Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Професійна освіта›
- Лекція 17.Тема 6.3 Робота формувально-зварювального стану.

Урок:
Лекція 17.Тема 6.3 Робота формувально-зварювального стану.

31.03.2021
Вміст уроку:
1
1
Лекція 17.Тема 6.3 Робота формувально-зварювального стану.

Процес безперервної валкової формовки в трубоелектрозварювальному стані має ряд загальних закономірностей та відмінностей в порівнянні з формовкою при пічному зварюванні:
1)при деформації гнуття в холодному стані значно збільшені пружні деформації;
2)формуємі заготовки мають більш високу тонкостінність ( d\s=10; 4на агрегатах пічного зварювання).
Ці відмінності знижують повздовжню стійкість при дії вигинаючого моменту зі сторони кліті і підвищують ймовірність утворення гофрів на кромках труби. Також ці відмінності обумовлюють необхідність виконання процесу формовки в багатоклітьових станах замість двох клітей при гарячій формовці товстостінної трубної заготовки. В таких станах кількість клітей, відстань між ними ті кут звертання штаби в кожній кліті визначаються з двох умов: усунення гофроутворення і забезпечення стійкого просування штаби через стан.
Така умова означає по суті дотримання умов захвату металу валками в сталому процесі. При повздовжній прокатці ця умова виражається в наявності граничного обтискання max=Rα2max ,а при формовці - граничний кут звертання в одній кліті. Враховуючи повний кут звертання = 3600 , кількість клітей стану повинно скласти п3600/.
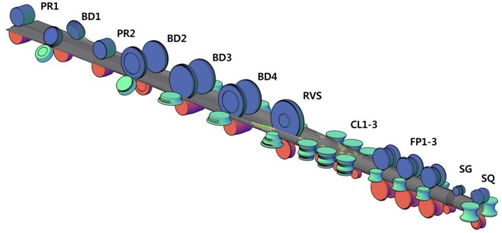
Реально на станах різних типорозмірів застосовують 6-11 приводних клітей з горизонтальними валками, між якими встановлюють кліті з вертикальними неприводними валками (еджерні кліті) або роликові проводки.
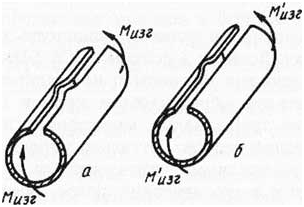
Рисунок 3. Утворення гофрів при валкові формовці труб: а – при повній втраті повздовжньої стійкості трубної заготовки (вигинаючий момент Мизг більше граничного значення Мпр); б- при формовці серповидної штаби (М'изг < Мпр ,односторонній гофр на більш довгій кромці).
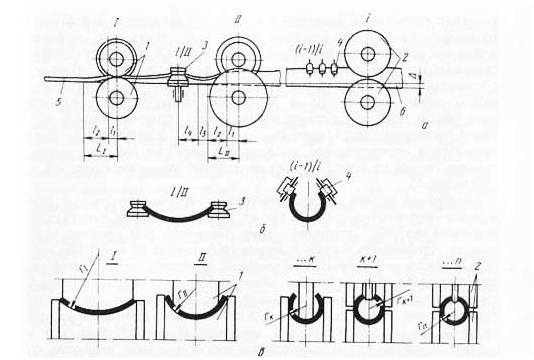
Рисунок 4.Схема процесу холодної формовки в безперервному стані: а- загальний вид очата формовки;б - перерізи по вісям вертикальної кліті і роликової проводки; в –переріз по вісям горизонтальних клітей;Ι,ΙΙ,k ,n- номери клітей;і- номер довільної кліті; 1- горизонтальні приводні валки з відкритим калібром ( в клітях Ι …k);2 – горизонтальні приводні валки з закритим калібромі розрізною шайбою (в клітях k+1 … n); 3 – вертикальні неприводні валки;4 – роликова проводка;5 – штаба;6- формуєма трубна заготовка; L1 – локальний очаг формовки ( його ділянки l1 - контактної деформації;l2 – позаконтактної деформації; l3 – пружньо розвантажена дільниця; l4 – дільниця розпружиніння.
Повна або основна частина пружньої і пластичної деформації гнуття при формовці здійснюється в горизонтальних клітях і під їх впливом в попередній поза контактній зоні. Вертикальні валки повинні зменшувати величину пружньої віддачи профілю – розпружиніння після деформації в горизонтальній кліті. Після вертикальних валків розпружиніння все таки здійснюється , тому наступна горизонтальна кліть утворює нову поза контактну дільницю пружньо-пластичної деформації , а значить і новий локальний очаг формовки L1.
.png)
Рефлексія від 0 учнів
Сподобався:
0
Так: 0
Ні: 0
Зрозумілий:
0
Так: 0
Ні: 0
Потрібні роз'яснення:
0
Ні: 0
Так: 0