Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Професійна освіта›
- Лекція 31. Тема 6.17. Дефекти труб і засоби їх запобігання.

Урок:
Лекція 31. Тема 6.17. Дефекти труб і засоби їх запобігання.

31.03.2021
Вміст уроку:
1
1
Лекція 31. Тема 6.17. Дефекти труб і засоби їх запобігання.
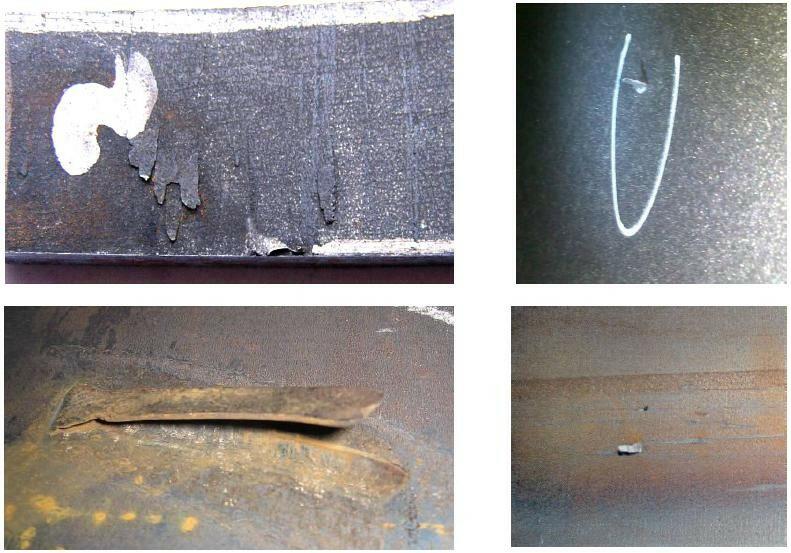
Рисунок 1.Дефекти зварювання плавленням.
Тріщіни. Дефект зварного з'єднання у вигляді локального розриву металу по межах зерен, що кристалізувалися, або по самим кристалам металу - рисунок 2. Дефект видно неозброєним оком або через лупу невеликого збільшення (до 20 крат) при візуальному контролі. Тріщини можуть виникати як в основному металі конструкції, так і в зоні зварного шва.
При зварюванні розрізняють гарячі і холодні тріщини. Гарячі - крихке міжкристалітне руйнування в процесі кристалізації зварного шва; холодні - крихке міжзеренне руйнування свіжегартованого зварного з'єднання під дією залишкових зварювальних напружень, які відбуваються протягом 1, 2 діб після закінчення зварювання.
Гарячі тріщини виникають внаслідок забруднення зварюваемого і присадкового металу сірою і фосфором, а також при грубих порушеннях технологічних режимів зварювання (зайві тепловкладення, висока швидкість охолодження). Холодні тріщини виникають в середньолегованих і високолегованих сталях перлітного і мартенситного класів при значній концентрації дифузійного водню в зоні зварювання і наявності напруг, що розтягують. Холодні тріщини мають світлий блискучий злам без слідів високотемпературного окислення, гарячі представляють собою звивистий окислений розрив металу. Розташовуватися тріщини можуть як на поверхні наплавленого металу, так і на поверхні основного металу в зоні термічного впливу з орієнтацією вздовж або поперек зварного шва.
Також тріщини можуть зустрічатися в кратері - поглибленні в центрі зварного шва, що виникає внаслідок усадки розплавленого металу при різкому обриві дуги при перериванні процесу зварювання.
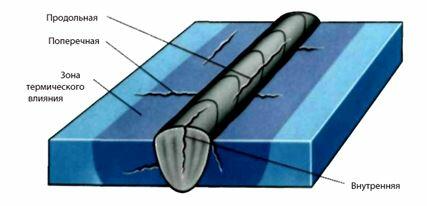 Рисунок 2. Види тріщин.
Рисунок 2. Види тріщин.
