Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Професійна освіта›
- ОМТ.Лекція 5: Автоматичні стани. Конструкція станів.

Урок:
ОМТ.Лекція 5: Автоматичні стани. Конструкція станів.

19.01.2021
Вміст уроку:
1
2
1
Уважно прочитайте текст лекції та перегляньте схеми і рисунки. Тестування отримаєте згодом. Готуйтеся !
Лекція 5: Автоматичні стани.. Конструкція станів.
ПЛАН
1.Історичні відомості про виникнення автоматичного способу виробництва труб. 2.Типи трубопрокатних агрегатів (ТПА) з короткооправочними станами.
3.Склад і розміщення обладнання ТПА з короткооправочними станами
4. Характеристика основних дефектів труб, одержаних при їх виробництві на ТПА з автомат-станом
1. Історичні відомості про виникнення автоматичного способу виробництва труб.
Вперше тонкостінні труби одержали при виникненні пілігрімового способу виробництва. Однак пошуки інших способів одержання тонкостінних труб із товстостінної гільзи тривали.
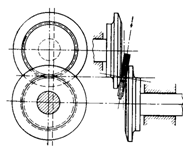
Мал.2.29
Дисковий прошивний стан Штіфеля
1-дискові валки, 2-лінійки,
3-гільза, 4-оправка, 5-вісь валка, 6-площина прокатки
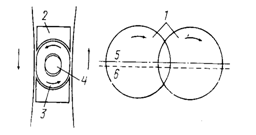
Мал.2.30. Схема прошивки заготовки на дисковому прошивному стані Штіфеля
Був відомий спосіб витягування товстостінних гільз на двохвалковому стані за декілька проходів («шведський» дуо-стан). При цьому використовували декілька круглих калібрів, послідовно розміщених на валку. Між валками в кожний калібр поміщали оправку, яку за допомогою стрижня закріпляли у опорі. Після першого проходу оправку виймали із валків, звільняли задній кінець стрижня і трубу разом зі стрижнем клали на верхній валок стана. Під дією сил тертя труба стягувалась валком зі стрижня, і її знову подавали на передню сторону робочої кліті стана. Наступні проходи здійснювали у сусідніх калібрах меншого розміру. Для виробництва тонкостінних труб потрібна велика кількість проходів. Це приводило до швидкого охолодження розкату, що обмежувало можливості використання такого способу. Для виробництва тонкостінних труб цим способом ,потрібно було одержувати з прошивного стану тонкостінну гільзу, із якої можна було потім одержати тонкостінну трубу за два-три проходи.
Вихідець із Швейцарії Ральф Штіфель суттєво вдосконалив цей метод прокатки. Він працював технічним керівником завода Манесмана в м. Лендор (Англія) і зібрав там дані по прошиванню крупних зливків на дисковому прошивному стані.
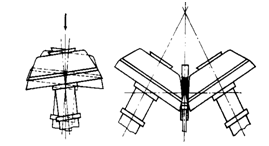
Мал.2.31
Прошивний стан з грибовидними валками (конструкція Штіфеля)
Потім Штіфель переїхав до США, побудував в м. Елвуд-Сіті дисковий прошивний стан (мал.2.29) і перший в цій країні прокатав трубу на косовалковому стані. Йому вдалося суттєво покращити прошивний стан в результаті зближення направляючих лінійок упритул до валків і одержання таким чином більш закритого калібру. В цьому калібрі (мал.2.30) метал примушений текти тільки в осьовому напрямку, що явилось більш суттєвим, ніж визначення зовнішньої форми валків і їх розміщення. На цих станах осьове переміщення заготовки здійснювали внаслідок зміщення осі прокатки відносно осі валків.
Однак дуже швидко було встановлено, що прошивний стан з дисковими валками непридатний для виробництва труб великого діаметру. Тоді Штіфель побудував прошивний стан з грибовидними валками (мал.2.31), осі яких розміщені під кутом одна до одної. З технічної точки зору використання прошивних станів з грибовидними валками було цілком упішним, але вияснилось, що їх можливості обмежені. Для прошивки високоякісних гільз із легованої сталі необхідно регулювати кут нахилу валків. Ці вимоги неможливо було виконувати на прошивному стані як з дисковими, так і з грибовидними валками. Значить в сьогоденні на установках з автоматичним станом здійснюють прошивку гільз на станах Манесмана з бочковидними валками і направляючими лінійками.
Розкатку товстостінної гільзи Ральф Штіфель рекомендував розкатувати на двохвалковому стані з багаторучайовими валками, які обертаються в різні боки, а повернення труби на передній стіл стана здійснювати, на відміну від «шведського» дуо-стану, за допомогою роликів зворотної подачі. Такий стан назвали автоматичним.
