Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Професійна освіта›
- ОМТ.Лекція 2.Основи попереково-гвинтової прокатки.

Урок:
ОМТ.Лекція 2.Основи попереково-гвинтової прокатки.

12.01.2021
Вміст уроку:
1
1
Уважно прочитайте лекцію та роздивіться малюнки. Дайте відповіді на запитання (письмово).
Лекція 2.Основи попереково-гвинтової прокатки.
Першою технологічною операцією при виробництві стальних безшовних гарячедеформованих труб є прошивка зливків і заготовок в порожнисті товстостінні гільзи. Ця операція здійснюється в прошивних станах гвинтової прокатки з бочковидними, грибовидними або дисковими валками (рис.2), на пресах , пресвалкових станах , методом механічної розточки або виливанням.
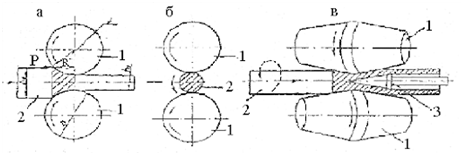
Рисунок 1.Схема прокатки : а-повздовжня ;б- поперекова; в- попереково-гвинтова;1-валки ; 2-заготовка; 3- дорн(голка).

Рис.2.Схеми утворення середовища деформації на станах
з бочковидними (1), грибовидними (2), дисковими А(3), дисковими С(4)
і чашевидними (5) валками (А-асиметричне середовище деформації;
С - симетричне середовище деформації)
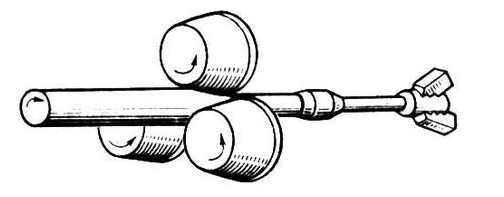
Рис.3.Обертальний рух валків в попереково-гвинтовій прокатці.
Найбільше розповсюдження одержав спосіб прошивки круглої заготовки на прошивних станах поперечно-гвинтової прокатки, відмінною особливістю якої в порівнянні з продовжною прокаткою є наявність, крім поступального руху, ще й обертального руху заготовки навколо продовжної вісі в процесі деформації.
Поступальний рух заготовки забезпечується розвертанням вісі робочих валків відносно вісі заготовки на кут подачі a в різному напрямку, але при однаковому напрямку обертання валків. Однак є і інші способи, за допомогою яких здійснюється поступальний рух заготовки. Деформація метала між валками здійснюється за рахунок зменшення в напрямку гвинтового руху метала відстані між робочими поверхнями прокатного інструмента, забезпечуючи тим самим збільшений режим обтискання та сприятливі умови для захоплення металу.
При гвинтовій прокатці основна формозміна металу здійснюється за рахунок сил тертя на поверхні контакту метала з валком.
Прошивні стани всіх типів мають однакову форму основних ділянок середовища деформації (вхідний і вихідний конуси), допоміжний інструмент (ролики, диски або лінійки) для утримання заготовки в середовищі деформації, механізми і пристрої для підведення і примусової задачі заготовки у валки, утримування оправки в середовищі деформації.
При прошиванні суцільних заготовок і зливків в гільзи на станах поперечно-гвинтової прокатки використовують бочковидні, дискові, грибовидні і чашовидні валки. Основна різниця між прошивними станами з різними типами валків заключається розміщенні осей валків у просторі відносно осі прошивки (рис.4).
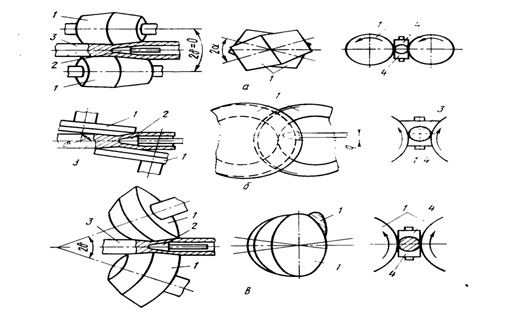
Рисунок 4.Схеми прошивних станів з бочкоподібними (а), дисковими(б) та грибовидними (в) валками:1-валки, 2- оправка ,3-заготовка , 4-лінійки.
Найбільше розповсюдження одержала прошивка на двохвалковому стані з бочковидними валками (рис.4, а), які мають форму двох усічених конусів і з’єднаних між собою більшими основами. Осі валків розміщені у вертикальних площинах, паралельних вісі симетрії стана (вісі прошивки), при цьому вісь валка складає з віссю прошивки кут a, який називається кутом подачі. В сучасних прошивних станах з бочковидними валками кут подачі складає 4¸18°.
Прошивний стан з грибовидними валками (рис.4, в) забезпечує більш сприятливі умови деформації. Грибовидний валок представляє собою два усічених конуса, один із яких з більшим кутом нахилу образуючої — вхідний, а інший (з меншим кутом нахилу образуючої) — вихідний конус. Діаметр валка від входу до виходу заготовки збільшується, що сприяє підвищенню швидкості виходу гільзи із валків і зменшенню скручування заготовки у валках. Осі валків розміщені в просторі так, що їх проекції на вертикальну площину складають кут подачі a, який дорівнює 4¸12°, а проекція на горизонтальну площину — кут d, який називається кутом розкатки, d= 17¸30°.
Стани з дисковими валками можуть мати дві схеми: з асиметричним середовищем деформації (рис.2,поз.3 ) і симетричним (рис.2, поз.4).
Дискові прошивні стани з асиметричним середовищем деформації в силу притаманним їм конструктивних і технологічних недоліків в сьогоденні не виготовляються. Стани з симетричним середовищем деформації мають декілька кращі умови деформації, однак їх конструктивні недоліки ті ж.
Дискові валки представляють сполучення циліндра з усіченим конусом, менша основа і бокова поверхня якого є робочою поверхнею. Валки консольно встановлені в станині на підшипниках і обертаються на стані з асиметричним середовищем деформації в одну сторону, а на стані з симетричним середовищем — в різні сторони. Осі валків нахилені до осі прошивки під кутом d. Вісь прошивки паралельна горизонтальній площині, яка проходить через осі дисків, але зміщена по вертикалі на відстань q=50¸80 мм. Рівень прошивки (величину q) можна змінити перестановкою направляючих лінійок по вертикалі, що призводить до зміни швидкостей виходу гільзи із стана.
В останні роки розроблені і досліджені стани з чашовидними валками (мал.2.1.поз. 5), в яких вхідний конус зроблений з меншим кутом нахилу образуючої, а вихідний — з більшим. До осі прошивки осі чашовидних валків нахилені під кутом 8°. Процес прошивки на стані з чашовидними валками проходить декілька швидше і з меншими енергозатратами, ніж на стані з бочковидними валками.
В сьогоденні все більший розвиток знаходить процес прошивки на трьохвалкових станах поперечно-гвинтової прокатки, які забезпечують одержання труб високої якості. На цих станах відсутній направляючий інструмент, що приводить до зниження сковзання металу і витрат енергії при прошивці.
Питання для самоперевірки.
1.У чому суть попереково-гвинтової прокатки ?
2. Який інструмент використовують для попереково-гвинтової прокатки ?
3.Що відбувається з рухом валків ?
4.Яке обладнання використовують в прошивних станах ?
5.Назвіть най перспективний метод прошивки. Чому саме він ?
.png)
Рефлексія від 0 учнів
Сподобався:
0
Так: 0
Ні: 0
Зрозумілий:
0
Так: 0
Ні: 0
Потрібні роз'яснення:
0
Ні: 0
Так: 0