Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Професійна освіта›
- Адитивні технології та відповідне обладнання. Матеріали для друку

Урок:
Адитивні технології та відповідне обладнання. Матеріали для друку
17.04.2023
Вміст уроку:
1
2
3
4
1
11 з 41 бала
Тема уроку:№ «Поняття про технологію пошарового синтезу.»
Мета уроку:
а) навчальна дистанційно ознайомити учнів з організацією робочого місця, охороною праці при роботі на ПК, та налагодження його системи
б) розвивальна виробити в учнів професійні навики при роботі з технологією 3D друку з використанням усіх правил технікибезпеки та охоронипраці.
в) виховнавиховати в учнів любов до праці та повагу до обраної професії.
Хід уроку
В даний час в світі налічується більше 100 офіційно зареєстро- ваних методів тривимірного друку, як полімерами, так і металами. Та- ка велика кількість методів пов'язана із захистом інтелектуальної власності, де кожна компанія,що займається виробництвом 3D- принтерів, намагається зареєструвати свій власний метод друку. Най- частіше, методи відрізняються лише назвою, а не технологією. Тому, методів, що відрізняються технологією всього не більше 15. Далі розг- лянемо чотири найбільш поширених, перспективних і доступних на сьогоднішній день методів: FDM, SLA, SLM, DMLS.
FDM
FDM (Fused deposition modeling) - моделювання методом по- шарового наплавлення, популярна технологія адитивного виробницт- ва. Застосовується для створення тривимірних моделей, макетів, виро- бів до яких не пред'являються особливі вимоги до якості поверхні і точності виготовлення.
Технологія FDM має на увазі створення тривимірних об'єктів за рахунок нанесення послідовних шарів матеріалу, які повторюють контури цифрової моделі. Матеріалом для друку виступають термоп- ластики,що поставляються у вигляді котушкиниток різних кольорів.
Виробничий цикл починається з обробки тривимірної цифрової
моделі.
Модель у форматі STL ділиться на шари і орієнтується відпо-
відним чином для друку. При необхідності створюються підтримуючі
структури, необхідні для друку нависаючих елементів. Деякі пристрої дозволяють використовувати різні матеріали під час одного виробни- чого циклу. Можливим є друк моделі з одного матеріалу з печаткою опор з іншого, легкорозчинного матеріалу, що дозволяє з легкістю ви- даляти підтримуючі структури після завершення процесу друку. Аль- тернативно можливим є друк різними кольорами одного і того ж виду пластику при створенні єдиної моделі.
Деталь формується пошарово. Розплавлений пластик уклада- ється по контурах, які утворено цифровою моделлю. Після укладання пластик миттєво охолоджується і твердне. По завершенню одного ша- ру, екструдер переміщається вертикально вгору на величину товщини нитки розплавленого пластику. Формується другийшар. На рисунку
2.1 схематично показано формування шарів при 3D-друкуметодом FDM.
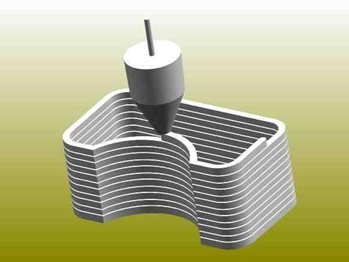
Рисунок 1.1 - Схема формування шарів деталі
Пластикова нитка подається з котушки в екструдер. Екструдер (друкована головка) – це пристрій, обладнаний механічним приводом для подачі нитки, нагрівальним елементом для плавки матеріалу і соп- лом, через яке здійснюється безпосередньо екструзія. Нагрівальний елемент передає тепло на сопло, яке, в свою чергу, плавить пластикову нитку і подає розплавлений матеріал на той шар, що формується. Тем- пература сопла може регулюватися від 150°С до 310°С для викорис- тання різнихматеріалів. Як правило,верхня частина сопла навпаки
охолоджується за допомогою конвективного кожуха і вентилятора для запобігання передчасного розплавлення пластикової нитки з наступ- ним засміченням друкуючої головки, що в свою чергу призведе до втрати плавностіподачі матеріалу, а також до втрати якостідруку.
