Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Технологія та обладнання вільного кування та гарячого штампування›
- Лекція 5. Тема 1.3. Нагрів металу перед штампуванням.

Урок:
Лекція 5. Тема 1.3. Нагрів металу перед штампуванням.

05.10.2021
Дорослі
1
13
2
0
2
4
Вміст уроку:
1
1
Лекція 5.
Тема 1.3. Нагрів металу перед штампуванням.
Основні положення.
Передача теплоти від поверхні всередину заготовки обумовлюється теплопровідністю і теплоємністю металу.
Чим вище теплопровідність металу, тим швидше відбувається проникнення теплоти всередину заготовки, тим менше часу потрібно на вирівнювання температури по перетину виробу. Теплопровідність залежить від хімічного складу сталі: чим більше в ній домішок, тим менше її теплопровідність
Чим вище теплоємність металу, тим більше потрібно часу на вирівнювання температури всередині заготовки. Теплоємність вуглецевих сталей менше теплоємності легованих.
При нагріванні заготовки в усіх випадках утворюється перепад температур в поперековому перетину. Цей перепад тим більше, чим більше перетин нагрітої заготовки і швидкість нагрівання. Внаслідок перепаду температур в металі утворюються значні напруги, які при визначених умовах можуть призвести до його руйнування. Поява напруг в металі є наслідком нерівномірної зміни його об’єму при нагріванні та охолодженні.
Напруги, які виникають в металі, навіть при дуже великій швидкості нагрівання майже завжди менше тих, які може витримати метал. Однак, якщо в металі є остаточні напруги від попередніх теплових та механічних операцій, то в сумі з напругами, отриманими при нагріванні,вони можуть перебільшити допустимі і викликати утворення тріщин. Швидкість нагрівання відпаленого металу може бути вище, ніж невідпаленого і легованого, так як в такому металі є остаточні напруги.
При температурах вище 5500С усі сталі, в тому числі і леговані,стають більш пластичними, тому подальший різкий підйом температури не порушує цілісності нагрітого металу. Деякі сталі мають високу пластичність і при більш низьких температурах (0-5500С), тому швидкість їх нагрівання може бути великою і в цьому температурному інтервалі.
Висновок: при виборі режиму нагрівання необхідно враховувати марку сталі, наявність остаточних напруг (для легованих сталей) від попередніх операцій, а також враховувати в яких температурних областях відбувається нагрів металу – низьких або високих.
Таблиця 1.Границя міцності сталі в Мн/м2 при нагріванні до кувальної температури.
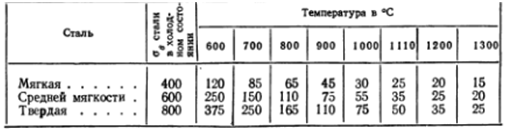
При температурі закінчення деформації сталі в залежності від хімічного складу і способів обробки мають різну границю міцності. Із таблиці 1 зрозуміло, що при нагріванні до кувальних температур границя міцності усіх сталей значно зменшується. Це дозволяє здійснювати деформацію сталевих заготовок не побоюючись за їх руйнування та використовувати обладнання, потужність якого в багато разів менше потужності , необхідної для деформації сталі в холодному стані.
Температурні інтервали при гарячій обробці металів тиском.
При нагріванні сталі змінюється її структура та спостерігається зріст зерен.
Якщо під час охолодження відбувається деформація сталі, то зерна аустеніту дробляться. При цьому структура сталі змінюється наступним чином. З однієї сторони, при ударі молоту або натисканні пресу відбувається деформація металу і пов’язане з нею подрібнення зерен; з іншої сторони, під впливом нагріву розмір зерен збільшується.
Штампування, бажано здійснювати при високих температурах, так як метал в цьому стані володіє найбільшою пластичністю і на його деформацію втрачається менше зусилля. Однак, штампувальні операції повинні закінчуватися при більш низьких температурах (близьких до критичної точки АС3), для того щоб попередити небажаний зріст зерен.
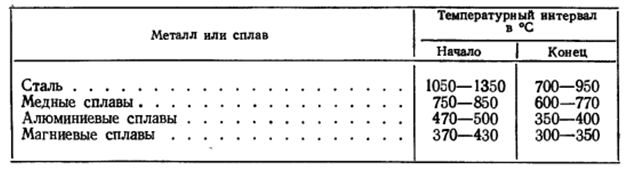
В таблиці 2 наведені рекомендовані температурні інтервали початку і кінця штампування сталі і деяких кольорових сплавів.
Таблиця 2.Температурний інтервал для гарячої обробки тиском деяких металів
Нагрівання заготовок в полуменевих печах.
В високотемпературних нагрівальних пристроях основним видом теплопередачі від джерела до виробу є випромінювання. В такому випадку передачі теплоти одночасно відбувається випромінювання від факелу до стінок і своду печі, а також безпосередньо до нагріваємої заготовки.
Теплота передається спочатку до поверхні заготовки, а потім від поверхні вглиб її.
Основними величинами, які характеризують режим нагрівання металу перед штампуванням, є:
Температура печі при посадці заготовок;
Швидкість нагрівання металу;
Кінцева температура нагрівання;
Час витримки при заданій температурі;
Загальна тривалість нагріву;
Температурний інтервал штампування.
