Лекційне заняття
Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Основи автоматизації›
- Автоматизація гідромеханічних процесів

Урок:
Автоматизація гідромеханічних процесів
16.10.2023
Опис уроку (учням цей опис не показується):
Вміст уроку:
1
2
3
Опис, який учні побачать перед початком уроку
Тема: Автоматизація гідромеханічних процесів
План
Переміщення твердих матеріалів
Дозування твердих матеріалів
Здрібнення матеріалів
Процес змішування рідини
Процес відстоювання
Фільтрування рідких та газових сумішей
1
До об'єктів із гідромеханічними процесами відносяться трубопроводи з насосами чи компресорами (транспортування рідини чи газів); відстійники, центрифуги, фільтри (розділення рідинних неоднорідних систем); мішалки, барботери (перемішування рідини); колектори, ємкості (накопичення та зберігання рідин і газів).
Більшість цих машин і апаратів відносяться до об'єктів неперервної дії. Виняток складають деякі апарати та машини для розділення неоднорідних рідинних систем. Основною величиною, що характеризує якість розділення таких систем на фракції, є мутність або склад однієї з фракцій. Відсутність приладів для виміру таких величин веде до використання незамкнених систем програмного управління чи до регулювання за непрямими показниками.
Завданням регулювання роботи насосів і компресорів, найчастіше є стабілізація їх продуктивності, тобто витрати відповідних речовин, що подаються ними на виробництво, а за необхідності зміни витрати стабілізується тиск у вихідній магістралі цього обладнання. В апаратах для перемішування рідин і накопичення рідин і газів, як правило, стабілізується рівень рідини чи тиск газу, проте в мішалках і барботерах можлива також стабілізація витрати чи концентрації.
1.Переміщення твердих матеріалів
Загальні відомості.
В якості об’єкту керування процесом транспортування твердих матеріалів візьмемо стрічковий транспортер, що транспортує сипучій матеріал. Показником ефективності цього процесу є витрата транспортованого матеріалу, а метою керування будемо вважати підтримання заданого значення розчину. В зв’язку з тим, що всі збурення на вході в об’єкт (зміна гранулометричного складу матеріалу, його вологості і насипної маси, проковзуванням стрічки транспортера) усунути неможливо, витрату матеріалу слід прийняти в якості регульованої величини і регулювати її коректуванням роботи дозуючих приладів.
Контролю підлягають витрата транспортованого матеріалу і кількість спожитої приводом електроенергії. При різкому зростанні струму через електродвигун привода транспортера, наприклад, у випадку заклинення стрічки, повинні спрацювати пристрої сигналізації і захисту, що відключать двигун транспортера.
В зв’язку з можливістю забруднення певних ділянок транспортної системи сторонніми включеннями (грудками, налиплим матеріалом), а також виходу з ладу окремих елементів транспортера контролюється і сигналізується також наявність потоку матеріалу з допомогою спеціального датчика.
Слід зазначити, що типові схеми автоматизації стрічкового транспортеру при переміщенні штучних вантажів аналогічні, але в якості регульованої величини в цьому випадку необхідно прийняти число одиниць вантажу за одиницю часу, а регулюючий вплив здійснювати коректуванням роботи вантажних пристроїв.
Цілі керування процесом транспортування
В залежності від вимог, що висуває наступний по ходу транспортованого матеріалу технологічний процес, перед транспортним пристроєм можуть ставитись різні задачі.
1. Стабілізація середньої витрати за час. Це завдання ставиться найчастіше і вирішується з допомогою відносно простих приладів.
2. Підтримка заданого миттєвого значення витрати. Це завдання вирішити значно складніше, по-перше, внаслідок флуктуацій витрати, що викликається зміною перерізу прохідного отвору дозатора при проходженні через нього матеріалу, і, по-друге, через складність вимірювання миттєвої витрати. Для вимірювання миттєвої витрати використовують складні прилади, в які входять елементи обчислювальної техніки.
3. Забезпечення певної сумарної кількості матеріалу за певний цикл роботи. Таку задачу необхідно вирішить, наприклад, при складанні шихти, упакуванню певних порцій матеріалу і т.д. В якості приладів, що забезпечують певну порцію матеріалу, використовують автоматичні ваги, що забезпечують зважування матеріалу, завантаження і розвантаження бункера.
