

Затискні механізми пристосувань.
Призначення та технічні вимоги до затискних механізмів.
План
1 Загальна характеристика затискних елементів пристосувань.
2 Вимоги, що пред'являються до затискних елементів
3 Види затискних елементів, силові приводи.
4 Методика розрахунку сил затискання.
Загальна характеристика затискних елементів пристосувань. В процесі механічної обробки заготовка повинна зберігати постійне положення відносно настановчих і опорних елементів. Для цього її необхідно надійно закріпити за допомогою затискних елементів різних конструкцій. Основним завданням затискних механізмів пристосувань є забезпечення постійності контакту базових поверхонь заготовки з настановчими і опорними елементами верстатного пристосування. 2 Вимоги, що пред'являються до затискних елементів До затискних механізмів пристосувань пред'являють наступні вимоги: 1. В процесі закріплення заготовок не повинне порушуватися їх положення, яке вже досягнуте базуванням на настановчі елементи пристосування. 2. Затискний механізм не повинен викликати деформації 59 закріплених заготовок і їх зсув. 3. Затискний механізм має бути простим (по конструкції), максимально зручним і безвідмовним в роботі, оскільки виривання заготовки під час обробки може привести до травмування верстатника. 4. Сила закріплення має бути мінімально необхідною, але достатньою для забезпечення надійного положення заготовки відносно настановчих і опорних елементів. 3 Види затискних елементів, силові приводи. У сучасних пристосуваннях використовують такі види затискачів: гвинтові, важельні, клинові, эксентрикові, пристосування рейко-рычажні і настановчо-затискні. Для створення сили закріплення використовують наступні силові приводи: 1. Ручний привод – вимагає мускульної сили. 2. Пневматичні, поршневі, діафрагмові. 3. Гідравлічні. 4. Пневмогідравлічні. 5. Вакуумні. 6. Електромеханічні, магнітні, електромагнітні. 7. Відцентрово – інерційні і приводи від рухливих органів верстата. 4 Методика розрахунку сили закріплення. Вихідні дані для визначення сили закріплення: 1. схема установки і закріплення заготовки; 2. точки контакту, величина і напрям сил, що виникають в процесі обробки деталі; 3. точка контакту сили закріплення і її напрям. В процесі обробки на заготовку можуть діяти сили: різання, інерційні, центробіжні, тертя. Сили різання за значенням, напряму і точкою контакту – змінні. Сили різання обчислюють за формулами теорії різання металів або вибираються за довідником. Оскільки сили різання змінні, в процесі їх розрахунку необхідно їх збільшувати, використовуючи коефіцієнт запасу К, гарантуючи при цьому надійність закріплення оброблюваної деталі. К вибирають за ГОСТ 12.2.029-77. Інерційні сили виникають, коли оброблювана деталь здійснює поворотньо – поступальний ход, також в разі швидкої зміни швидкості різання. Центробіжні сили виникають тоді, коли центр тяжіння заготовки зміщений відносно вісі обертання заготовки. Інерційні і центробіжні сили розраховуються за формулами теоретичної механіки. Сили тертя в пристосуваннях виникають на поверхні контакту заготовки з настановчими і затискними елементами. Ці сили перешкоджають повороту заготовки, тобто їх можна назвати силами опору переміщенню. По величині вони невеликі і їх прийнято виражати через коефіцієнт тертя f, який вибирається за спеціальними таблицями. При проектуванні пристосування необхідно правильно вибрати точку контакту і напрям сили закріплення. Тобто необхідно: 1. сила закріплення не повинна порушувати рівновагу заготовки, яка досягнута базуванням на настановчі елементи, і не повинна створювати перевертаючого і вигинаючого моментів, які приводять до появи похибки закріплення; 2. крапка контакту сили закріплення має бути розміщена як можна ближче до місця обробки, а по напряму – перпендикулярною до поверхні настановчих елементів; 61 3. для попередження зрушення необхідно передбачити упори, які дозволять зменшити силу закріплення і змінити її напрям. Для розрахунку сили закріплення необхідно на схемі базування відображувати всі сили, що діють, на заготовку: сили і моменти різання, сили закріплення, реакції опор і сили тертя. Далі складаємо рівняння сил моментів. Вирішуючи рівняння визначаємо силу закріплення Q. Після визначення Q необхідно вибрати вид затискного пристосування, який залежить від виду виробництва, розмірів і конфігурації оброблюваної заготовки, характеру виконуваної операції. Затискні елементи пристосувань прийнято поділяти на прості (гвинтові, важельні, клинові, эксентрикові) і складні (комбіновані), такі, що складаються з декількох простих. Наступним етапом є розрахунок параметрів силового приводу і підбір їх найближчих значень до розрахованих величин відповідно до державного стандарту. Контрольні питання: 1 Приведіть загальну характеристика затискних елементів пристосувань. 2 Які вимоги пред'являються до затискних елементів 3 Приведіть види затискних елементів, силові приводи. 4 Що включає в себе методика розрахунку сил затискання. Література: (Б3), с.44…46
Лекція № 8 Графiчнi позначки затискачів. Схеми дії сил. Формули для визначення зусиль затиску заготовок у пристроях з різними типами затискачів План 5 Графічні позначення затискачів. 6 Схеми дії сил. Формули для визначення сил затискання. 5 Умовні позначення затисків
приведені на рис. 1.
Наименование зажима | Обозначение зажима на видах | ||
спереди, сзади | сверху | снизу | |
1. Одиночный |
|
| |
2. Двойной |
|
|
|