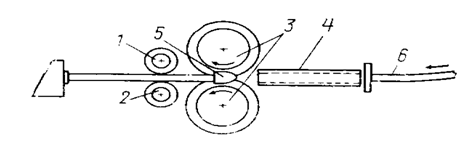
1-верхній ролик зворотної подачі, 2-нижній ролик зворотної подачі, 3-робочі валки, 4-труба, 5-оправка, 6-штовхач
Мал.2.32 Схема прокатки труб в автоматичному стані
Трубопрокатні агрегати з автоматичним станом (автомат-станом) є найбільш розповсюдженими агрегатами для виробництва безшовних труб, що пояснюється їх широкою технологічною маневревістю, універсальністю по сортаменту прокатуємих труб і достатньо високою продуктивністю. Зараз цим способом виробляють близько 40 % безшовних гарячодеформованих труб.
В сьогоденні використовуються дві технологічні схеми виробництва труб на трубопрокатних агрегатах з короткооправочними станами: ТПА з автоматичним розкатним станом (одна робоча кліть із роликами зворотної подачі); ТПА із двома станами продовжньої прокатки на короткій оправці (схема тандем).
2. Типи трубопрокатних агрегатів (ТПА) з короткооправочними станами.
Відмінна риса трубопрокатних агрегатів з короткооправочними станами - розкатки гільз у чорнові труби за два проходи на короткій оправці, які виготовляються у автоматичному стані або стані тандем, і додаткове обкатування отриманих труб у стані гвинтового прокатування. Ці агрегати в даний час є найбільш поширеними у світовій практиці виробництва безшовних гарячодеформованих труб; у вітчизняній трубній промисловості експлуатується 17 таких агрегатів.
Оправка опирається на стрижень і упорно-регулювальний механізм, за допомогою якого вона встановлюється так, щоб під навантаженням середина калібруючого циліндричного пояска, збігалася з лінією центрів валків. У процесі прокатування оправка змащується, як правило, повареною сіллю, що закидається в сухому вигляді в гільзу безпосередньо перед прокатуванням і швидко плавиться.
Утворення дефектів внутрішньої поверхні труб пов'язано з важкими умовами роботи нерухомих оправок. У процесі деформації відбувається розігрівання їхніх поверхневих прошарків до 600 0С і більше, спостерігається налипання деформуємого металу на оправку. Окалина, що збирається перед оправкою, а також налиплі частки, охолоджуються в паузах, завдають при наступному прокатуванні порізи (риски) на внутрішній поверхні труб, що знижує їхню якість. Зазначені явища обмежують не тільки обтискання, але й довжину одержуваних труб на короткооправочних станах.
Поряд із приведеними недоліками, процес прокатування на короткій оправці має і великі переваги. Вони полягають у малих розмірах оправок, невисокої їхньої вартості завдяки одержанню виливанням, можливості виготовлення з різноманітних сталей і сплавів. Великий парк оправок дозволяє одержувати труби широкого розмірного сортаменту з вуглецевих, легованих і високолегованих сталей і сплавів. Короткооправочні стани мають високу маневреність, яка полягає у швидких переходах на прокатування нових розмірів труб, особливо по товщині стінки, що дозволяє прокатувати малотоннажні партії труб. Ці переваги визначили широке використання короткооправочних станів.
У залежності від діапазону діаметрів прокатуємих труб агрегати підрозділяються на три типорозміри (по приблизному значенню максимального діаметра): малі - ТПА-140, середні - ТПА-250, великі - ТПА-350 або ТПА-400.
Широке розповсюдження трубопрокатних агрегатів з короткооправочними станами (автоматичний стан і стан тандем) для виробництва безшовних труб пояснюється їх універсальністю у відношенні сортаменту, можливістю прокатувати труби із різноманітних сталей і сплавів.
Типова схема ТПА з автоматичним станом включає такі технологічні операції:
одержання порожнистих гільз на прошивному стані;
прокатку цих гільз на автоматичному стані;
розкатку труби на ріллінг-станах (обкатних машинах);
калібрування або редукування.
Трубопрокатна установка ТПА-140 прокатує труби діаметром до 159 мм з товщиною стінки 3,5¸30 мм і довжиною до 11,5 м.
Мінімальний розмір труб на установці визначається наявністю редукційного стана і складає 30¸38 мм и менше, при цьому довжина труб може бути збільшена до 16 м.
Середні трубопрокатні агрегати ТПА-250 призначені для випуска труб діаметром 102¸250 мм з товщиною стінки 4¸40 мм і довжиною до 15,5 м. При наяності редукційного стана агрегат може випускати труби з мінімальним діаметром 60 мм.
На ТПА-(350)400 прокатують труби діаметром 159¸426 мм з товщиною стінки 5¸45 мм і довжиною до 15,5 м. На великих ТПА редукційні стани не використовують.
3. Склад і розміщення обладнання ТПА з короткооправочними станами.