Внесення регулюючих впливів шляхом зміни швидкості транспортера
Коли між бункером і транспортером відсутній дозатор, режим якого визначає подачу матеріалу на стрічку, витрата матеріалу буде залежати від швидкості стрічки (чим більша швидкість, тим більша витрата, і навпаки). При такій технологічній схемі регулюючі впливи можуть бути здійснені зміною швидкості стрічки. Найбільш розповсюдженим способом зміни швидкості являється використання електромагнітних муфт, систем з перетворенням частоти струму і двигунів постійного струму.
Системи автоматичного керування транспортерами
У якості об’єкта керування процесом переміщення твердих матеріалів приймемо стрічковий транспортер, що переміщує сипкий матеріал (рис. 22). Показником ефективності цього процесу є витрата транспортуючого матеріалу, а метою керування будемо вважати підтримання заданого значення витрати. У зв’язку з тим що всі збурення на вході в об’єкт (зміна гранулометричного складу матеріалу, його вологості і насипної маси, проковзуючої стрічки транспортера і т.п.) усунути неможливо, витрату матеріалу потрібно прийняти в якості регулюючої величини і регулювати його коректуванням роботи дозуючих пристроїв.
Контролюють витрату переміщуючого матеріалу і кількість споживаючої приводом електроенергії при різкому збільшенні струму електродвигуна транспортера, наприклад, у випадку заклинювання стрічки, повинні спрацювати пристрій сигналізації і захисту. Останні відключають електродвигун.
У зв’язку з можливістю засмічення окремих ділянок транспортної системи сторонніми включеннями (грудками, налипнувши матеріалом) і небезпекою виходу з ладу окремих елементів транспортера контролюється і сигналізується також наявність потоку матеріалу за допомогою спеціального датчика.
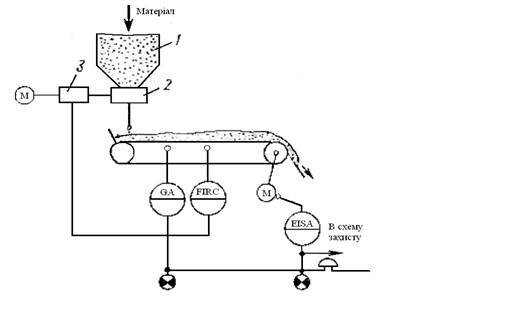 Рис. 1 - Типова схема автоматизації процесу переміщення сипких матеріалів: 1 – бункер; 2 – дозатор; 3 - варіатор; 4 – стрічковий транспортер; Б – наявність матеріалу на стрічці
Рис. 1 - Типова схема автоматизації процесу переміщення сипких матеріалів: 1 – бункер; 2 – дозатор; 3 - варіатор; 4 – стрічковий транспортер; Б – наявність матеріалу на стрічці
Необхідно відмітити, що типове рішення автоматизації стрічкового транспортера під час переміщення штучних вантажів аналогічні, але в якості регулюючої величини в цьому випадку необхідно прийняти кількість одиниць вантажу в одиницю часу, а регулюючий вплив здійснювати коректуванням роботи навантажувальних пристосувань.
2.Дозування твердих матеріалів
У якості об’єкта керування приймемо дозатор неперервної дії зі стрічковим живильником (рис. 2). Показником ефективності процесу дозування є витрата дозуючого матеріалу, а метою керування – підтримання певного значення цієї витрати.
Шляхом цілеспрямованої зміни швидкості руху матеріалу за допомогою варіатора чи іншого спеціального обладнання можуть здійснюватися регулюючі впливи.
Збурення можуть надходити на об’єкт зі зміною розмірів частинок і під час зміни насипної щільності. Вона визначається в основному попереднім технологічним процесом, але може змінюватися також в залежності від метеорологічних умов і вологості навколишнього середовища. Коливання вологості приводять і до зміни коефіцієнта внутрішнього тертя, що є сильним збурення.
Таким чином, в об’єкт будуть надходить збурення, для компенсації яких потрібно здійснювати регулюючі впливи зміною ступеня відкриття засувки чи швидкості переміщення матеріалу. Регулюючою величиною буде слугувати витрата дозуючого матеріалу.
Контролювати потрібно витрату матеріалу і його кількість, а сигналізувати – значні відхилення витрати від заданого значення і стан привода дозатора («Включений», «Виключений»). У випадку повного припинення надходження матеріалу на стрічку транспортера пристрої захисту повинні автоматично зупинити роботу дозатора і інших механізмів.
