Лекційне заняття
Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Основи автоматизації›
- Автоматизація процесу сушіння та охолодження

Урок:
Автоматизація процесу сушіння та охолодження
16.10.2023
Опис уроку (учням цей опис не показується):
Вміст уроку:
1
2
3
Опис, який учні побачать перед початком уроку
Тема: Автоматизація процесу сушіння та охолодження
План
Автоматизація процесу сушіння
Автоматизація процесу охолодження
1
Автоматизація процесів сушіння
Сушіння – це процес вилучення вологи з матеріалу випарювання її. Для сушіння необхідно до висушуваного матеріалу підводити теплоту, завдяки якій відбувається випарювання вологи. За принципом дії сушильні апарати поділяються на періодичні та безперервні; залежно від теплоносія – на повітряні, газові і парові; за тиском – на атмосферні та вакуумні; за напрямом руху матеріалу – на прямо-, проти точні, із перехресним рухом; за станом шару висушуваного матеріалу в апараті – з нерухомим, рухомим, висячим і фонтануючим шаром. Сушильні агрегати залежно від способу підведення теплоти до висушуваного матеріалу поділяють на три групи: контактні, конвективні (повітряні та газові) і спеціальні (радіаційні, високочастотні та сублімаційні).
Така різноманітність принципів сушіння певною мірою впливає на принципи автоматизації сушильних апаратів. Показником ефективності процесу сушіння є вологість матеріалу, який виходить з апарату, а мета керування – підтримати цей параметр на заданому рівні.
Вологість сухого матеріалу визначається, з одного боку, кількістю вологи, що надходить із вологим матеріалом, а з іншого – кількістю вологи, виведеної з нього в процесі сушіння. Кількість вологи, яка поглинається сушильним агентом, визначається в основному площею поверхні контакту сушильного агента та матеріалу, а також середньою рушійною силою процесу. Вологість сушильного агента залежить від його витрати: чим вона більша, тим менша вологість. Зі зміною витрати сушильного агента в об’єкт вноситимуться істотні регулюючі впливи.
Рушійна сила процесу залежить від температури сушіння та розрідження в апараті. Розрідження легко регулюється зміною витрати сушильного агента, який виводиться з апарата. Температура визначається всіма початковими параметрами, а також інтенсивністю випарювання вологи з мокрого матеріалу. Стабілізувати її можна зміною або витрати сушильного агента, або його температури.
Таким чином, усі параметри, які впливають на показник ефективності, стабілізувати не можна. Наприклад, збурення виникатимуть у результаті зміни початкової вологості матеріалу, сушильного агента, гранулометричного складу матеріалу та інших факторів.
Регулювання барабанного прямоточного сушильного агрегату
Такий агрегат належить до сушильних апаратів безперервної дії. Вологість сухого матеріалу визначається кількістю вологи, що надходить із вологим матеріалом, і кількістю вологи, що виділяється з нього в процесі сушіння. Кількість вологи, що надходить із вологим матеріалом, залежить від витрати матеріалу та його вологості.
Витрата матеріалу Fм визначається продуктивністю сушильного апарата і, як правило, має бути сталою. Тому доцільно було б стабілізувати витрату вологого матеріалу, що забезпечує задану продуктивність і усуває збурення по цьому каналу.
У барабані може змінюватись розподіл матеріалу, а також гідродинамічні умови його обтікання сушильним агентом. У зв’язку із цим основним регульованим параметром доцільно вважати вологість матеріалу, а регулюючий вплив здійснювати зміною витрати сушильного агента. Співвідношення між витратами палива FT та повітря Fn забезпечується регулятором співвідношення.