Пора. Дефект зварного шва у вигляді порожнини округлої форми, заповненої газом. На рисунку 3 наочно представлена порожнину довільної форми, без кутів, утворена газами, затриманими в розплавленому металі. Зовнішні ознаки дефекту відсутні, так як він знаходиться всередині зварного шва.
У зварювальній ванні утворюються бульбашки водню, азоту, окису вуглецю та ін. газів. Ці бульбашки фіксуються в металі шва при його кристалізації.
Причини виникнення:
поганий захист зварювальної ванни від впливом повітря;
неправильний вибір режиму зварювання;
зварювання з великою довжиною дуги;
недостатня кількість органічних компонентів в складі електродного покриття;
погана прогартовуємість електродів;
неякісна зачистка зварювальних кромок від іржі і забруднень.
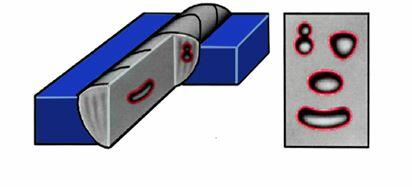
Рисунок 3. Пора.
Свищ. Трубчаста порожнина в металі зварного шва через виділення газу. Форма і положення свища залежать від режиму затвердіння та групи газу. Зазвичай свищі скупчуються і розподіляються «ялинкою», розглянемо це на рисунку 4. Зовнішні ознаки відсутні, так як дефект знаходиться всередині зварного шва. Виявляють методом неруйнівного контролю. При зварюванні кутових швів в різних просторових положеннях, відмінних від нижнього, підйомна сила не може видавити пору назовні.
Причини виникнення:
несприятлива геометрія зварювальної ванни при зварюванні кутових, таврових і з'єднань внапуск;
висока в'язкість металу зварювальної ванни при зварюванні в стельовому, вертикальному і горизонтальному положеннях;
низька пластичність металу шва;
внутрішня напруга від нерівномірного нагрівання.
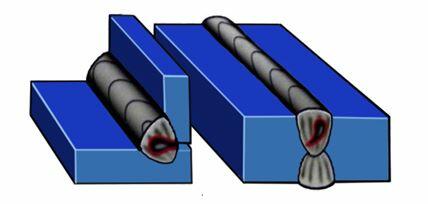
Рисунок 4. Свищ.
Поверхнева пора. Дефект, що порушує суцільність поверхні зварного шва видимий неозброєним оком або через лупу невеликого збільшення (2 - 4-х) при візуальному контролі. Через високу в'язкості шлаку на поверхні зварювальної ванни і високій швидкості затвердіння шлаку газова бульбашка (це можуть бути бульбашки водню, азоту, водяної пари і окису вуглецю, основні збудники пір при зварюванні сталей - водень і азот) не може спливти (пройти через вже затверділу шлакову кірку) і кристалізується у вигляді порожнини на поверхні зварного шва. Газова пора, що порушує суцільність поверхні зварного шва зображена на рисунку 5. Причини виникнення - підвищена в'язкість шлаку, розташованого на поверхні рідкої зварювальної ванни.
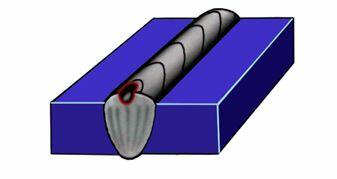 Рисунок 5. Поверхнева пора.
Рисунок 5. Поверхнева пора.
Усадкова раковина. Порожнина, що утворюється внаслідок усадки металу під час затвердіння. Дефект видно неозброєним оком або через лупу невеликого (2-4-х) збільшення при візуальному контролі. Під дією дуги дзеркало зварювальної ванни деформується, набуваючи увігнутий вид. При раптовому обриві дуги воно не встигає виправитися і твердне у формі западини, що можна розглянути на рисунку 6.
Причини виникнення:
раптовий обрив зварювальної дуги;
неякісна заварка кратеру.
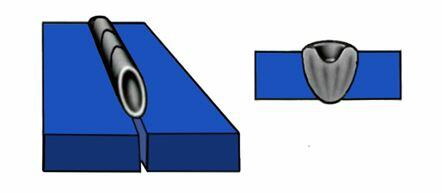
Рисунок 6. Усадкова раковина.