Екструдер переміщується в горизонтальній і вертикальній площинах під контролем алгоритмів, аналогічних використовуваним в верстатах з ЧПУ. Сопло переміщується по траєкторії, заданої систе- мою автоматизованого проектування. Модель будується шар за ша- ром, від низу до верху. Як правило, екструдер приводиться в рух пок- роковими моторами або сервоприводами. Найбільш популярною сис- темою координат, яка застосовується в FDM, є декартова система, по- будована на прямокутному тривимірному просторі з осями X, Y і Z.
Технологія FDM відрізняється високою гнучкістю, але має пе- вні обмеження. Хоча створення нависаючих структур можливо при невеликих кутах нахилу, у випадку з великими кутами необхідне ви- користання штучних опор, які, створюються в процесі друку, і відо- кремлюються від моделі по завершенню процесу.
В якості витратних матеріалів доступні всілякі термопластики і композити, включаючи ABS, PLA, полікарбонати, поліаміди, полісти- рол, лігнін та багато інших. Як правило, різні матеріали надають вибір балансуміж певними характеристиками міцності і температурними характеристиками.
Моделювання методом FDM застосовується для швидкого прототипування і швидкого виробництва. Швидке прототипування полегшує повторне випробування з послідовною, покрокової модерні- зацією предмета. Швидке виробництво слугує недорогою альтернати- вою стандартним способам при створенні дрібносерійних партій.
FDM є одним з найменш дорогих способів друку, що забезпе- чує зростаючу популярність побутових принтерів, заснованих на цій технології. У побуті 3D- принтери, що працюють за технологією FDM, можуть застосовуватися для створення самих різних об'єктів цільового призначення, а такожіграшок, прикрас і сувенірів.
SLA
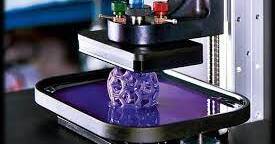
SLA (Stereolithography) – технологія тривимірного друку, при якій рідкий фотополімер під дією світлового випромінювання лазера змінює свої фізичні властивості і твердне, утворюючи тверду поверх- ню в точці проекції лазера.
У ємність з рідким фотополімером поміщається сітчаста плат- форма, на ній буде відбуватися вирощування прототипу. Спочатку платформа знаходиться на такій глибині, щоб її покривав найтонший шар полімеру товщиною від 0,05 до 0,15 мм – це і є приблизна товщи- на шару в стереолітографії. Далі включається лазер, який впливає на ті ділянки полімеру, які відповідають стінкам цільового об'єкта, викли- каючи їх затвердіння. Після цього вся платформа занурюється глибше, на глибину, рівну товщині шару. Також в цей момент спеціальна щітка зрошує ділянки, які могли залишитися сухими внаслідок деякого по- верхневого натягу рідини. Схема установки представлена на рисунку 2.2
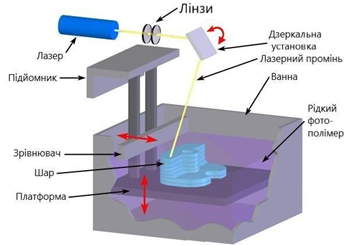
Рисунок 2.2 - Схема установки для стереолітографії
По завершенню побудови об'єкт занурюють у ванну зі спеціа- льними складами для видалення надлишків і очищення. І, нарешті, фінальне опромінення світлом для остаточного затвердіння. Як і бага- то інших методів 3D-прототипування, SLA вимагає зведення підтри- муючих структур, які вручну видаляються після закінчення будівницт- ва.
Не обходиться і без істотнихскладнощів.
По-перше, вимоги до самого фотополімера досить суперечливі: якщо він буде густим, то його легше полімеризувати, але складніше забезпечити рівну поверхню після кожного кроку занурення; дово- диться використовувати спеціальну лінійку, яка на кожномукроці проходить по поверхні рідини і вирівнює її. Велика кількість затвер-джувача при фіксованій потужності лазера дозволить зменшити необ- хідний час впливу, проте неминуче фонове засвічення «псує» навко- лишній обсяг полімеру і скорочує можливий термін його використан- ня.