Температура сушильного агента на вході в барабан має бути стабілізована зміною витрати вторинного повітря Fв. Необхідно також регулювати витрату вологого матеріалу та розрідження в апараті (рис. 1)
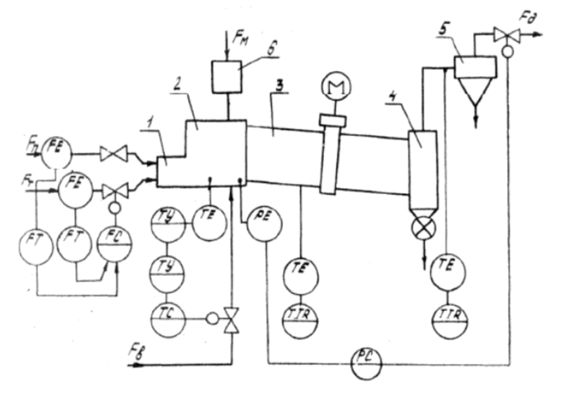 Рис. 1 - Схема регулювання процесом сушіння: 1 – топка; 2 – змішувальна камера; 3 – барабан; 4 – бункер; 5 – циклон; 6 – дозатор
Рис. 1 - Схема регулювання процесом сушіння: 1 – топка; 2 – змішувальна камера; 3 – барабан; 4 – бункер; 5 – циклон; 6 – дозатор
При керування процесом сушіння необхідно контролювати витрати палива, первинного та вторинного повітря, вологого та сухого матеріалу, температуру сушильного агента на вході в апарат і виході з нього, температуру всередині апарата, розрідження в змішувальній камері.
Для поліпшення процесу регулювання доцільно використовувати каскадну АСР температури на виході з апарата, в якій допоміжною координатою є температура в середній частині барабана.
Регулювання протиточного сушильного апарата
У протиточних (рис 2) сушильних апаратах для попередження розкладу матеріалу під дією високих температур основою регульованою координатою можна використати температуру матеріалу на виході з апарата. При цьому регулюючим впливом може бути зміна витрати сушильного агента Fn. Температуру повітря на виході в барабан регулюють зміною витрати теплоносія FT, який подається в повітронагрівник, а вологість – зміною витрати ре циркулюючого повітря Fp.
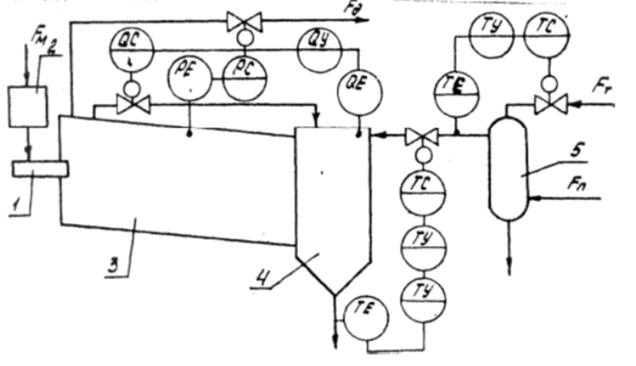 Рис. 2 - Схема регулювання протиточного барабанного сушильного апарата: 1 – транспортер; 2 – дозатор вологого матеріалу; 3 – барабан; 4 – бункер; 5 – теплообмінник
Рис. 2 - Схема регулювання протиточного барабанного сушильного апарата: 1 – транспортер; 2 – дозатор вологого матеріалу; 3 – барабан; 4 – бункер; 5 – теплообмінник
Зазначимо, що зміну витрати сушильного агента в протиточному сушильному апараті можна здійснити залежно від вологості сухого матеріалу або температури в барабані.
Аналогічно можна автоматизувати сушильні агрегати інших принципів роботи, наприклад конвеєрні, радіаційні, струменеві, апарати з киплячим шаром та ін.
Розпилювальна сушарка з механічними розпилювачами
Розпилювальні сушильні установки можна класифікувати по наступним основним ознакам.
За способом розпилення: дискові і форсункові.
По розташуванню сушильної камери: вертикальні і горизонтальні.
За способом видалення висушеного продукту з сушильної камери: установки зі скребковим механізмом, з пневматичним прибиральником, установки з стрічковими, шнековими або вібраційними транспортерами, а також з гравітаційним механізмом видалення продукту.
За способом очищення відпрацьованого в сушильній камері теплоносія: установки з циклонним очищенням, установки з фільтр-камерами і установки з пристроями мокрого пиловловлювання дрібних частинок продукту.
Автоматизації розпилювальної сушарки.
