Лекція про суть процесу обробки металів тиском - волочіння.
Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Професійна освіта›
- Лекція 40. Тема 9.1 Сутність процесу волочіння. Сортамент продукції. Початковий матеріал.

Урок:
Лекція 40. Тема 9.1 Сутність процесу волочіння. Сортамент продукції. Початковий матеріал.

08.05.2021
Опис уроку (учням цей опис не показується):
Вміст уроку:
1
1
Лекція 40.
Тема 9.1 Сутність процесу волочіння. Сортамент продукції. Початковий матеріал.


Волочіння металу - це протягування виробу круглого або фасонного профілю через отвір волочильного очка (волоку), площа вихідного перетину якої менше площі перетину початкового виробу.
Волочіння виконується тяговим зусиллям, прикладеним до переднього кінця оброблюваної заготовки.
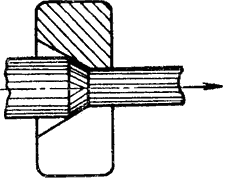
Рисунок 1. Схема процесу волочіння.
Волочінням отримують дріт всіх видів, прутки|з високою точністю поперечних розмірів і труби різноманітних перетинів. Сортамент сучасних виробів, що виготовляються волочінням, вельми різноманітний:
сталевий дріт діаметром від 0,002 до 10 мм,
калібровані сталеві труби із зовнішніми діаметрами від капілярних до 500 мм,
калібровані сталеві прутки| з діапазоном діаметрів від 3 до 150 мм;
З кольорових металів волочінням виготовляють:
дріт круглого, прямокутного і сегментного перетинів;
прутки| різних перетинів, труби круглого і прямокутного перетинів.
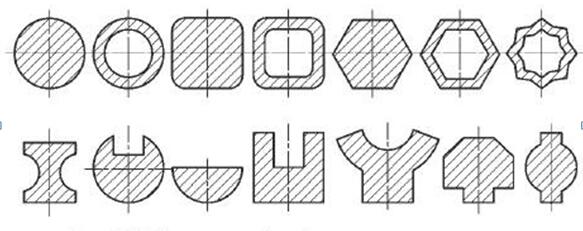
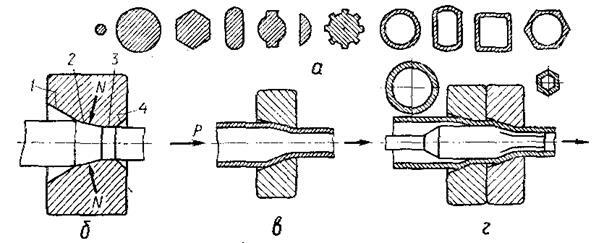
Рисунок 2.Профілі отримані волочінням:а – сортамент профілів ;
б – суцільного, в – трубчастого перерізу.
У прутка з вихідної площею поперечного перерізу F1 загострюється передній кінець, який пропускають через очко волоки. До переднього кінця прикладають зусилля волочіння Р.
 ,
,
де F1, F2 - площі перерізу вихідної заготовки і заготовки після волочіння відповідно, р - опір металу деформації, ƒ - коефіцієнт тертя, α – напівкут робочого конусу.
Волоки виготовляють з твердих сплавів ВК2, ВК6, ВК8 і ін., технічних сортів алмазу (для виробництва дроту діаметром 0,6 мм), інструментальної сталі У8 - У12 і стали ШХ15, Х12М .
Обробка металу волочінням знаходить широке застосування в металургійній, кабельній і машинобудівній промисловості. Волочінням можна виготовляти порожнисті і суцільні вироби часто складного поперечного перетину, виробництво яких іншими способами не завжди представляється можливим (наприклад, тонкі вироби, прутки| значної довжини). При волочінні ряду профілів (квадратного, трикутного, шестикутного і ін.) використовують складені волоки|, які відрізняються високою універсальністю, оскільки в одній і тій же волоці|, міняючи профіль отвору відповідною перестановкою окремих пластин, можна отримувати різні розміри профілю.
Волочінням обробляють сталі різноманітного хімічного складу, прецизійні сплави, а також практично всі кольорові метали (золото, срібло, мідь, алюміній, і ін.) і сплави на їх основі.
Вироби, отримані волочінням, мають високу якість поверхні і високу точність розмірів поперечного перетину. Якщо виробу потрібно додати в основному ці характеристики, то такий вид обробки називають калібруванням. Волочіння дозволяє отримувати вироби з високим класом точності і високою чистотою поверхні. Наприклад, сталевий дріт діаметром 0,006 мм по 2-у класу точності має допуск —0,001. Чистота поверхні після волочіння зазвичай відповідає 7 - 9-у класу по ГОСТ 2789 - 73.
Волочіння найчастіше виконують при кімнатній температурі, коли пластичну деформацію більшості металів супроводжує наклеп. Цю властивість в сукупності з термічною обробкою, використовують для підвищення деяких механічних характеристик металу. Так, наприклад, арматурний дріт діаметром 3...12 мм з вуглецевої конструкційної сталі (0,70...0,90%С) при виробництві його волочінням, забезпечує межу міцності 1400... 1900 Мпа і межу текучості 1200... 1500 Мпа.
Внаслідок наклепу волочіння може забезпечити металу значне підвищення межі міцності. Наприклад, сталь, що містить 0,5% вуглецю після гарячого прокатування, має межу міцності близько 70 кГ/мм2 (700 Мн/м2), а після волочіння — близько 160 кГ/мм2 (1600 Мн/м2).
Волочіння вигідно відрізняється від механічної обробки металу різанням (струганням), фрезеруванням, обточуванням, оскільки при цьому відсутні відходи металу у вигляді стружки, а сам процес помітно продуктивніше і менш трудомісткий.
Як початковий матеріал для волочіння застосовують катані і пресовані заготовки. При виробництві алюмінієвого, мідного і іншого дроту як початкову заготовку використовують катанку, яку отримують безпосередньо з плавильної печі через кристалізатор і безперервний прокатний стан. Незалежно від способу отримання початкова заготівка перед волочінням проходить ретельну попередню підготовку, яка полягає в проведенні того або іншого виду термічної обробки, видаленні окалини і підготовці поверхні для закріплення і утримання на ній мастила в процесі волочіння. Ці попередні операції забезпечують нормальне виконання пластичної деформації у волочильному отворі, сприяють отриманню високої якості поверхні виробу, зменшують зусилля і енергію на волочіння і знижують знос волочильного інструменту.
Контрольні питання.
1.У чому суть волочіння?
2.Які вироби отримують за допомогою волочіння?
3.Які матеріали найчастіше обробляються волочінням?
4.Що ви можете сказати про якість виробів, отриманих за допомогою волочіння?
5.При якій температурі здійснюють волочіння?
6.Що таке наклеп, і яку роль він відіграє в процесі волочіння?
7. Що є заготовкою для волочіння?
.png)
Рефлексія від 0 учнів
Сподобався:
0
Так: 0
Ні: 0
Зрозумілий:
0
Так: 0
Ні: 0
Потрібні роз'яснення:
0
Ні: 0
Так: 0