По-друге, повна полімеризація кожного шару зайняла б чимало часу, тому засвічення проводиться до рівня, при якому шар набуває лише мінімально необхідну міцність, а згодом готову модель, попере- дньо промивши від залишків рідкого полімеру, доводиться опроміню- вати потужним джерелом ультрафіолетового світла в спеціальній ка- мері, щоб полімеризація досягла 100%.
Плюси технології:
Отримання дуже високої роздільної здатності і високоїточ- ності друку;
Отримання дуже великих моделей, розміром до 150×75×55 см і вагою до 150 кг;
Механічна міцність одержуваних зразківдосить висока, вони можуть витримувати температуру до 100°С;
Відсутність обмеженьна складність моделіі наявність у неї дрібнихелементів;
Мала кількістьвідходів після друку;
Легкість фінішної обробки, якщо така буде потрібною.
Мінуси:
Обмежений вибір матеріалів для виготовлення моделей;
Неможливість кольорового друку і поєднаннярізних матеріалів в
одному циклі;
- Мала швидкість друку, максимум10-20 мм. на годину по вертикалі;
- Дуже великімасогабаритні характеристики 3D-принтерів.
Незважаючи на обмеженість спектра видаткових матеріалів,
вибір є, і можна отримувати моделі з різними властивостями: з підви- щеною термостійкістю, гнучкі, з високою стійкістю до абразива. Для стереолітографії доступні три кольори: білий,сірий, напівпрозорий.
SLM
SLM (Selective Laser Melting) - Вибіркове лазерне плавлення. Цей метод має багато спільного з методом SLA, тільки замість рідини використовується порошок з діаметром частинок 10-100 мкм, тонкими рівномірними шарами розподіляється в горизонтальній площині, а по- тім лазерний промінь плавить (рисунок 2.3) ділянки, що підлягають затвердінню на даному шарі моделі.

Рисунок 2.3 - Плавлення лазером порошкоподібного металу Вихідніматеріали можуть бути самі різні:метал, пластик, ке-
раміка, скло, ливарний віск. Порошок наноситься і розрівнюється по поверхні робочого столу спеціальним валиком, який при зворотному проході видаляє надлишки порошку (рисунок 2.4). Потім працює по- тужний лазер, спікаються частки одна з одною і з попереднім шаром, після чого стіл опускається на величину, рівну висоті одного шару для зниження потужності лазера, необхідної для спікання. Порошок в ро- бочій камері попередньо нагрівається майже до температури плавлен- ня, а сам лазер працює в імпульсному режимі, оскільки для спікання важливіша піковапотужність, а не тривалість впливу.
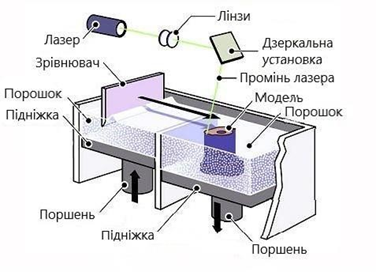
Рисунок 1.4 - Схема установки для SLM
Частки розплавляюються повністю. Невикористаний порошок, який залишається навколо отверділих шарів, служить підтримкою при створенні нависаючих елементів моделі, тому немає необхідності у формуванні спеціальних підтримуючих структур. Але цей порошок по закінченні процесу необхідно видалити як з камери, особливо якщо наступна модель буде створюватися з іншого матеріалу, так і з порож- нин вже виготовленої моделі, що можна зробити, лише після її повно- го остигання.
Часто потрібна фінішна обробка — наприклад, поліровка, оскі- льки поверхня може виходити шорсткою або з видимою шорсткістю. Крім того, матеріал може використовуватися не тільки чистий, але і в суміші з полімером або у вигляді часток, покритих полімером, залиш- ки яких потрібно видалити шляхом випалювання в спеціальній печі. Для металів одночасно відбувається заповнення виникаючих пустот бронзою.
Оскільки мова йде про високі температури, необхідні для спі- кання, процес відбувається в азотному середовищі з малим вмістом кисню. При роботі з металами це ще і запобігає окисленню.
