

ВИХІДНІ ДАНІ ДЛЯ ПРОЕКТУВАННЯ ТЕХНОЛОГІЧНИХ ПРОЦЕСІВ
При проектуванні технологічних процесів вихідними даними є: річна програма випуску даного вироби, матеріал, геометричні параметри і технічні умови на виготовлення. Технолог повинен знати призначення виготовляється вироби, умови, при яких воно повинно працювати, вимоги точності, які пред'являються до нього, а також виробничу обстановку на даному підприємстві: наявність необхідного обладнання, робочих відповідної кваліфікації, можливість інструментального забезпечення і ін. При проектуванні технологічних процесів технолог керується нормативними, довідковими та керівними документами.
На початковому етапі технолог повинен уважно вивчити робочий креслення деталі з точки зору зручності її виготовлення при найвищої продуктивності і доцільною економії. Конструкція, представлена на кресленні, повинна бути технологічна, тобто повинні бути виконані всі можливі заходи, що знижують витрати і скорочують час на проектування, технологічну підготовку виробництва, виготовлення, технічне обслуговування та ремонт при забезпеченні необхідної якості і максимальної продуктивності. Незважаючи на те, що надходять до технологу креслення і інша технічна документація є обов'язковими для виконання документами, після їх аналізу технолог може запропонувати внести зміни в конструкцію виробу, технічні умови виготовлення або змінити простановку розмірів (рис. 2.62).
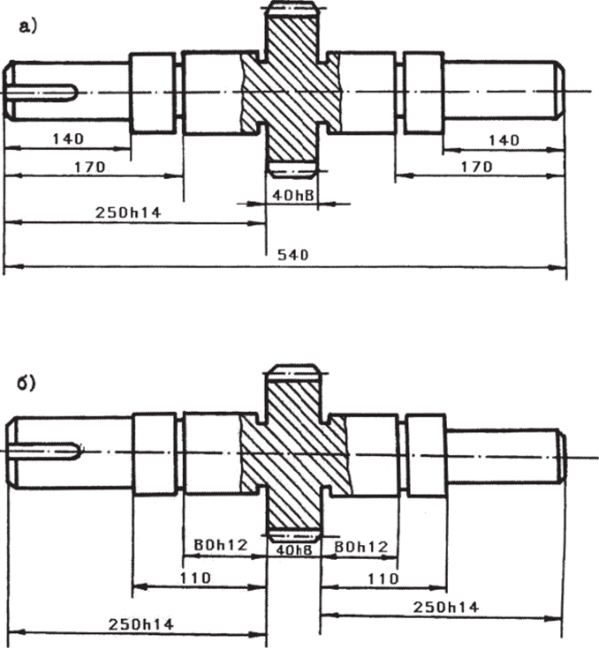
Мал. 2.62. Варіанти проставляння розмірів на кресленнях вала:
а - правильно (виділена операція шліфування), б - неправильно (необхідно встановити жорсткі проміжні технологічні допуски)
Для того щоб виріб був технологічно, необхідно виконати ряд умов, основними з яких є:
1. Необхідно, щоб виріб по можливості було простим, що складається з найменшого числа складових ланок. При цьому знижуються вимоги точності, спрощуються виготовлення та складання.
2. Геометричні параметри вироби і матеріал, з якого воно виготовляється, повинні дозволяти максимально наближати розміри і форму заготовок до готового виробу, тобто використовувати прогресивні методи отримання заготовок (лиття під тиском, об'ємна штампування, гаряче пресування і ін.), що знижують обсяг подальшої механічної обробки. При цьому знижуються відходи металу в стружку, знос інструменту, зменшуються витрати енергії і час обробки.
3. Розміри на кресленнях повинні бути проставлені з урахуванням можливості їх отримання при механічній обробці за принципом автоматичного отримання розмірів на налаштованих верстатах, із забезпеченням суміщення конструкторської, вимірювальної та технологічної баз. Необхідно враховувати, що одна з необроблених поверхонь використовується на першому етапі обробки в якості чорновий бази і від неї обов'язково повинен бути проставлений розмір до оброблюваної поверхні, яка в подальшому буде основною базою. Від неї повинні бути проставлені всі інші розміри до оброблюваних поверхонь.