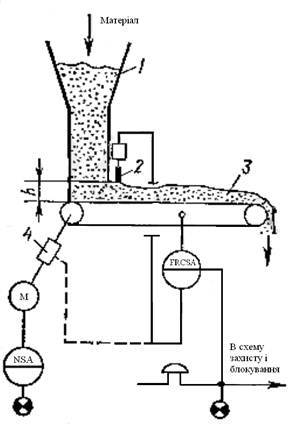 Рис. 2 - Типова схема автоматизації процесу дозування: 1 – бункер; 2 – засувка; 3 – транспортер; 4 – варіатор
Рис. 2 - Типова схема автоматизації процесу дозування: 1 – бункер; 2 – засувка; 3 – транспортер; 4 – варіатор
3. Здрібнювання твердих тіл в барабанних млинах
Технологічний процес подрібнення твердих тіл в барабанних млинах
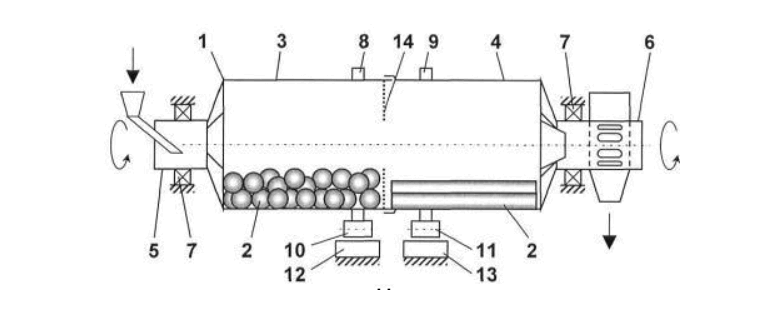 Рис 3 – Барабанний млин 1 – барабан; 2 – шари; 3 – перша секція; 4 – друга секція; 5,6 – порожниста цапфа;7 – підшипник; 8,9 – бандажі; 10,11 – ролики; 12,13 – опорні станції;14 – перфороване кільце
Рис 3 – Барабанний млин 1 – барабан; 2 – шари; 3 – перша секція; 4 – друга секція; 5,6 – порожниста цапфа;7 – підшипник; 8,9 – бандажі; 10,11 – ролики; 12,13 – опорні станції;14 – перфороване кільце
Барабанний млин працює в такий спосіб. Грудки вихідної сировини завантажують у порожнисту цапфу 5, звідки за допомогою її спіральної насадки потрапляють всередину секції 3 циліндричного барабана 1, де під дією насадкових тіл 2 (шарів) піддаються подрібненню. На виході з першої секції 3 попередньо подрібнений матеріал крізь перфоровану перегородку 14 потрапляє в другу секцію 4 циліндричного барабана 1, у якій під дією насадкових тіл 2 (циліндрів) піддається остаточному подрібненню. (Крім того, можливо також вилучення попередньо подрібненого матеріалу із секції 3 крізь щілини в ній, видалення з нього за межами млина готового продукту і наступне повернення крупної фракції (крупки) на остаточне подрібнення до секції 4.) При цьому для ефективного подрібнення в обох секціях 3 і 4 циліндричного барабана 1 забезпечується визначена частота обертання кожної із зазначених секцій. Остаточно подрібнений матеріал із другої секції крізь порожнисту цапфу 6 видаляється за межі подрібнювача.
Загальні відомості
В якості об’єкта керування при автоматизації процесу подрібнення приймемо барабанний млин сухого помолу. Показником ефективності при керуванні даним процесом є розмір частинок подрібненого матеріалу (товщина помолу), а ціллю керування – підтримання визначеного кінцевого гранулометричного складу матеріалу.
Гранулометричний склад визначається, з одного боку, властивостями матеріалу, що подрібнюється (твердістю, вологістю, густиною, розмірами частинок) і кількістю його в барабані, а з іншого боку – кінетичною енергією, з якою шари матеріалу взаємодіють між собою.
На ділянку подрібнення, як правило, подається різнорідний матеріал, тому в об’єкт керування будуть надходити збурення. Стабілізувати властивості, що подається у млин, неможливо. Єдиною можливістю зменшити частоту і силу збурення є перемішування різних партій сировини з ціллю усереднення їх характеристик.
