подача задається в мм/об, то число після функції F дорівнює величині подачі. Наприклад, подачу 0,2 мм/об задають функцією F0.2. Якщо ж подача задається в мм/хв, то число після функції дорівнює величині подачі. Наприклад, подачу 200 мм/хв задають функцією F200.
4
Програмування номера інструмента
Револьверна головка верстата моделі 16К20Т1.02 має шість позицій. Номери позицій позначені на лівому торці головки. Поворот головки для встановлення необхідного інструмента в робочу позицію відбувається з використанням функції «Т» із зазначенням номера потрібного інструмента (наприклад, Т1, Т3, Т6). Паралельно з поворотом револьверної головки здійснюється автоматичний перерахунок заданих попередньо координат вершини цього інструмента відповідно до його вильоту.
5
Програмування розмірних переміщень
Система ЧПК «SINUMERIK 802D» дозволяє задавати переміщення інструмента як в абсолютній (функція G90), так і у відносній системах відліку (функція G91). В абсолютній системі відліку переміщення відбуваються відносно початку системи координат деталі. В кадрі або в групі кадрів задаються координати точки, у яку має переміститися вершина інструмента внаслідок виконання цього кадру або групи кадрів. У відносній системі відліку величини переміщень програмуються відносно координат кінцевої точки попереднього кадру. Задання переміщення у напрямі осі X або осі Z забезпечується командами з буквеними адресами відповідно «X» або «Z». Одній дискреті по осі Z відповідає переміщення 0,01 мм, а по осі X ― 0,005 мм. Необхідно враховувати, що координата X відповідає не радіусу, а діаметру.
Рефлексія від 0 учнів
Сподобався:
0
Так: 0
Ні: 0
Зрозумілий:
0
Так: 0
Ні: 0
Потрібні роз'яснення:
0
Ні: 0
Так: 0