Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Технологія та обладнання вільного кування та гарячого штампування›
- Лекція 16. Тема 3.2. Класифікація молотових поковок.

Урок:
Лекція 16. Тема 3.2. Класифікація молотових поковок.

23.11.2021
Дорослі
2
14
1
0
0
1
Вміст уроку:
1
2
1
Лекція 16.
Тема 3.2. Класифікація молотових поковок.
Поковки, які виготовляють на молотах, в залежності від їх конфігурації можуть бути поділені на три групи.
Поковки групи Ι (подовженої форми) характеризуються значною величиною відношення довжини до її максимальної або середньої ширини в плані.
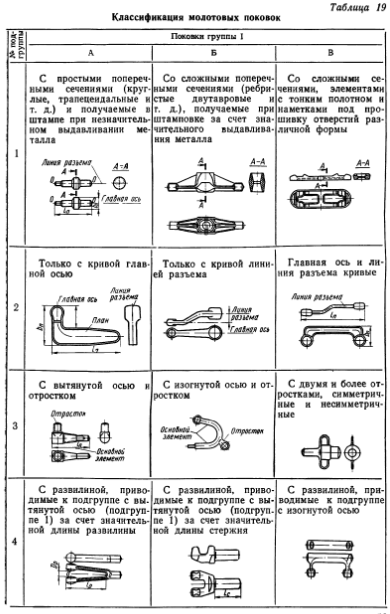
Поковки групи ΙΙ (круглі, квадратні і близькі до них в плані) характеризуються приблизно однаковими розмірами в плані, розташованими у взаємно перпендикулярних напрямках.
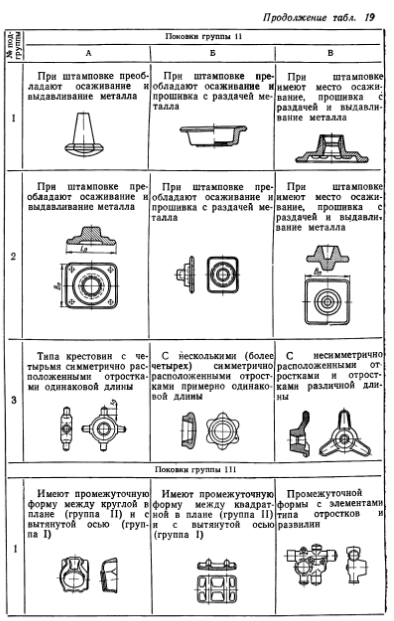
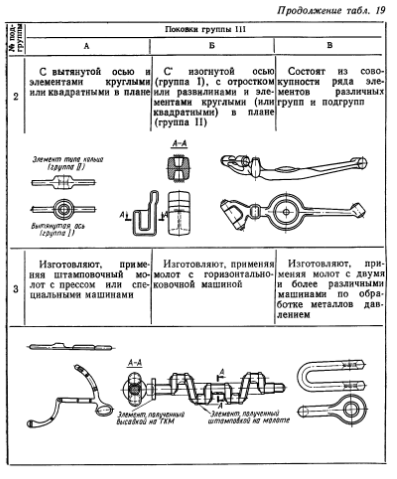
Поковки групи ΙΙΙ (проміжної, змішаної і комбінованої конструкції) характеризуються тим, що для їх виготовлення застосовують різні способи деформації, а також різне штампувальне обладнання для отримання окремих елементів поковки об'ємним штампуванням.
Складання креслення молотової поковки.
Загальні правила. Перш ніж проектувати креслення поковки, необхідно проаналізувати креслення деталі з метою спрощення її, але не погіршуючи якості деталі.
Креслення поковки розробляють по кресленню готової деталі, при цьому слід враховувати наступні положення.
1.Волокна металу в поковці повинні бути розташовані так, щоб покращувалися міцності властивості її окремих елементів. Наприклад, в поковках зубчастих коліс вимагається радіальне розташування волокон, в кільце образних поковках – тангенціальне.
2.Допуски по необробляємим елементам деталі повинні відповідати допускам , встановленим для них на штампування.
3.Припуски на механічну обробку повинні призначатися на ті елементи, чистота поверхні і точність розмірів яких не можуть бути отримані обробкою тиском.
4.На кресленні поковки повинна бути встановлена база для першої операції механічної обробки.
5.При встановленні роз’єму слід враховувати, що ручай в верхньому штампі заповнюється при витисненні легше, ніж ручай в нижньому штампі.
6.На кресленні поковки повинні бути вказані штампувальні нахили, радіуси заокруглення і намітки під прошивку по відповідним нормалям.
7.На креслення поковки наносять основні технічні вимоги. Креслення поковки рекомендується виконувати в масштабі 1:1.
8.Складене по вказаним положенням креслення поковки прийнято називати інспекційним або приймальним кресленням.
9.Визначення припусків, допусків, штампувальних нахилів, радіусів переходів і заокруглень, а також конструювання ребер і бобишок, наміток і плівок під прошивку здійснювати за ГОСТ 7505-1989 «Поковки стальные, штампованные» та відповідним нормалям.
10.Система постановки розмірів повинна бути побудована таким чином, щоб було зручно перевіряти величину припуску порівнянням розмірів на кресленні поковки з відповідними розмірами на кресленні готової деталі, проконтролювати розміри і розмітити поковки при контролі.

Слід показати тонкою лінією основні контури готової деталі, що дає уявлення про величину припусків на механічну обробку.
На кресленні вказують про неоговорені :
штампувальний нахил;
радіус заокруглення;
допуски на вертикальні і горизонтальні розміри поковки;
основні технічні вимоги на прийомку поковок .
Припуски і допуски. Шар металу, який необхідно видалити з поверхні поковки для отримання деталі з кінцевими розмірами, називають припуском.
Величину припуску для поковок , які штампуються на молотах, визначають за ГОСТ 7505-1989 «Поковки стальные, штампованные».
Ступінь точності поковок визначається величиною відхилень від їх номінальних розмірів. Величину допустимих відхилень від номінальних розмірів, вказану на кресленні поковки, називають розмірним допуском.
Величину допустимого відхилення від номінального розміру в сторону збільшення називають верхнім відхиленням або плюсовим допуском, а в сторону зменшення – нижнім відхиленням або мінусовим допуском. Загальний допуск на розмір дорівнює сумі верхнього і нижнього відхилень. Допуски включають в себе усі елементи відхилень від номінальних розмірів, причинами яких можуть бути:
недоштампування по висоті;
неповне заповнення порожнини ручая;
знос кінцевого ручаю штампу;
осадка опорної площини штампу;
коливання усадки при охолодженні поковки;
кривизна осей і овальність перерізів;
ексцентричність при прошивці отвору.
Величину допуску встановлюють за ГОСТ 7505-1989 «Поковки стальные, штампованные».
Контрольні питання.
1.Дайте повне визначення поковок за класифікатором (таблиця 19):
1 | 2 | 3 | 4 |
5 | 6 | 7 | 8 |
9 | 10 | 11 | 12 |









2.Що обов’язково вказують на кресленні поковки?
3. Чим розміри деталі відрізняються від розмірів поковки?
4.Дайте визначення термінам «припуск» і «розмірний допуск».
5.Яким чином визначають величини припуску і допуску?
2
.png)
Рефлексія від 4 учнів
Сподобався:
0
Так: 4
Ні: 0
Зрозумілий:
0
Так: 4
Ні: 0
Потрібні роз'яснення:
0
Ні: 4
Так: 0