Кількість матеріалу в барабані буде визначатись витратами сировини або кінцевого продукту.
Кількість матеріалу в барабані може бути стабілізована шляхом зміни витрати сировини або кінцевого продукту, а також швидкості обертання барабана.
Кінетична енергія, з якою шари діють на матеріал, залежить від висоти падіння окремого шару і числа співударів шарів в одиницю часу. Зрозуміло, що із збільшенням цих параметрів інтенсивність подрібнення зросте. Висота падіння шару залежить від швидкості обертання. До певної допустимої межі вона зростає, при більш високій швидкості – починає зменшуватись.
Висоту падіння та число співударів шарів можна стабілізувати підтримуючи постійну швидкість, зміною цього параметра можна здійснювати регулюючу дію.
Практика показує, що для підтримки заданих розмірів частинок подрібненого матеріалу, зміна швидкості не повинна перевищувати 20-30% від номінального значення.
Отже, основною регулюємою величиною слід прийняти гранулометричний склад кінцевого продукту, а регулюючу дію здійснювати зміною швидкості обертання барабана. При цьому слід стабілізувати витрату матеріалу, що ліквідує збурення по цьому каналу і постійну виробничу потужність подрібнювача.
Зауваження: в деяких випадках в промисловості при відсутності безперервно діючих датчиків розмірів твердих частинок, обмежуються стабілізацією допоміжного параметра – кількістю матеріалу в барабані, який і буде одним з головних параметрів процесу. Він реагує практично на всі параметри, що визначають розміри частинок.
Об’єм матеріалу не піддається точному безпосередньому вимірюванню. На практиці ця регулюєма величина визначається допоміжними методами: по силі струму електродвигуна млина, вібрації барабана чи опори млина, по амплітуді шуму, що створює млин. Найбільше поширення отримав останній метод.
Контролю в даному процесі підлягає витрата матеріалу, амплітуда шуму, що створює млин, кількість спожитої електричної енергії.
Аналізується стан барабана – включений він чи виключений. Крім того, встановлюються пристрої пуску і зупинки двигунів подрібнювача.
Регулювання барабанних млинів мокрого помолу
Автоматизувати ці мелення складніше ніж млини сухого помолу, через появу додаткового рідинного потоку. Витрату води, що подається в млин, слід стабілізувати або змінювати в залежності від кількості матеріалу в млині.
В якості регулюємої величини приймається густина суспензії, яка достатньо точно характеризує товщину подрібнення.
Регулювання об’єму матеріалу шляхом зміни витрати сировини
Якщо для наступного за процесом переміщення технологічного процесу не вимагається постійна витрата подрібненої речовини, то регулюючу дію при стабілізації кількості матеріалу M можна здійснювати зміною витрати сировини. Режим роботи дозуючих пристроїв при цьому повинен відповідати заданому об’єму матеріалу в барабанному млині, а всі інші параметри процесу слід підтримувати постійними.
При використанні млинів мокрого помолу можна стабілізувати об’єм матеріалу зміною не тільки витрати матеріалу M, але і витрати суспензії. Для цього встановлюють регулятор, який закриває чи відкриває зливний отвір млина.
Регулювання млинів, які працюють по замкненому циклу
При роботі млинів по замкненому циклу, матеріал після помолу чи суспензія поступають у спіральний гідравлічний класифікатор, в якому відбувається сортування зерен матеріалу. Для класифікації зерен туди подають воду. Дрібні зерна матеріалу видаляють з класифікатора в злив, а крупні повертають в млин в якості рецикла.
Для підтримки нормального режиму класифікатора необхідно встановити автоматичний регулятор, який забезпечить повернення крупних зерен матеріалу в млин. Крупність зерен після класифікатора визначають по величині густини суспензії.
Регулюючу дію при стабілізації густини суспензії можна вносити декількома способами. Найбільш простим і розповсюдженим є зміна витрати води, яка подається в класифікатор. Цей спосіб потребує плавної і повільної зміни швидкості подачі води. В протилежному випадку порушується нормальний технологічний режим класифікатора. Після різкої зміни витрати води режим відновлюється не раніше ніж через 10 хвилин.