Тверде включення. Тверді сторонні речовини металевого чи неметалевого походження в металі зварного шва. Включення, що мають хоча б один гострий кут, називаються «гострокутними». Зовнішні ознаки відсутні, так як дефект знаходиться всередині зварного шва. Тугоплавкі частинки сторонніх металів і інших включень (вольфрам, мідь, корунд, кварц і т.д.) фіксуються в зварювальній ванні при її кристалізації, показано на рисунку 7.
Причини виникнення:
ерозія вольфрамового електрода при аргонодуговому зварюванні;
випадкове потрапляння тугоплавких частинок ззовні в рідкий метал зварювальної ванни.
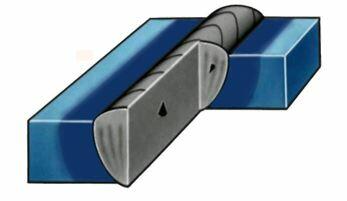 Рисунок 7.Тверде включення.
Рисунок 7.Тверде включення.
Дефект у вигляді вкраплення шлаку в зварному шві розглянуто на рисунку 8. У різних умовах освіти включення бувають лінійні (1 на рисунку 8); окремі (2 на рисунку 8); купчасто розташовані - скупчення (3 на рисунку 8).
Зовнішні ознаки відсутні, так як дефект знаходиться всередині зварного шва.
Гранули флюсу, обмазка електродів, шихта порошкового дроту не встигнувши вступити в реакцію з розплавленим металом і спливти на поверхню рідкої зварювальної ванни, швидко кристалізуються в ній.
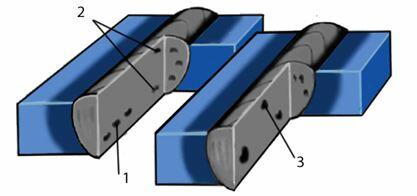 Рисунок 8.Шлакове включення.
Рисунок 8.Шлакове включення.
Несплавлення. Відсутність з'єднання між металом зварного шва і основним металом або між окремими валиками зварного шва. На рисунку 9 розрізняють несплавлення: по бічній стороні (1 на рисунку 9), між валиками (2 на рисунку 9), в корені шва (3 на рисунку 9). Зовнішні ознаки - відсутні, так як дефект знаходиться всередині зварного шва. При дуговому зварюванні дуга не розплавила частину кромки стику і не сформувала шов з її участю.
Причини виникнення:
неправильна підготовка кромок під зварювання (форма і кут оброблення);
погана зачистка зварювальних кромок;
погана підготовка поверхні валиків при багатошаровому зварюванні;
хімічна неоднорідність металу;
недостатня сила струму;
завищена швидкість зварювання;
низька кваліфікація зварника.
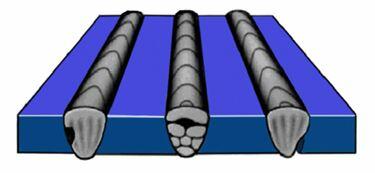 Рисунок 9. Несплавлення.
Рисунок 9. Несплавлення.
Непровар. Дефект у вигляді несплавлення в зварному з'єднанні внаслідок неповного розплавлення кромок або поверхонь раніше виконаних валиків зварного шва. Буває в корені або в перетині шва, показано на рисунку 10. Зовнішні ознаки відсутні, так як дефект знаходиться всередині зварного шва.
Зварювальна дуга не може розплавити нижню кромку оброблення та сформувати шов з її участю. Розплавлений метал не проникає до кореня з'єднання.
Причини виникнення:
погана зачистка зварювальних кромок;
недостатня сила струму;
завищена швидкість зварювання;
низька кваліфікація зварника:
незручне просторове положення шва.
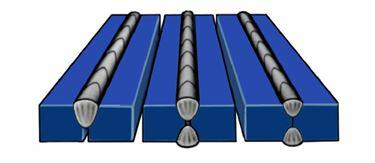 Рисунок 10. Непровар.