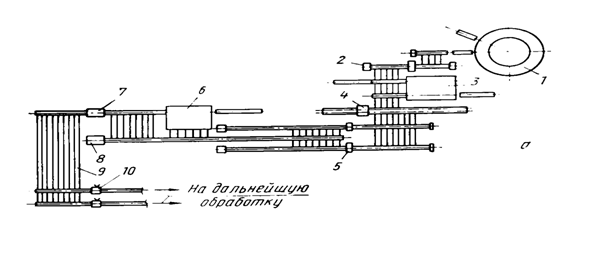
1-кільцева пічь, 2-прошивний стан, 3-підігрівальна пічь, 4-автоматичний стан, 5-риллінг-стани, 6-підігрівальна пічь, 7-калібровочний стан, 8-редукційний стан, 9-стіл для охолодження труб, 10-правильні стани
Мал.2.33 Розміщення обладнання ТПА-140
До складу малого трубопрокатного агрегату з автоматичним станом (ТПА-140), типова схема якої показана на мал.2.33 входять: нагрівальна кільцева пічь, прошивний і автоматичний стани, два риллінг-стани, а також калібрувальний і редукційний стани.
На старих трубопрокатних агрегатах використовуються ще методичні печі.
Два риллінг-стани встанавлюються паралельно друг до друга, так як пропускна можливість одного стана приблизно в 2 рази нижче пропускної можливості автомат-стана.
На відміну від малих ТПА, на великих агрегатах, а іноді і на середніх встановлюють дві нагрівальні печі і два прошивних стани, які працюють послідовно. По конструкції обидва прошивних стани однакові, але по характеру деформації різні: якщо перший прошиває заготовку у товстостінну гільзу, то другий виконує функцію розкатного стана-елонгатора, він збільшує діаметр гільзы на 10¸15 мм, підвищує продуктивність, зменшує товщину стінки гільз і поперечну різностінність.
Із-за такої схеми розміщення обладнання на великих ТПА одержують товстостінні гільзи, забезпечуючи одночасно високу продуктивність агрегату і високу точність прокатуємих труб. Схема забезпечує також можливість використання любого прошивного стана при здійснюванні прошивки в одну операцію (для труб діаметром менше 200 мм).
Трубопрокатні установки мають каскадне розміщення станів, що забезпечує вільне перекатування труб від одного стана до іншого по похиленим стелажам. В останніх вітчизняних установках з метою підвищення темпа прокатки використовується осьова видача метала із прошивного і риллінг-стана. Подальше збільшення продуктивності можливе за рахунок корінної реконструкції автомат-станів або заміни їх новими конструктивними варіантами.
Одним із рішень, які дозволяють ліквідувати зворотний рух труби на стані, є двохклітьовий автомат-стан, в якому розкатка гільз в трубу проводиться на коротких оправках в двох послідовно розміщених клітях з одноручаэвими валками, з торцьовою передачею і видачею труби. При переході на прокатку труб другого діаметра заміняють робочі кліті.
Перспективним напрямком є і використання трьохвалкових розкатних замість риллінг-станів.
4. Характеристика основних дефектів труб, одержаних при їх виробництві на ТПА з автомат-станом
Якість прокатуємих труб залежить від вірності настройки станів, додержання технології і режимів прокатки. Раніше відмічалось, що визначне значення на якість готових труб має якість гільз з прошивного стану. Однак прокатка на слідуючих станах може також приводити до специфічних дефектів.
Труби, які прокатані на автомат-станах можуть мати продовжні риски на внутрішній поверхні, причинами виникнення яких є прокатка на зношених оправках з навареним металом або окалиною. Велика кількість окалини усередині труби може також привести до утворення рисок і навіть вдавлювання окалини.
Своєчасна заміна оправок, усування затримок перед ввідним жолобом і використання якісного мастила без домішок не допускають утворення рисок.
Різностінність готових труб частіше всього обумовлюється різностінністю гільз, однак причиною такого брака може бути і осьове зміщення калібра або велике зношення ручая. Регулювання положения валків, перевірка якості і розмірів оправок першого і другого проходів, а також зміна калібра можуть усунути підвищену різностінність.
Використання калібрів з більшим розвалом, висока ступінь деформації, особливо у другому проході, можуть бути причиною утворення поперечних розривів.
Відмітки на зовнішній поверхні є наслідком наявності на поверхні ручая валків месцевого викришування, налипання або розгару із утворенням сітки.
Прокатка на риллінг-стані може привести до гвинтових порізів і рисок на зовнішній і внутрішній поверхні, причинами яких можуть бути гострі крайки на інструменті, зачищення або заміна його усуває брак.
Основними видами брака на калібровочному стані являються: відхилення труб за межі допуска внаслідок порушення настройки стана і появлення підріза труб (“ялинка”) при зміненні режима деформації на стані. Точна настройка, узгодження розмірів труби на риллінг-стані з величиною обтиску в калібровочному стані і шліфовка гострих крайків ручая дозволяють одержати після калібровочного стану труби потрібної якості.
.png)
2

19 січня 2021
 Авраміді Юлія Геннадіївна
Авраміді Юлія Геннадіївна
Авраміді Юлія Геннадіївна
Авраміді Юлія Геннадіївна
Тест допомогає перевірити знання про автоматичний спосіб виробництва гарячодеформованих труб. Теорет...
Професійна освіта
дорослі
Рефлексія від 0 учнів
Сподобався:
0
Так: 0
Ні: 0
Зрозумілий:
0
Так: 0
Ні: 0
Потрібні роз'яснення:
0
Ні: 0
Так: 0