Більш бажаною регулюючою дією є така, що не зв’язана з зміною подачі води. Наприклад, можна регулювати густину суспензії шляхом зміни швидкості обертання барабана або величини підйому спіралі класифікатора. Більш ефективним є останній метод, при якому можна змінювати витрату рецикла в дуже широкому діапазоні (від нуля при повному підйомі спіралі до 100% при самому нижньому положенні). Цей метод легко здійснюється на класифікаторах сучасних конструкцій.
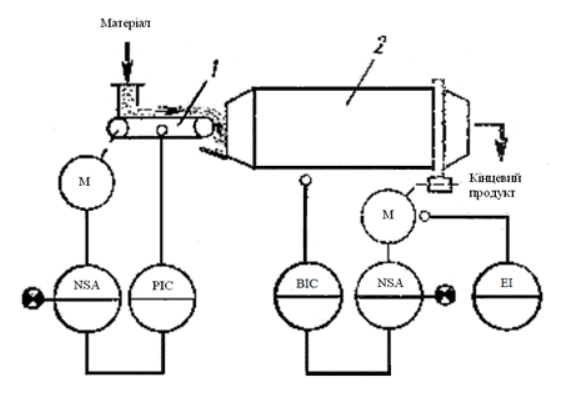 Рис 4 – Типова схема автоматизації процесу подрібнення: 1 – стрічковий живильник; 2 – барабан; 3 – амплітуда шуму
Рис 4 – Типова схема автоматизації процесу подрібнення: 1 – стрічковий живильник; 2 – барабан; 3 – амплітуда шуму
2
4.Процес змішування рідин
Особливості процесу змішування.
Приготування проміжних продуктів у виробництвах вимагає реалізації процесів змішування двох і більше потоків різних матеріалів, які не реагують між собою. У процесах змішування можуть брати участь як рідкі, так і тверді сипучі компоненти. Змішувачі забезпечуються мішалками, які, з одного боку, забезпечують рівномірність суміші, з іншого боку - прискорюють процес змішування. Залежно від організації технологічного процесу змішувачі можуть бути періодичної або безперервної дії.
Як об’єкт автоматизації змішувач по каналу «витрата вхідного компонента – показник якості суміші» може бути представлений аперіодичною ланкою з чистим запізненням або без нього. Це залежить від фізичних параметрів компонентів суміші та ефективності перемішування. З цих же причин діапазони зміни інерційності процесу змішування можуть змінюватися в широких межах.
Збурюючі впливи, по каналу «витрата вхідного компонента – показник якості суміші» може бути представлений аперіодичною ланкою з чистим запізненням або без нього. Це залежить від фізичних параметрів компонентів суміші та ефективності перемішування. З цих же причин діапазони зміни інерційності процесу змішування можуть змінюватися в широких межах.
Автоматичне регулювання процесу змішування зводиться до регулювання витрат компонентів, що надходять залежно від якості отримуваної суміші. За наявності інформації про якість суміші, що надходить з приладу-аналізатора, наприклад хроматографа, спектрометра, масспектрометра, схема регулювання може бути побудована, як показано на рисунку 9.
Змішування рідин досить розповсюджений технологічний процес . Він передбачає наявність резервуара IV (рис. 5.4.1) з механічною мішалкою V. Система автоматичного управління повинна забезпечити на виході резервуара певну концентрацію суміші АВ за рахунок зміни витрати рідини А. Це досягається використанням комплекта обладнання 1 (автоматичний та ручний режими). Рівень суміші в резервуарі забезпечується зміною витрати рідини В (комплект обладнання 2). У цій системі також передбачені ручний та автоматичний режими роботи. Крім того, для об’єкта, що розглядається, потрібно вести незалежні спостереження, та реєстрацію витрат рідин А, В та сумішіАВ. Для цього застосовують комплекти обладнання 3, 4, 5.
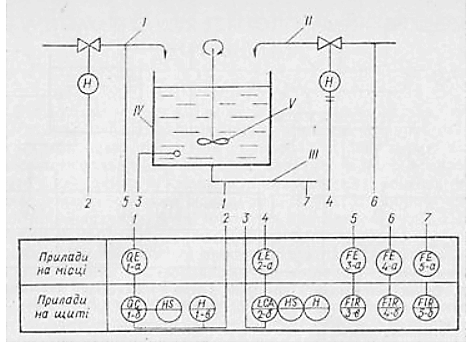 Рис 5 - Типова схема автоматизації процесу змішування рідин
Рис 5 - Типова схема автоматизації процесу змішування рідин
Розглянута схема автоматичного регулювання практично важко реалізувати, тому що вимірювання якості суміші – досить складне завдання. У зв’язку з цим часто якість суміші забезпечують шляхом жорсткого регулювання витрат поступаючих компонентів.