Установки SLM, які випускаються серійно, дозволяють працю- вати з досить великими об'єктами, до 55×55×75 см.
Технологія вибіркової лазерної плавки застосовується для по- будови об'єктів складної геометричної форми, часто з тонкими стінка- ми і порожнинами. Можливість комбінування гомогенних і пористих структур в одному об'єкті корисна при створенні імплантів – напри- клад, ацетабулярных чашок або інших ортопедичних імплантатів з по- ристою поверхнею, що сприяє остеоінтеграції (зрощуванню з кістко- вою тканиною). Крім того, SLM успішно застосовується в аерокосміч- ній галузі, дозволяючи створювати високоміцні елементи конструкцій, недосяжні за геометричною складностю для традиційних механічних методів виготовлення і обробки (фрезерування, різання тощо). Якість готових виробів настільки висока, що механічна обробка готових мо- делей майже не потрібна.Позитивним побічним ефектомслужить економія матеріалів, бо SLM в силу своєї специфіки є практично без-відходним виробництвом.
В ході випробувань NASA було встановлено, що деталі для ра- кетних двигунів J-2X і RS-25, виготовлені з нікелевих сплавів методом SLM, дещо поступаються по щільності матеріалу аналогам, що виго- товлено литтям з наступним зварюванням компонентів. З іншого боку, відсутність зварювальних швів сприятливо впливає на міцність виро- бів.
DMLS
DMLS (Direct Method of Laser Sintering) – метод прямого лазе- рного спікання – технологія адитивного виробництва металевих виро- бів, розроблена компанією EOS з Мюнхена. DMLS часто плутають зі схожоютехнологією вибіркової лазерної плавки.
Процес включає використання тривимірних моделей у форматі STL в якості креслень для побудови фізичних моделей. Тривимірна модель підлягає цифровій обробці для віртуального поділу на тонкі шари з товщиною, що відповідає товщині шарів, які наносяться друка- рським пристроєм. Готовий файл використовується як набір креслень під час друку. В якості нагрівального елемента для спікання металево- го порошку використовуються оптико-волоконні лазери щодо високої потужності – близько 200Вт. Деякі пристрої використовують більш потужні лазери з підвищеною швидкістю сканування (тобто пересу-вання лазерного променя) для більш високої продуктивності. Як варі- ант, можливе підвищення продуктивності за рахунок використання декількох лазерів. DMLS дозволяє створювати цілісні металеві деталі складноїгеометричної форми.
в середньому близько 20 мікрон. Для порівняння, типова товщина шару в аматорських і побутових принтерах, що використовують тех- нологію FDM, становить близько 100 мікрон.
Матеріали для 3D друку
Іншою цікавою особливістю процесу є відсутність необхіднос- ті побудови опор для нависаючих елементів конструкції. Не спечений порошок не видаляється під час друку, а залишається в робочій камері. Таким чином, кожен наступний шар має опорну поверхню. Крім того, невитрачений матеріал може бути зібраний з робочої камери після за- вершення друку і використаний заново. DMLS виробництво можна вважати фактично безвідходним, що важливо при використанні доро- гих матеріалів; наприклад, дорогоцінних металів.
Технологія практично не має обмежень по геометричній скла- дності побудови, а висока точність виконання мінімізує необхідність механічної обробки надрукованих виробів.
Технологія DMLS володіє декількома перевагамив порівнянні з традиційними виробничими методами. Найбільш очевидним є мож- ливість швидкого виробництва геометрично складних деталей без не- обхідності механічної обробки. Виробництво є практично безвідход- ним, що вигідно відрізняє DMLS від традиційних технологій. Техно- логія дозволяє створювати кілька моделей одночасно з обмеженням лише за розміром робочої камери. Побудова моделей займає близько кілька годин, що незрівнянно вигідніше, ніж ливарний процес, який може займати до декількох місяців з урахуванням повного виробничо- го циклу. З іншого боку, деталі, вироблені лазерним спіканням, не во- лодіють монолітністю, а тому не досягають тих же показників міцнос- ті, що і відлиті зразки, або деталі,вироблені традиційними методами.
