Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- ТО та програмування›
- Види систем координат токарних верстатів з ЧПК. Зони обробки.

Урок:
Види систем координат токарних верстатів з ЧПК. Зони обробки.

07.02.2024
Вміст уроку:
1
2
3
1
Системи координат верстата і деталі. Зв’язок між системами координат.
Під час розробки керувальних програм використовують систему координат верстата і систему координат деталі.
Для забезпечення єдності методів підготовки керувальних програм вибір системи координат верстата має відповідати рекомендаціям Міжнародної організації зі стандартизації (ІSO). Вибрану згідно з цими рекомендаціями систему координат верстата називають стандартною. Відповідно до ГОСТ 23597―79 стандартна система координат є правою прямокутною декартовою системою координат XYZ.
Розташування початку системи координат верстата залежить від типу верстата, але завжди його вибирають таким чином, щоб усі переміщення робочих органів верстата описувались би додатними координатами.
Вибір напрямку осей стандартної системи координат верстата пов’язують з розташуванням осі обертання шпинделя таким чином, щоб вісь Z завжди була паралельна цій осі.
Для задання траєкторій руху інструментів використовують систему координат деталі. Тобто, система координат деталі призначена для задання координат опорних точок оброблених поверхонь, а також опорних точок траєкторії руху інструмента. Опорними вважаються точки початку, закінчення, перетину або дотику геометричних елементів, які утворюють контур деталі й визначають траєкторію руху інструмента під час виконання переходів обробки.
Як система координат деталі використовується права прямокутна декартова система координат. Координатні осі системи координат деталі завжди спрямовані так, як і у системі координат верстата. Координати початку системи координат деталі задаються відносно початку системи координат верстата розробником керувальної програми. Розташування початку системи координат деталі має бути зручним для складання керувальної програми.
Для цього доцільно:
- координатні площини суміщати з поверхнями технологічних баз або розташовувати паралельно;
- осі координат суміщати з осями симетрії деталі або з виносними лініями, відносно яких проставлено найбільшу кількість розмірів.
Для токарних верстатів з ЧПК розрізняють систему координат верстата і систему координат деталі.
Початок координат верстата Ов знаходиться у центрі дзеркала кулачкового патрона, тобто у центрі перетину шпинделя перед посадочним конусом, що центрує планшайбу патрона.
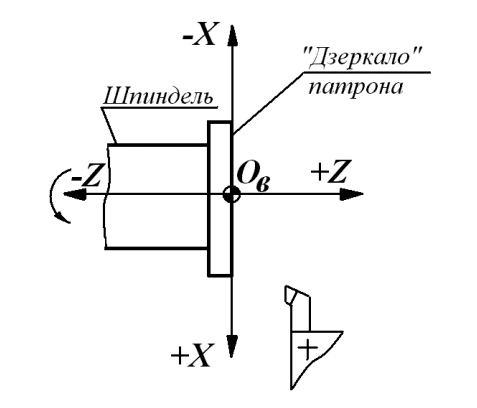
Рисунок 1 – Система координат токарного верстата з ЧПК
Початок системи координат деталі Од знаходиться в центрі лівого або правого торця заготівки. Вісь Z цієї системи співпадає з віссю Z верстата, а вісь Х проходить в площині базового торця пристосування (наприклад, торця планшайби або уступу кулачків) або в площині правого торця заготівки. Розміри відносно Од, задані на кресленні деталі, перераховуються у відстані (координати) до опорних точок оброблюваного контуру. При наладці верстата проводиться «прив'язка» початкової точки програми Оп, яка співпадає з центром інструменту, до координатних систем верстата.
2
Рекомендації щодо визначення систем координат заготовки
при токарній обробці
Для токарної обробки на верстаті з ЧПК найпоширенішою є плоска прямокутна система координат заготовки, осі якої звичайно називаються X і Z. У цій системі віссю Z є вісь головного шпинделя верстата, при цьому додатним напрямом осі Z є напрям від місця кріплення заготовки в шпинделі до ріжучого інструменту. Вісь X розташована перпендикулярно осі Z, а її додатний напрям залежить від положення інструменту щодо осі Z (рис. 1). Але у будь-якому 20 випадку додатним напрямом осі X є переміщення, при якому інструмент віддаляється від заготовки. Як початок відліку системи координат заготовки (нульової точки заготовки) для полегшення розрахунку координат при складанні програми звичайно обирається точка яка є точкою перетину вільного торця заготовки та осі заготовки (осі Z).
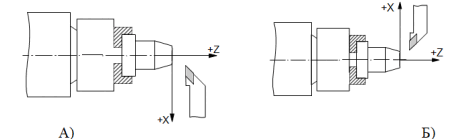
Рисунок 1- Система координат заготовки при токарній обробці, в якій інструмент направлений до осі обертання від передньої площини верстата (А),
і в якій інструмент направлений до осі обертання у бік передньої площини верстата (Б)
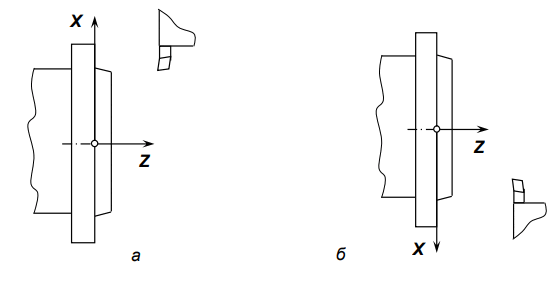
Рисунок 2 ― Системи координат токарних верстатів
Стандартною системою координат токарного верстата є двокоординатна система XZ з початком у базовій точці шпинделя. Ця точка знаходиться на перетині базового торця шпинделя з віссю його обертання. Напрям осей системи координат верстата залежить від розташування інструмента відносно осі обертання шпинделя. Якщо інструмент розташований над віссю обертання шпинделя, то система координат верстата має вигляд, показаний на рис. 2, а. Якщо ж інструмент розташований перед віссю обертання шпинделя, то система координат верстата матиме вигляд, показаний на рис. 2, б.
3
Зони токарної обробки
Залежно від конфігурації заготовки до початку обробки на певному переході і бажаної її конфігурації після обробки розрізняють відкриту (рис. 3, а), напіввідкриту (рис. 3, б) і закриту (рис. 3, в) зони обробки. Кожна зона токарної обробки на верстатах з ЧПК зазвичай відповідає одному технологічному переходу і формується залежно від конструкції вихідної заготовки і типу різця, що використовується на цьому переході.
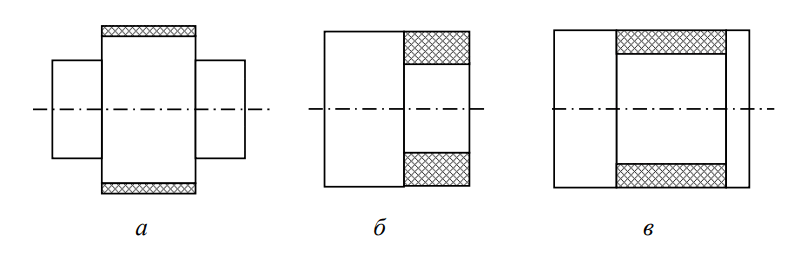
Рисунок 3 ― Зони токарної обробки:
а ― відкрита; б ― напіввідкрита; в ― закрита.
Рефлексія від 0 учнів
Сподобався:
0
Так: 0
Ні: 0
Зрозумілий:
0
Так: 0
Ні: 0
Потрібні роз'яснення:
0
Ні: 0
Так: 0