5. Автоматичне регулювання та управління процесом відстоювання рідких систем
Процеси відстоювання проводять, як правило, з метою повного вилучення твердої фази (цінного продукту) з рідини, тому показником ефективності процесу вважатимемо концентрацію твердої фази в освітленій рідині, а метою управління - підтримку її на заданому (мінімально можливому для даних виробничих умов) значенні. У відстійник можуть надходити численні збурюючі дії: зміна витрати суспензії, густини твердої і рідкої фаз, концентрації і в'язкості суспензії, дисперсності (гранулометричного складу) твердої фази. Всі ці збурення визначаються технологічним режимом попереднього процесу, тому усунути їх при управлінні процесом відстоювання неможливо. Особливо сильними збуреннями є зміни витрати суспензії і концентрації твердої фази в ній. На тверду частинку суспензії у відстійнику діють одночасно сила інерції і сила тяжіння (рис.1.1).
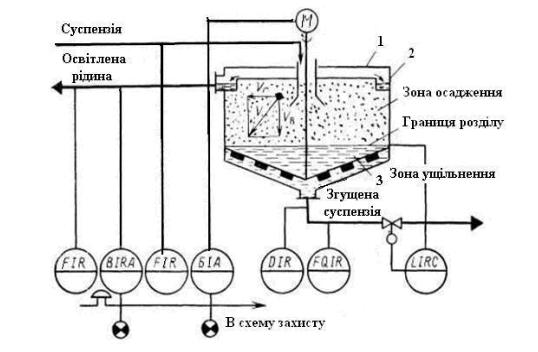 Рис. 6 - Схема автоматизації процесу відстоювання: 1- відстійник: 2 - переливний пристрій; 3 - мішалка; Б - момент на валу електродвигуна; В - каламутність рідини
Рис. 6 - Схема автоматизації процесу відстоювання: 1- відстійник: 2 - переливний пристрій; 3 - мішалка; Б - момент на валу електродвигуна; В - каламутність рідини
Істинне значення швидкості V рухомої частинки є результуючою горизонтальної складової Vг і вертикальної складової VB швидкості, а положення частинки визначається відношенням цих швидкостей: якщо VB » Vг , то частинка осідає в бункері відстійника; якщо ж Vг » VB, то частинка виноситься у вихідний патрубок. Швидкість VB є змінною величиною, залежною від параметрів, що змінюються в часі: діаметру частинок, концентрації твердої фази, густини фаз, динамічної в'язкості суспензії. Стабілізувати швидкість неможливо, оскільки всі перераховані параметри визначаються попереднім процесом. Для того, щоб при змінній швидкості осадження частинки встигали осідати в бункер, підбирають такі значення витрати суспензії і діаметру відстійника, які забезпечують потрібну відповідність швидкостей VB і Vг. Необхідність в безпосередньому регулюванні показника ефективності процесу при цьому відпадає.
Рівень рідини у відстійнику підтримується постійним за рахунок вільного переливу освітленої рідини. У відстійнику необхідно підтримувати на постійній висоті межу розділу зон осадження і ущільнення. Ця висота залежить від витрати згущеної суспензії, тому регулююча дія вноситься зміною міри відкриття спеціальних клапанів (для високов'язких рідин) на лінії згущеної суспензії. В якості величин контролю приймають витрати вхідної та згущеної суспензій, освітленої рідини, а також каламутність освітленої рідини, яка є непрямим параметром, що характеризує показник ефективності і густину згущеної суспензії. Контролюється, крім того, рівень межі розділу зон. Робота механічної частини відстійників контролюється шляхом безпосереднього вимірювання моменту на валу двигуна. Можна проводити контроль і за непрямим параметром — потужністю, що споживається приводом електродвигуна. Перевантаження електродвигуна сигналізується. У разі підвищених перевантажень дається сигнал в схему захисту. Сигналізації підлягає також підвищення каламутності освітленої рідини.