Функціональна схема системи автоматизації розпилювальної сушарки показана на рис. 1. Для контролю температури використовують термопари (перетворювачі термоелектричні із хромель-копельовою градуіровкою) 1а, 1б, 1в, 1г, які установлені відповідно у верхній частині сушарки, у середині її, у конусній частині й на магістралі до циклону. Усі термопари підключаються до одного автоматичного багатоточкового потенціометру 1д. Підвищення температури в конусі сушарки вище заданої побічно свідчить про завал, який утворюється в результаті обвалу «коржів» налиплого на стінки шлікера. Аеродинамічний режим контролюється по розрідженню у верхній частині вежі й перед димососом. У якості датчиків розрідження використовується, у першому випадку, перетворювач вимірювальний (наприклад, типу «Сапфір») 2а, у другому — датчик-реле тяги За. На вході в розпилювальну сушарку встановлюють пристрій контролю тиску шлікера 4а, газу 5а й повітря (останнє — для сушарок зі змішувальними пальниками).
Для контролю витрати газу використовують камерну діафрагму 6а, вимірювальний перетворювач 6б і блок добування кореня 6в (інтегратор, що підсумовує витрату за певний час). Витрата шлікера контролюється індукційним витратоміром, що складається із перетворювача витрати 7а й вимірювального пристрою 7б. Вологість прес-порошку на виході після сушарки виміряється одним із пристроїв (8а, 86), описаних раніше.
Стабілізація тиску розпилу шлікера здійснюється регулюванням швидкості обертання насоса, що подає шлікер на розпилювальну сушарку.
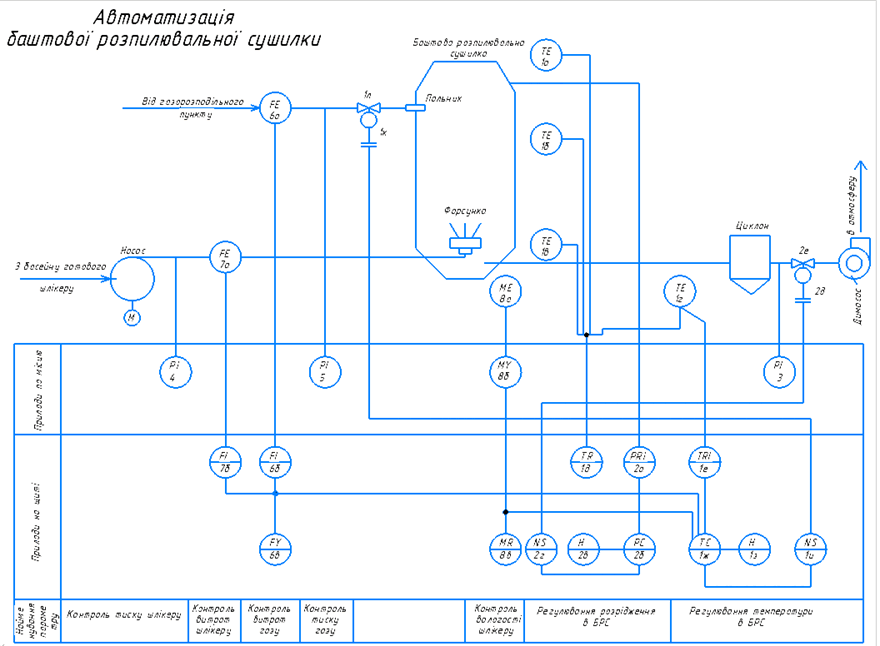 Рис. 3 – Функціональна схема системи автоматизації розпилювальної сушарки
Рис. 3 – Функціональна схема системи автоматизації розпилювальної сушарки
Схеми автоматизації конвеєрних сушарок. Функціональна схема конвеєрного сушила представлена на рис. 103. Система регулювання теплового процесу складається з декількох контурів, відповідно числу секцій сушила. Усі контури обладнуються однаково, якщо в якості регулюючого впливу використовується зміна подачі газу. Кожний контур складається з датчика — термоелектричного перетворювача з коробкою холодних спаїв, регулятора, задатчика й виконавчого механізму газового крана, установленого на магістралі підводячої газ до даної секції.
