Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Технологія та обладнання вільного кування та гарячого штампування›
- Лекція 16. Тема 3.2.Складання креслення поковки.

Урок:
Лекція 16. Тема 3.2.Складання креслення поковки.

25.11.2021
Дорослі
2
8
433
0
1
1
Вміст уроку:
1
2
1
Лекція 16.
Тема 3.2.Складання креслення поковки.
Лінія (площа) роз’єму і радіуси заокруглення. Роз'єм верхньої і нижньої половин штампу на кресленні поковки позначається лінією, точне положення якої може бути визначено після призначення припусків і встановлення величини штампувальних нахилів. Лінія роз’єму призначається з урахуванням вільного вилучення поковки зі штампу.
Зазвичай, в відкритому ручаї роз’їм встановлюють в площі двох найбільших взаємно перпендикулярних розмірів поковки (рисунок 1).
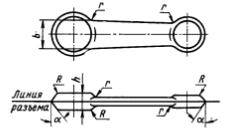
Рисунок 1.Побудова лінії роз’єму і
вибір радіусів заокруглення.
При штампуванні в закритому ручаї лінію роз’єму встановлюють на бічній поверхні поковки у верхній або нижній її кромці так, щоб штампувальні нахили α йшли від неї тільки в одну сторону – вниз або вверх.
Радіуси заокруглень у поковок сприяють кращому заповненню порожнини ручая штампу і запобігають його передчасному зносу та руйнуванню.
Радіуси бувають зовнішні R та внутрішні r. Приймають наступну номінальну величину зовнішніх радіусів: 0,8-5,0 мм для поковок 1-го і 3-го класів точності.
Внутрішні радіуси заокруглень визначають в залежності від відношення висоти поковки h до ширини b на ділянці необхідного радіусу (рисунок 1):
h/ b | До 2 | 2-4 | Більше 4 |
Радіус r в мм | 2,5 R+0,5 | 3R+0,5 | 3,5R+0,5 |
Рекомендується радіуси заокруглень обирати із уніфікованого ряду чисел : 0,8; 1,0; 1,5; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10; 12,5; 15; 20; 25; 30 мм.
Штампувальні нахили і напуски. При виготовленні поковок на молотах штампувальні нахили повинні передбачатися на усіх поверхнях деталі, розташованих паралельно руху верхнього штампу. Наявність штампувальних нахилів полегшує видалення поковок із порожнини штампу. Штампувальні нахили уявляють собою напуски , які збільшують фактичні припуски, тобто масу поковки. Якщо бічна поверхня поковки підлягає механічній обробці, то напуск , який утворюється від нахилу, дає додатковий об’єм металу видаляє мий у стружку. Величину нахилу визначають в залежності від конфігурації і габаритних розмірів поковки. Вона обумовлена шириною b , висотою h, довжиною l поковки на дільниці відповідного нахилу.
Штампувальні нахили при штампуванні на молотах (рисунок1) складають : зовнішні α до 70 , внутрішні α до 100 (рисунок 3).
Намітки отворів і плівки під прошивку. Виконання наскрізних отворів або поглиблень в штампованих поковках при виготовленні їх на молотах обов’язкове в тих випадках, коли осі отворів або поглиблень співпадають з напрямком руху верхнього штампу, а розміри або діаметри отворів і поглиблень дорівнюють висоті елементу в якому вони розташовані або більше нього.
![]()
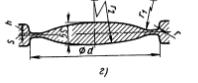
Рисунок 2. Побудова наміток з плівкою.
Це положення розповсюджується на штамповані поковки у яких діаметри або розміри отворів і поглиблень дорівнюють або становлять 30 мм. В усіх інших випадках рекомендують застосовувати глухі (не наскрізні) намітки.
![]()
Рисунок 3.Побудова глухої намітки.
Намітки під прошивку бувають:
плоскі (рисунок 2 а);
з розкосом – потовщена плівка по контуру (рисунок 2 б);
з магазином – потовщена плівка по центру (рисунок 2 в);
з карманом – сферична плівка потовщена по центру (рисунок 2 г);
На практиці найчастіше застосовують намітку з плоскою плівкою, товщину якої визначають за формулою:

При h / d<0,4 замість плоских рекомендують використовувати намітки з розкосом, при цьому товщина перемички :
smin =0,65s;
smax = 1,35s (s слід визначати як для плоскої перемички);
d1=(0,12 d+3)мм.
Радіуси заокруглень вершин наміток в чорновому ручаї , а також в чистовому ручаї, якщо штампування здійснюють без чорнового ручаю, рекомендують визначати за формулою:
r 1 = r+0,1h+2 мм.
Де r- внутрішній радіус заокруглення, прийнятий для даної поковки;
h – глибина намітки.
При штампуванні з застосуванням чорнового ручая, в якому є намітка, виконана з розкосом, в чистовому ручаї можна зробити намітку плоску або з магазином, радіус заокруглення r зменшують вдвічі відповідного радіусу в чорновому ручаї, а розміри h3/2 і канавки під перемичку визначають так як і для канавки для нормального облою.
Усі інші формули для визначення розмірів елементів наміток під прошивку отворів – підручник Мансуров А.М. «Технология горячей штамповки».
Контрольні запитання.
1.Поясніть головний принцип розташування площі роз’єму штампу.
2.Навіщо у поковки проектують радіуси заокруглень?
3.Навіщо у поковок проектують штампувальні нахили? Назвіть величину цих нахилів.
4.Коли в поковці проектують намітку під прошивку?
5.Як визначити тип намітки?
6.Яку намітку застосовують найчастіше?
2
.png)
Рефлексія від 4 учнів
Сподобався:
0
Так: 4
Ні: 0
Зрозумілий:
0
Так: 4
Ні: 0
Потрібні роз'яснення:
0
Ні: 4
Так: 0