

ОРГАНІЗАЦІЯ СКЛАДАЛЬНИХ РОБІТ
Організаційні ФОРМИ ЗБІРКИ
erf роцесс збірки поділяють на такі етапи: попередня JL збірка, проміжна збірка, вузлова зборка, загальне складання виробу, часткове розбирання вироби (при необхідності).
Попереднє складання застосовують для заготовок, складових частин або виробу в цілому, які в подальшому підлягають розбиранню.
Проміжну збірку виконують для припасування (пригону) деталей, що перед остаточною збіркою. Наприклад, збірка перед спільним розточуванням рознімного підшипника з кришкою.
Сподіваючись збірка - збірка, об'єктом якої є складова частина виробу (вал зі встановленими зубчастими колесами і підшипниками).
Загальна збірка - збірка, об'єктом якої є виріб в цілому. Вона є заключним етапом складального процесу. Після остаточного (приймального) контролю виріб зазвичай фарбують і упаковують д ля відправки споживачеві.
Вироби збирають на робочих місцях, складальних дільницях і у відділеннях складального цеху. На робочому місці один або кілька збирачів виконують роботу по збірці одного або декількох одшшкових виробів. Робоче місце обладнують відповідно виконуваній роботі.
Складальний ділянку складається з декількох робочих місць. На ньому збирають більші чає вироби. У відділеннях складального цеху збирають самі вироби.
Форми складання. Основними оргаштзаціошнлмі формами збірки є стаціонарна і рухома. При стаціонарної збірці виріб нерухомо і повністю збирається на одному робочому місці (робочому посту), до якого подають всі деталі і складальні одиниці. При рухомий збірці збиране виріб послідовно переміщається від одного робочого місця до іншого. Стаціонарна складання характерна для едшшчного і дрібносерійного проізводсіза великих і важких машин. Зі збільшенням серійності і зменшенням ваги виробів переходять до рухомим формам збірки.
Стаціонарна складання , в свою чергу, може складатися з двох форм: 1) без розчленовування робіт і 2) з розчленуванням робіт. У першому випадку всі операції виконують один або кілька робітників високої кваліфікації від початку до кінця. Операції виконуються паралельно-послідовно.
Друга форма передбачає поділ процесу на кутову і загальну збірку вироби, процеси ведуться паралельно. В результаті час збирання скорочується, знижується потреба в робочих і в виробничих площах.
У ряді виробництв об'єкт збірки при розчленованому процесі залишається па одному місці. Зібрані машини розмішають па стапелях або стендах, а робочий (або група робітників) виконує у кожного об'єкта складальну операцію, пості закінчення якої переходить до наступної пісні, де проробляють ту ж операцію, і т. Д. Так, наприклад, виконується складання літаків.
Рухома збірка може здійснюватися тільки за умови розчленування робіт. Переміщення виробів (складальної одиниці) між складальними постами може бути вільним або примусовим. У першому випадку збираються вироби переміщують самі виконавці за допомогою под'с.1но-транспорпшх коштів або візків, а ритм переміщення зазвичай не регламентується. Примусове переміщення об'єктів збірки здійснюється механічними транспортними пристроями (конвеєрами) безперервного йди періодичної дії і застосовується зазвичай в великосерійному або масовому виробництві.
Поточна збірка - найбільш досконала форма організації рухомий збірки. Потокової називається збірка, при якій робота йде безперервно, а зібрані вироби виходять періодично через певний проміжок часу (такт). Застосовується потокова збірка в умовах серійного і масового виробництва. Процес складання розчленовується на велике число дрібних операцій, що виконуються окремими робітниками. Всі робочі місця розташовуються в ряд по ходу технологічного процесу і утворюють потокову лінію.
При потокової збірці збирається об'єкт переміщається від одного робочого місця до іншого:
1) вручну (по верстата, похилому лотку, рспиангу, на візку);
2) на конвеєрі з періодичним переміщенням (пластинчастий конвеєр, крокуючий, підвісний, Возовий);
3) на безперервно рухомому конвеєрі; при цьому виді переміщення робочий йде поруч з конвеєром йди переміщається разом з ним (загальне складання автомобіля).