DMLS активно використовується в промисловості зважаючи на можливість побудови внутрішніх структур цілісних деталей, недосту- пних за складністю традиційним методам виробництва. Деталіз комплексною геометрією можуть бути виконані цілком, а не зі складових частин, що сприятливо впливає на якість і вартість виробів. Так як DMLS не вимагає спеціальних інструментів (наприклад, ливарнихформ) і не виробляє великої кількості відходів, на відміну від тради- ційних методів, виробництво дрібносерійних партій за допомогою цієї технології набагатовигідніше, ніж за рахунок традиційних методів.
Технологія DMLS застосовується для виробництва готових ви- робів малого і середнього розміру в різних галузях, включаючи аеро- космічну, стоматологічну, медичну та ін. Типовий розмір області по- будови існуючих установок становить 250х250х250мм, хоча техноло- гічних обмежень на розмір не існує – це лише питання вартості при- строю. DMLS використовується для швидкого прототипування, зни- жуючи час розробки нових продуктів, а також у виробництві, дозво- ляючи скорочувати собівартість дрібних партій і спрощувати складан- ня виробів складної геометричної форми.Всі матеріали для тривимірного друку можна розділити на по- лімерні матеріали та метали. Поділ за технологіями тривимірного дру- ку є не зовсім правильним, адже один і той самий матеріал може за- стосовуватися в декількох методах [6].
Полімерні матеріалиABS-пластик
ABS-пластик, Акрилонітрілбутадієнстірол. Це найпопулярні- ший і один з кращих витратних матеріалів для 3D-друку. ABS не має запаху, не токсичний, ударостійкий і еластичний. Температура плав- лення становить від 240°С до 248°С. У продажу зустрічається у ви- гляді порошку або тонких пластикових ниток, намотаних на котушки, як показано на рисунку 2.5.

Рисунок 2.5 - ABS-пластик для 3D-принтера
3D-моделі, зроблені з ABS-пластика, довговічні і міцні. Асор- тимент кольорів ниток дуже великий, дозволяє втілити будь-яке ко- льорове рішення, але за допомогою цього матеріалу неможливо отри- мати прозорі моделі, адже прозорого ABS-пластика не існує.
Акрил
Застосування акрилу в 3D- друку досить вузьке, він використо- вується для створення прозорих моделей. У використанні акрил скла- дний, необхідно враховувати, що для даного матеріалу потрібна вища температура плавлення ніж для ABS-пластика, він так само швидко остигає і твердне, у зв'язку з цим в моделі з'являється багато дрібних повітряних бульбашок, які можуть викликати візуальні спотворення у вигляді каламутності виробу.
Нейлон
Друк нейлоном (рисунок2.6) схожий з печаткою ABS- пластиком. Але для друку нейлоном потрібна вища температура дру- ку, що знаходиться в діапазоні від 310°С до 325°С. У нейлону висока здатність вбирати воду, а також більш тривалий період застигання. Великі незручності викликає необхідність відкачки повітря з екстру- дера через токсичність компонентів нейлону, або друк під потужною вентиляційною системою. Через низький коефіцієнт тертя нейлону в екструдері необхідно замінитимеханізм на спеціальний, з великим коефіцієнтом зацепу. Незважаючи на перераховані недоліки, нейлон з успіхом використовують в 3D друку, адже деталі з даного матеріалу виходять не такими жорсткими, як з ABS-пластика, і його можна ви- користовувати в шарнірах ковзання.

Рисунок 1.6 - Нейлон для 3D-друку
Полікапролактон
Полікапролактон за властивостями збігається з біорозкладаним поліефіром. Це один з найпопулярніших витратних матеріалів для 3D друку. Він має низьку температуру плавлення, швидко твердне, забез- печує прекрасні механічні властивості готових виробів, легко розкла- дається в людському організмі і нешкідливий для людини. Крім того, він може застосовуватися відразу в декількох технологіях 3D-друку: SLS, ZCorp іFDM.