Регулювання зміни витрати суспензії. В окремих випадках витрата вхідної суспензії не залежить від попереднього технологічного процесу; тоді її можна змінювати, стабілізуючи каламутність освітленої рідини, тобто зменшувати при збільшенні каламутності вище заданого значення і збільшувати — при її зменшенні. За відсутності датчика каламутності витрату суспензії стабілізують, що приводить до ліквідації одного з найсильніших збурень.
Регулювання густини згущеної суспензії. У ряді відстійників проводиться процес згущування суспензії до заданого вмісту твердої фази (вологість осаду при відстоюванні може коливатися від 35 до 55%); при цьому вміст твердої фази в сливі придбаває другорядне значення. В цьому випадку йдуть шляхом регулювання густини згущеної суспензії зміною її витрати.
У окремих технологічних схемах при підвищених вимогах до концентрації твердої фази у згущеній суспензії використовують рециркуляцію частини згущеної суспензії з проміжної місткості. У цих випадках густину регулюють шляхом зміни коефіцієнта рециркуляції.
Регулювання подачі коагулянту. Для кращого відстоювання деяких речовин в суспензію додають коагулянт — речовину, що сприяє коагуляції (укрупненню) твердої фази. Витрату коагулянту змінюють залежно від висоти межі розділу між зонами ущільнення і осадження або залежно від витрати початкової суспензії.
Регулювання режиму роботи гребкового механізму. Густину осаду можна регулювати і за непрямим параметром — навантаженням на валу гребкового пристрою, яке прямо залежить від густини згущеної суспензії в нижній частині відстійника. Регулятор навантаження в цьому випадку послідовно впливає спочатку на виконавчий механізм на магістралі згущеної суспензії, а потім на привід підйому гребків. При перевантаженні приводу відбувається підйом скребкового пристрою, і навпаки.
Управління процесом протитечійного відстоювання. У випадку якщо один відстійник не справляється з поставленою задачею, встановлюють декілька апаратів, із сполученням їх за протиструминною схемою. Таку схему використосовують, наприклад, на калієвих підприємствах. Міра вилучення твердої фази, що забезпечується всією схемою, багато в чому визначається роботою першого відстійника, тому для управління процесом відстоювання в ньому регулюють густину згущеної суспензії і висоту розділу зон (подачею коагулянту); контролюють витрату суспензії і лугів, каламутність осаду. Вимоги до роботи наступних відстійників менш жорсткі, тому на них встановлені тільки регулятори густини згущеної суспензії, а витрата коагулянту змінюється вручну.
Управління відстійником періодичної дії. У промисловості знаходять застосування відстійники періодичної дії, у яких вивантаження осаду є окремою операцією. Для автоматичного переводу відстійника з режиму відстоювання на режим вивантаження на певній висоті апарата встановлюють датчик прозорості, який дає сигнал на закриття трубопроводу вхідної суспензії і включення насоса відкачки.
6.Фільтрування рідких та газових сумішей
За об'єкт управління при фільтруванні рідких систем слід прийняти барабанний (дисковий) вакуумфільтр. Фільтрувальні апарати встановлюють, як правило, з тією ж метою, що і центрифуги, тому і цілі управління в обох випадках співпадають. Те ж можна сказати і про збурюючі дії, а також про вибір таких технологічних і конструкційних параметрів установки, які забезпечили б мінімально можливу (для конкретних умов) вологість осаду. Пристрої регулювання встановлюють на даному об'єкті тільки для забезпечення певного рівня суспензії у ванні. Регулюючою дією в даному випадку служить зміна витрати суспензії.
Серйозною небезпекою при роботі вакуум-фільтрів є прорив фільтрувальної тканини, оскільки через отвори в ній втрачатиметься цільовий продукт. Для запобігання таким ситуаціям передбачають датчики каламутності фільтрату, а також системи сигналізації і захисту. Крім того, на вакуум-фільтрі встановлюють ще один датчик сигналізації та захисту — датчик перевантаження електродвигуна барабана.
Контролю підлягають витрати суспензії і фільтрату, рівень рідини у ванні, розрядження у вакуум-лінії, перепад тиску до і після фільтрувальної тканини, каламутність фільтрату, потужність електродвигуна.