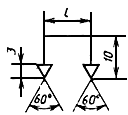
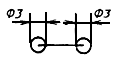

Рисунок 1 - Умовні позначення затискачів 6 Схеми дії сил. Формули для визначення сил затискання. Затискний пристрій, що попереджує зсув заготовки від дії сили: 1 Сили обробки Р і затиску Q притискають заготовку до опор пристосування (рис.1а). При постійному значенні Р сила Q = 0. Цій схемі розрахунку відповідають: обточування в центрах, протягання отворів і ін. випадки обробки. При нестабільному Р (фрезеруванні) Q > 0 Сила закріплення: Q = KN, К – коефіцієнт запасу (К >1). 2 Сила обробки Р направлена проти затискного пристрою. Для затискного пристрою другого типа повинна дотримуватися умова Q = KР (рис.1 б). Сила закріплення: Q = KР(j2/j1+j2), j1, j2 – жорсткості настановчих і затискних елементів. 3 Сили обробки прагнуть зрушити заготовку від настановчих елементів (рис.1в). Схема характерна при величині подачі, що змінюється (маятникове фрезерування). Зсув заготовки попереджається силами тертя, що виникають в місцях контакту заготовки з настановчими і затискними елементами, відповідно Р < Qf1+Qf2, f1,f2 – коефіцієнти тертя заготовки з настановчими і затискними елементами. Сила закріплення: Q=KP/f1+f2 64 Ця розрахункова схема застосовується для випадку установки на два пальці і перпендикулярну ним площину. 4 Сили обробки направлені проти опор (Р1) і прагнуть зрушити заготовку в бічному напрямі (Р2) (рис. 1г). За наявності затискного пристрою другого типа: Р2 < (Q+P1)f2 + Qf1, звідки Q = (KP2-P1f2)/(f1+f2). За наявності затискача першого типа: Q = KP/2f, f1 = f2 = f. 5 У відмінності від попереднього випадку сила Р1 направлена проти затискного пристрою. Сила затиску має бути достатньою, аби заготовка не зрушувалася у напрямі дії сили Р2 (рис.1 д). Використовуючи затискний пристрій другого типа отримаємо: Q1 = K1P1; Q2 = (P1f2+P2K2)/(f1+f2). З Q1 і Q2 вибираємо більше і приймаємо за розрахункову величину. 6 Схема обробки заготовки, закріпленої в пристосуванні горизонтально прикладеною силою Q (рис. 1е). Затискний пристрій, що попереджує прокручування заготовки від дії моменту: 1 Заготовка, встановлена в трикулачковому патроні, знаходиться під дією моменту М і осьової сили Р. Сила затиску W(Q)= KM/3fr, r – радіус заготовки, f – коефіцієнт тертя її поверхні в кулачках (рис. 1ж). 2 Заготовка, що центрується по виточці, притискається до трьох опор двома або декількома прихватами (рис. 1з). В процесі обробки виникає зрушуючий момент М і осьова сила Р, тоді W(Q)= (KM-f2Pr)/(f1r2 + f2r1). 3 Заготовка встановлюється на торцеву кільцеву поверхню (рис. 1и). Сила закріплення визначається за формулою: , де D, d – діаметри заготовки і кільця, мм; 65 R2 – відстань від вісі заготовки до точки прикладання сили закріплення, мм 4 Циліндрична заготовка закріплена в призмі з кутом a (рис. 1к). Без врахування тертя на торці: W(Q)= KM/(f1r+(f2r/sin a /2)). Якщо заготовка зрушується осьовою силою Р уздовж призми: W(Q)= KР/f1+f2(1/sin a /2). При обточуванні досить довгої заготовки, консольно – закріпленою в трикулачковому патроні, сила закріплення має бути такою, аби утримати її в кулачках: Q = KPzL/1,5rf, де Pz – сила різання, Н; L – довжина заготовки, мм; r – радіус заготовки, мм
.png)