Полікарбонат
Полікарбонат – це твердий пластик,який здатний зберігати свої фізичні властивості в умовах екстремально високих та екстрема- льно низьких температур. Володіє високою світлонепроникністю, має високу температуру плавлення, зручний для друку методом FDM. При цьому його отримання пов'язане з рядом труднощів і він є екологічно безпечним. Використовується для друку надміцнихмоделей.
PLA-пластик
PLA-пластик – це самий екологічно чистий матеріал для 3D принтерів. Він виготовляється із залишків біомаси, силосу цукрових буряків або кукурудзи. Маючи масу позитивних властивостей, PLA має два істотних недоліки. По-перше, виготовлені з нього моделі не- довговічні і поступово розкладаються під дією тепла і світла. По - друге, вартість виробництва PLA дуже висока, а значить і вартість моде- лей буде значно більшою за вартість аналогічних моделей, виготовле- них з інших матеріалів. За зовнішнім виглядом PLA нитка не відрізня- ється від ABS нитки.
Поліпропілен
Поліпропілен (рисунок 2.7) – це найбільш легкий пластик з усіх існуючих. Порівняно з поліетиленом низького тиску гірше пла- виться і краще протистоїть стиранню. При цьому вразливий до актив- ного кисню,і деформується при негативних температурах.

Рисунок 1.7 - Поліпропілен для 3D-принтера
Поліфенілсульфон
Даний матеріал прийшов у 3D друк з авіапромисловості. Він практично негорить, характеризується теплостійкістю, високою твер- дістю. Нагадує звичайне скло, але перевершує його по міцності. Вико- ристовується в технології 3D-друку:SLS і FDM.
Поліетилен низького тиску
Це найпоширеніший вид пластмаси в світі, з якого виготовля- ють ПЕТ- пляшки, каністри, труби, плівки, пакети і т.д. У 3D-друку поліетилен низького тиску є неперевершеним лідером. Даний матеріал може бути використаний в будь-якій технології 3D-друку.
Металовмісні матеріали
Металеві порошки – найміцніший матеріал для 3D-друку. Ви- роби, створені на металевих 3D-принтерах, за багатьма параметрами перевершують аналоги, вироблені за допомогою традиційних техноло- гій.
Титан. Високоміцний біосумісний матеріал, застосовується в медицині, авіабудуванні, машинобудуванні, промисловості.
Інструментальна і нержавіюча сталь. Різні сплави сталі – найпоширеніші матеріали для 3D-друку. Вони служать для вирішення широкого кола завдань в різних сферах, стійкі до корозії, мають під- вищену міцність і зносостійкість.
Алюміній і його сплави. Легкий сплав, що володіє більш ни- зькою щільністю, ніж інші метали для 3D-друку. Володіє хорошими легуючими властивостями і електропровідністю. Використовується в автомобілебудуванні, аерокосмічній галузі, промисловості.
Кобальт-хром. Стійкий до корозії біосумісний матеріал. Во- лодіє високою міцністю, використовується в медицині та стоматології, а також у галузях з високими температурами.
Нікелеві сплави. Матеріал з прекрасною механічною міцніс- тю і здатністю до зварювання. Стійкий до 3000°С. Використовується в авіації,енергетиці,виробництві інструментів та інших галузях.
3D-принтери можуть використовувати для друку широкий на- бір матеріалів. Згідно з технічним завданням, адитивна машина може бути налаштована для роботи практично з будь-якими іншими типами металів:вольфрамом, нікель- кадмієвими сплавами,залізом, міддю. Однак процес налаштування 3D-принтера на новий матеріал супрово- джується багатьма труднощами і поки можливий тільки експеримен- тально, що не завжди дозволяє використовувати повноту можливостей принтера.
2
10 з 41 бала
Назвіть основні технології тривимірного друку.
.png)
3
10 з 41 бала
Перелічіть основні види полімерних матеріалів, що використовують для друку.
4
10 з 41 бала
Назвіть основні металеві матеріали для друку.
Рефлексія від 15 учнів
Сподобався:
0
Так: 12
Ні: 3
Зрозумілий:
0
Так: 12
Ні: 3
Потрібні роз'яснення:
0
Ні: 14
Так: 1