Регулювання товщини осаду. Товщина осаду є найважливішим режимним параметром. Збільшення товщини приводить до значного підвищення вологості осаду, тому доцільна стабілізація цього параметра. З цією метою регулюючі дії можуть бути внесені як зміною вакууму, так і зміною швидкості обертання барабана. Необхідно відзначити вузький діапазон можливих регулюючих дій в останньому варіанті, що пов'язане із збільшенням вологості осаду при значному підвищенні швидкості обертання.
Об'єктом управління в фільтруванні газових систем є рукавний фільтр з імпульсним продуванням. Рукавні фільтри встановлюють, як правило, для повного очищення газу від шкідливих речовин, тому показником ефективності процесу вважатимемо концентрацію твердої речовини в газі на виході з фільтру, а метою управління — підтримка його на заданому значенні.
Процес фільтрування газових середовищ багато в чому аналогічний процесу фільтрування рідких систем. Зокрема, аналогічні збурюючі дії і можливості їх ліквідації. У рукавні фільтри додатково можуть надходити збурення по каналу стислого повітря, що подається в сопла для регенерації. Певні складнощі при автоматизації рукавних фільтрів може створювати відсутність надійних концентратомерів пилу. У зв'язку з цим регулюють перепад тиску ΔР в камерах забрудненого і очищеного газу, який найповніше відображає хід процесу. Регулювати перепад тиску ΔР можна зміною маси пилу, що осів на фільтрувальній тканині. Це здійснюється таким чином. Досягши максимального перепаду позиційний регулятор видає сигнал на електромагнітні клапани, встановлені на магістралі стислого повітря. Клапани відкриваються, імпульси стислого повітря через сопла надходять у рукави і деформують тканину, збиваючи з неї пил. Регенерація тканини проводиться до досягнення мінімального перепаду тиску.
За відсутності датчика перепаду тиску регенерація фільтрувальної тканини може здійснюватися за жорсткою часовою програмою.
Якісна регенерація тканини рукавів досягатиметься тільки при певному значенні тиску стислого повітря, що подається на продування. Для стабілізації цього тиску встановлюють регулятор.
Контролю і сигналізації підлягають такі параметри: температура забрудненого газу (фільтрувальна тканина розрахована тільки на певні температури), тиск стислого повітря, перепад тиску. При критичних значеннях тиску стислого повітря і перепаду тиску (перевищення критичного значення перепаду приводить до розриву тканини) спрацьовує пристрій захисту, що відключає робочий фільтр і включає резервний. Контролю підлягає витрата газового потоку.
Автоматизація процесу мокрого очищення газів
У якості об’єкта керування розглянем форсуночну трубу Вентурі, в якій рідина під невеликим тиском подається через розпилювач, встановлений паралельно газовому потоку, який рухається з великою швидкістю (рис. 5.8.1).
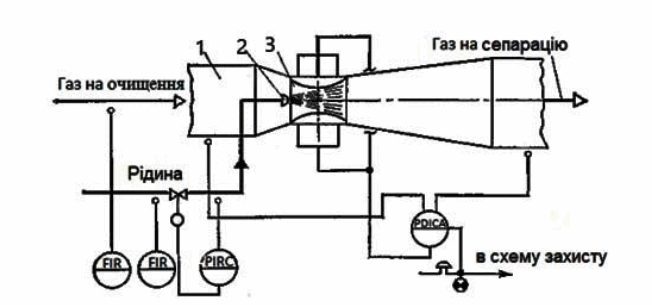 Рис. 7 – Типова схема автоматизації вологого очищення газів: 1 – корпус труби Вентурі; 2 – форсунки; 3 – регулююча горловина
Рис. 7 – Типова схема автоматизації вологого очищення газів: 1 – корпус труби Вентурі; 2 – форсунки; 3 – регулююча горловина
Рух газового потоку в трубі Вентурі можна подати як рух газу через рух крапель рідини зі швидкістю, рівною відносній швидкості фаз. Отже, кінцева концентрація пилу буде залежати від кількості і розміру крапель, визначаючих якість фільтра, від кількості газу, який рухається через фільтр, тобто від витрати газу. Для ефективного застосування труб Вентурі необхідно регулювати тиск рідини перед форсункою і перепад тиску газу.
3
Для закріплення теоретичного матеріалу необхідно пройти тестування

3 травня 2023

Рефлексія від 3 учнів
Сподобався:
0
Так: 3
Ні: 0
Зрозумілий:
0
Так: 2
Ні: 1
Потрібні роз'яснення:
0
Ні: 2
Так: 1