Температура печі встановлюється в залежності від марки сталі, форми і розміру профілю нагріває мого металу. Найчастіше гріють заготовки діаметром до 100 мм із конструкційних сталей саджають у піч при температурі 1200-13000С.
Швидкістю нагрівання називають підвищення температури метала в градусах за одиницю часу.
Швидкість нагріву залежить від температури робочого простору печі і теплопровідності метала. Чим вище температура в робочому просторі, тим швидше нагрівається метал. Чим вище теплопровідність, тим швидше передається теплота від поверхні заготовки вглиб.
Перепад температур між робочим простором печі і нагрітою заготовкою в звичайних полуменевих печах приймається рівним 1500С.
Нагрів сталевих заготовок при температурі печі 1400-15000С називається швидкісним нагрівом. При швидкісному нагріві підвищується продуктивність печі, зменшується приблизно в три рази угар металу і практично не відбувається зневуглецьовування сталі.
Тривалість нагріву.
Тривалість нагріву заготовок – одне з найважливіших питань технології кувального виробництва. На тривалість нагріву впливають форма і розміри перерізу заготовки, її теплопровідність, температура печі і кінцева температура нагрітої заготовки, температурний перепад. При нагріванні металу перед штампуванням необхідно слідкувати за тим, щоб швидкість, з якою розповсюджується теплота всередину заготовки, не була б менше швидкості подачі теплоти на її поверхню. Велика різниця температур внутрішньої частини заготовки і її поверхні утворює термічні напруги в металі, які призводять до утворення кільцевих тріщин. Крім цього, швидкий нагрів заготовки призводить до перегріву, інтенсивному окалино утворенню і оплавленню поверхні металу.
В залежності від допустимої швидкості нагрівання визначається і тривалість нагріву метала.
Тривалість нагріву холодних заготовок до температури 12000С в полуменевих печах визначається за формулою академіка Доброхотова:
Z = kD, год
де D- сторона квадрату або діаметр заготовки в м;
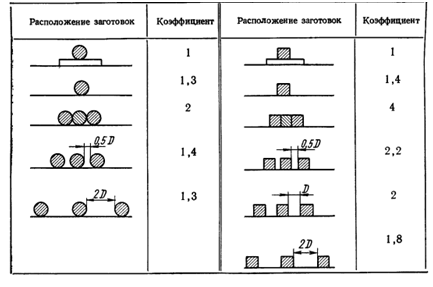
k- коефіцієнт, який дорівнює 10 для вуглецевих і 20 для легованих сталей. Оскільки розташування заготовок на поду печі буває різним, то результати , отримані по формулі Доброхотова, необхідно помножити на коефіцієнт а з таблиці 3.
Таблиця 3. Коєфіцієнт а, який враховує форму заготовок та їх розташування на поду печі.
Перегрів та перепал.
При нагріванні сталі вище означеної температури спостерігається інтенсивний зріст зерна. Якщо цей зріст в кінці нагріву буде своєчасно зупинений, то в процесі наступного кування або штампування зерна подрібнюються, в результаті чого буде отриманий метал з гарною мілко зернистою структурою.
Якщо заготовка буде знаходитися в печі при високій температурі впродовж тривалого часу, то відбудеться надмірний зріст зерна, тобто перегрів металу. Перегріта сталь характеризується значною глибиною зневуглецьованого шару і крупнозернистою структурою з голчастою будовою фериту. Перегрів можна виправити термічною обробкою.
Якщо перегрітий метал ще дотримати в печі, температура якої продовжує підвищуватися, відбувається перепал металу. Відбувається сильне окислення по границям зерен і розплавлення міжкристалітної речовини – утворюються рідкі пліни, які послаблюють зв'язок між зернами. Перепал виявляють при виїмці металу з печі по утворенню великої кількості розсипаючихся іскор з заготовки. Під час штампування перепалена заготовка руйнується, а перепалений метал є несправним браком.
В процесі нагріву сталеві заготовки покриваються шаром окалини. Окалина є продуктом окислення заліза киснем повітря. Утворення окалини на заготовках визиває значну втрату металу – угар. За один нагрів угар становить до 2-3% ваги заготовки.
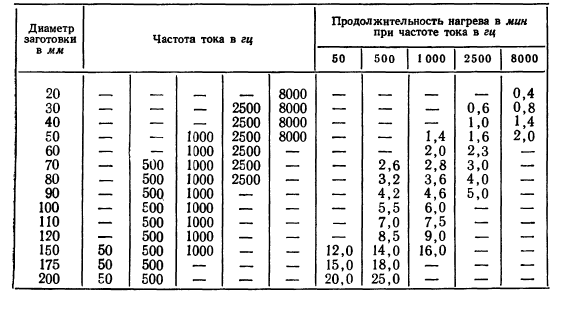
Найбільш вдосконаленим є процес нагріву заготовок с застосуванням електричного струму. Його здійснюють в електропечах,контактним способом і індукційними струмами промислової і підвищеної частоти.
Таблиця 4.Частота струму і тривалість нагріву сталевих заготовок.
Рефлексія від 11 учнів
Сподобався:
0
Так: 11
Ні: 0
Зрозумілий:
0
Так: 11
Ні: 0
Потрібні роз'яснення:
0
Ні: 11
Так: 0