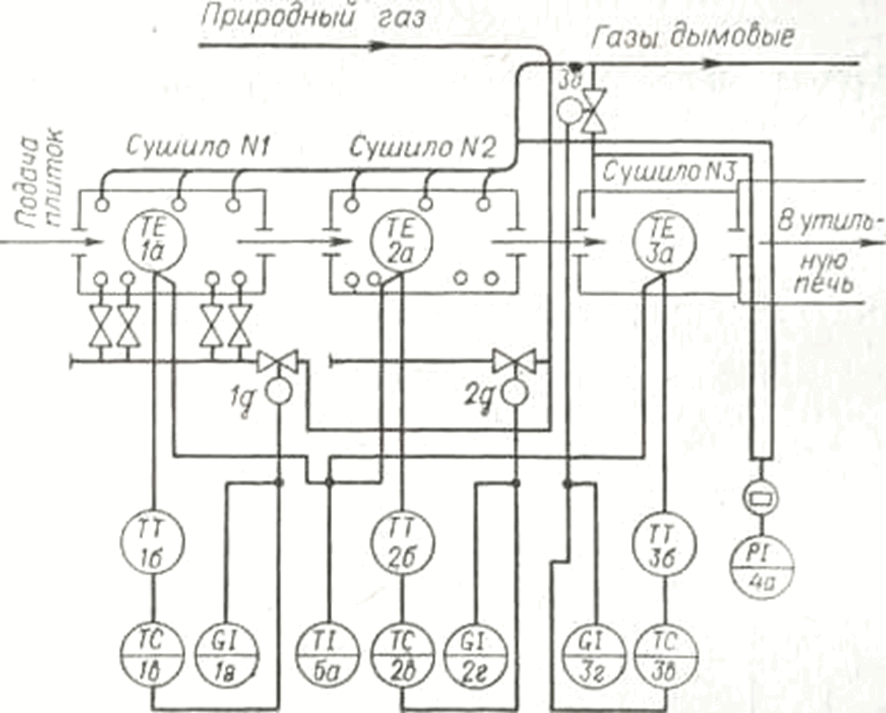 Рис.4 - Функціональна схема автоматизації конвеєрного сушила
Рис.4 - Функціональна схема автоматизації конвеєрного сушила
Робота контуру відбувається в такий спосіб. Сигнал термоелектричного перетворювача 1, установленого по місцю в середині секції над конвеєром, через коробку холодних спаїв 2 приходить на регулятор 3, де порівнюється із заданим сигналом, значення якого встановлюється задатчиком 4. Посилений у регуляторі сигнал неузгодженості впливає на двигун виконавчого механізму 5, який пов'язаний з регулюючим краном 6, що змінюють витрату газу доти, поки сигнал неузгодженості не стане рівним нулю.
Якщо в сушарці для нагрівання використовуються відходячі гази, то в останній її секції передбачається позиційне регулювання температури із впливом на заслінку на повітропроводі відсмоктування гарячого повітря, яка відкривається у випадку підвищення заданого значення температури.
Система автоматизації розпилюючих сушарок містить у собі, як правило, чотири контури керування. Один з контурів здійснює регулювання температурного режиму по різниці температури відходячих газів і витратишлікера. Ця різниця, як показує досвід експлуатації баштових розпилювальних сушарок, є інтегральним показником процесу зневоднювання, який відбиває будь-які зміни режиму сушіння.
Розглянутий контур працює в такий спосіб. На регулятор 1ж подаються два сигнали: від термоелектричного перетворювача 1г і від індукційного витратоміра шлікера 7а. Корекція температурного режиму здійснюється по прямому вихідному параметру — вологості прес-порошку 8а через коректор 5а. Від регулятора вплив передається на виконавчий механізм 1і газового крана 1к, установленого на газопроводі. Виконаний у такий спосіб контур керування, регулюючи температурний режим у сушарці, стабілізує вологість одержуваного на виході прес-порошку.
Контур керування аеродинамічним режимом (регулювання у верхній частині вежі) включає датчик розрідження 2а, регулятор 2б, виконавчі механізм 2г, зчленований з регулюючою заслінкою 2д на газоході.
Третім контуром керування розпилювальною сушаркою є система автоматичного відключення подачі газу при падінні його тиску й розрідженні перед циклоном. Цей контур обов'язковий для всіх теплотехнічних об'єктів керамічної промисловості.