Швидкості переміщення: 10 ... 15 м / хв для переміщення вручну; до 20м / хв для псрсмсщеш1я по рольгангу; 10 ... 15 м / хв для конвеєра періодичної дії; 0,5 ... 3,5 м / хв для безперервно рухається конвеєра.
При потокової збірці зміст операцій по їх тривалості узгоджується з темпом роботи (тактом випуску). Тактом збірки називається час між виходом зі збірки двох суміжних готових виробів:
де F - річний фонт часу, ч; N - річний обсяг випуску, шт.
де D - число робочих днів у році (204); S - число робочих змін (1-3); T s - тривалість зміни (6-8), ч; до - коефіцієнт втрат часу (0,98 - при однозмінній, 0,97 - при двозмінній роботі).
Розподіл операцій між окремими робочими місцями є / юстаточно складним завданням. Операції нормальної тривалості (/ шг </) закріплюються за робочими місцями по одній. Операції більшої трудомісткості розділяються між 2-3 (іноді і біліше) робочими місцями з паралельним їх виконанням.
Характер переміщення виробу залежить від умов виробництва і такту збірки. У верстатобудуванні, наприклад при такті більше 100 хв, застосовується вільне переміщення, від 15 до 100 хв - пульсуюче примусове, при темпі менше 15 хв - безперервний рух.
Кількість робочих місць (посад) на лінії складання дорівнює числу складальних і контрольних операцій, передбачених ТП:
де ~ штучний час випелнешш окремих операцій; Nj -річна програма / '- го виробу; - дійсний річний фонд часу; п - кількість операцій при складанні у'-го виробу; т - число найменувань виробів, що збираються на даній лінії.
У серійному виробництві зазвичай організовується потокова збірка одночасно декількох виробів (т одно від 3 до 10 ... 15). Такий конвеєр називається змінно-потоковим. Різні вироби збираються окремо, партіями.
При поточному методі вузлову збірку 4 доцільно розташовувати перпендикулярно до лінії загального складання (рис. 8.1). В кінці потоку розташовують фарбувальну і сушильну камери.
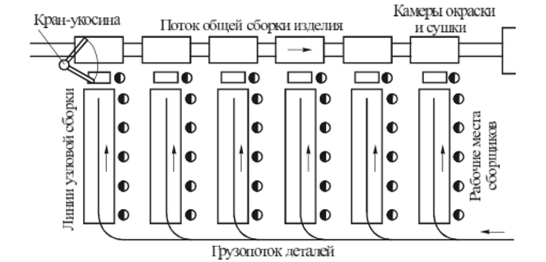
Мал. 8.1. Схема шіііровкі загальної і вузлової конвеєрного складання
Окремим різновидом потокової збірки є потокова стаціонарна збірка, що застосовується в серійному виробництві великогабаритних важких виробів (суднові дизелі, літаки). Процес складання виконується окремими бригадами, кожна з яких, виконавши свою групу операцій, переходить від одною стенду до іншого в послідовності технологічного процесу.
У дрібносерійному виробництві збірка дрібних технологічних вузлів і с.е. виконується зазвичай одним слюсарем-складальником на верстаті або спеціальному робочому місці. Їх кількість расс'дливастся за формулою
де Г з - нормована трудомісткість складання в хвилину на одну С.Є .; п з - кількість складальних одиниць на одну машину; N - обсяг випуску машин в рік; Фр - дійсний річний фонт часу робочого (1840 год).
Збірка ж машини в ціпом, т. Е. Загальне складання, чаші виконується бригадами з кількох людей на кожному складальному стенді:

де Т з - нормована трудомісткість загальної збірки машини, хв.
За розрахованим кількістю робочих складальників встановлюється число робочих місць на ділянці. До загальної кількості місць зазвичай додається 1-2 місця для виконання операцій приймального контролю, виправлення недоробок. Окремо планується проведення випробувань виробів, для чого встановлюється певна кількість випробувальних стендів.
.png)