Рисунок 10. Непровар.
Підріз. Дефект у вигляді поглиблення по лінії сплавлення зварного шва з основним металом. На рисунку 11 поздовжнє поглиблення на зовнішній поверхні валика зварного шва. Рідкий метал зварювальної ванни витісняється в її центральну частину. Висока швидкість кристалізації і низька змочуваність перешкоджають розтіканню металу в межах розплавлення.
Причини виникнення:
зварювання при підвищеній напрузі на дузі;
надмірна швидкість зварювання;
неточне ведення електрода по осі стику;
незручне просторове положення шва;
недостатня змочуваність металу шва.
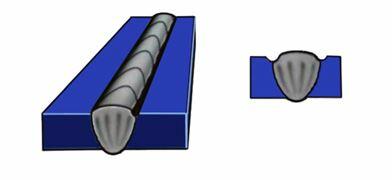 Рисунок 11. Підріз.
Рисунок 11. Підріз.
Наплив. Дефект у вигляді натікання металу шва на поверхню основного металу або раніше виконаного валика без сплаву з ним. Надлишок наплавленого металу зварного шва, натікання на поверхню основного металу, але не сплавлення з ним, показаний на рисунку 12. Зовнішні ознаки: надлишок металу шва по його краю. Дефект видно неозброєним оком при візуальному контролі. При формуванні шва надлишок металу зварювальної ванни натікає на холодні кромки основного металу, не утворюючи з ним з'єднання.
Причини виникнення:
помилки в техніці зварювання;
порушення параметрів режиму зварювання;
неправильний вибір зварювальних матеріалів;
незручність формування шва, викликане наявністю заважаючих конструкцій;
великий зварювальний струм;
зайва довжина дуги.
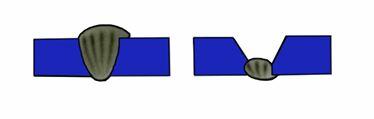 Рисунок 12. Наплив.
Рисунок 12. Наплив.
Прожог. Дефект у вигляді витікання металу зварювальної ванни, в результаті чого утворюється наскрізний отвір в звареному шві, показаний на рисунку 13. Зовнішні ознаки: наскрізні отвори або порожнини, утворені внаслідок розплаву зварювальної ванни. У зварювальній ванні утворюється надмірний обсяг рідкого металу. Він не утримується силами поверхневого натягу і мимовільно випливає з шва.
Причини виникнення:
хімічна неоднорідність яка не зварюється;
завищена сила струму при недостатній швидкості зварювання;
неякісна збірка стику під зварювання (під зварюваний шов погано підібгана флюсова подушка або мідна підкладка), надмірні зазори;
низька кваліфікація зварника.
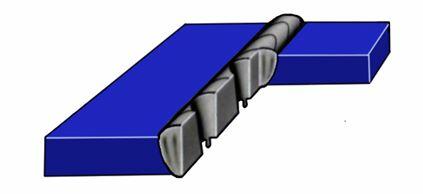 Рисунок 13 . Прожог.
Рисунок 13 . Прожог.
Контрольні запитання.
1.Який дефект називається «тріщина» ?
2. Як виникають гарячі тріщини ?
3.Як виникають холодні тріщини?
4.Що таке пора ? поясніть як вона виникає?
5.Який дефект називають «свищ»? Чому?
6.Назвіть причину виникнення поверхневої пори.
7.Назвіть причину виникнення усадкової раковини.
8.Поясніть як виникає «тверде включення».
9.Чим відрізняються тверде і шлакове включення?
10.У чому причини виникнення несплавлення?
11.Чи є зовнішні ознаки непровару? Чому?
12. Поясніть що таке підріз і наплив. Чим вони відрізняються?
13.Назвіть зовнішні ознаки прожогу.
.png)
Рефлексія від 2 учнів
Сподобався:
0
Так: 2
Ні: 0
Зрозумілий:
0
Так: 2
Ні: 0
Потрібні роз'яснення:
0
Ні: 2
Так: 0