Четвертий контур безпосередньо не належить до розпилювальних сушарок, хоча й, призначений для стабілізації найважливішого параметра, що впливає на гранулометричний склад прес-порошку.
2
Автоматизація процесу охолодження
Типове рішення автоматизації розглянемо на прикладі установки охолодження, яка складається з поршневого компресора 1, конденсатора 2, випаровувача 3 (з киплячим холодоагентом у міжтрубному просторі) і дроселюючого елемента 4 (рис.5). У якості показника ефективності приймемо кінцеву температуру охолоджуючого продукту tк (часто розсолу). Підтримання її на постійному значенні шляхом коректування технологічних режимів апаратів, які входять в обʼєкт керування, і буде метою керування процесом штучного охолодження.
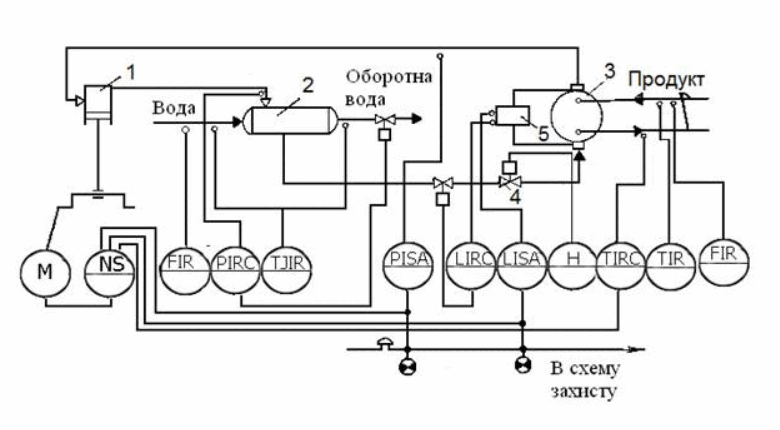 Рис. 5 – Типова схема автоматизації процесу штучного охолодження: 1 – компресор; 2 – конденсатор; 3 – випаровувач; 4 – дроселюючий елемент; 5 – виносна камера; Н – апаратура призначена для ручного дистанційного керування
Рис. 5 – Типова схема автоматизації процесу штучного охолодження: 1 – компресор; 2 – конденсатор; 3 – випаровувач; 4 – дроселюючий елемент; 5 – виносна камера; Н – апаратура призначена для ручного дистанційного керування
Одним із сильних збурень, які можуть надходити у випарник через дроселюючий елемент 4, є зміна тиску в конденсаторі 2. Останнє може відбутися, наприклад, під час коливань параметрів прямої води. Для ліквідації таких збурень тиск конденсації стабілізують, змінюючи витрату води, яка подається у випарник.
Для безаварійної роботи установки необхідно сигналізувати про підвищення рівня холодоагента вище граничного значення для запобігання «вологого» руху компресора, а також про пониження тиску парів холодоагента після випаровувала у зв’язку з можливістю замерзання продукту. У випадку досягнення цими параметрами гранично допустимих значень спрацьовують пристрої захисту, відключаючи компресор.
Під час штучного охолодження контролю підпадають витрати продукту і охолоджуючої води, а також їх початкові і кінцеві температури. Сигналізації і контролю, крім цього, підлягають всі параметри компримування газів (т.т. Компримування (рос. компримирование; англ. gas ompression; нім. Komprimieren n, Verdichten n, Verdichtung f, Gaskomprimieren n, Gasverdichten n) – підвищення тиску газу за допомогою компресора).
3
Дайте відповіді на питання
Які параметри підлягають автоматичному контролю та регулювання в прямоточному сушильному агрегаті?
Що є регульованою координатою в протиточному сушильному апараті?
Як контролюється аеродинамічний процес в БРС?
Скільки контурів регулювання має конвеєрна сушарка?
.png)
Рефлексія від 4 учнів
Сподобався:
0
Так: 4
Ні: 0
Зрозумілий:
0
Так: 4
Ні: 0
Потрібні роз'яснення:
0
Ні: 4
Так: 0