4. Кожна деталь вироби повинна бути максимально простий по конфігурації і мати максимально можливі допуски на виготовлення і мінімально допустимі вимоги по шорсткості. Це дозволяє знизити обсяг механічної обробки і спростити її.
5. Оброблювані деталі повинні мати такі геометричні параметри, які дозволяють використовувати прогресивні методи багатоінструментальною обробки із застосуванням високопродуктивного автоматизованого обладнання.
6. Що виготовляються деталі повинні мати максимально можливе число стандартних типових поверхонь, що дозволяє впроваджувати групову обробку, обходитися меншим за найменуванням числом ріжучого і вимірювального інструмента.
7. Конструкція виробу повинна дозволяти використовувати автоматизовану складання з застосуванням методів повної або часткової взаємозамінності.
Процес виконання всіх перерахованих вище заходів є досить складним і вимагає від технолога наявності високої кваліфікації, інтуїції, досвіду і знання конкретного виробництва і його можливостей. Крім того, проведення одних заходів може суперечити іншим, оскільки немає абсолютно технологічної конструкції і кінцевий варіант конструкції виробу і технологія його виготовлення вибираються з економічно доцільних параметрів і з урахуванням можливостей даного підприємства.
З розвитком науки і техніки змінюються вимоги до випускається виробам, і існуюча технологія їх виготовлення переглядається, коригується і вдосконалюється відповідно до вимог часу.
Таким чином, конструкція виробу визначає зміст і послідовність технологічного процесу його виготовлення, в той же час технологія висуває певні вимоги до конструкції виробу. Тому має місце необхідність спільної роботи конструктора і технолога для вироблення найбільш оптимального варіанту.
Слід також зазначити, що, приступаючи до роботи з тією чи іншою деталлю, технолог повинен чітко уявляти, в якому виробі працює ця деталь, яке її призначення, які навантаження вона передає, які поверхні даної деталі є найбільш відповідальними, які вимоги точності пред'являються до цих поверхонь, якими характеристиками міцності повинна володіти дана деталь. Розроблюваний далі технологічний процес обробки деталі повинен забезпечити отримання всіх перерахованих вище параметрів деталі з мінімально можливими витратами.
Вихідні дані для складання технологічного процесу (0)
Технологічний процес є основою організації виробництва, оскільки від його змісту залежить кількість необхідного обладнання й робочої сили для виконання програми випуску деталей. Технологічний процес повинен забезпечувати найбільш економне виготовлення деталей відповідно до креслень і технічних вимог.
Перед розробкою технологічного процесу виробництва будь-якого виробу проектувальник-технолог повинен мати креслення всіх деталей, загальні види вузлів і машин у цілому та вимоги щодо приймання; вузлові та загальні специфікації, обсяг річної програми випуску продукції та вимоги, яким вона повинна задовольняти; виробничі можливості підприємства, на базі якого проектується технологічний процес, тобто мати основні відомості про наявність на заводі нормалізованої та спеціалізованої оснастки, обладнання, енергетичні потужності, а також дані, що характеризують рід, розміри заготовки та об’єкт виробництва.
Розробку технологічних процесів починають з вивчення вимог креслень, схем, технічних умов, стандартів, плану випуску продукції; відомостей та паспортів обладнання, каталогів на інструменти, сертифікатів на матеріали, інструкцій на випробування та приймання й інших вихідних матеріалів.
Найважливішим технічним документом для розробки технологічного процесу є креслення — це умовне графічне зображення деталі або машини, що виготовляється. Для проектування технологічних процесів механічної обробки деталей та складання машин технолог повинен мати робочі креслення деталей виробів, складальні креслення вузлів, комплектів, механізмів, креслення загального виду виробу, специфікації деталей машин, опис конструкції з необхідними рисунками чи фотографіями та схемами, які сприяють правильному розумінню майбутньої роботи. Відомо, що на кресленні вказано вид заготовки, розміри, матеріал, з якого повинна виготовлятися деталь, чистота та види обробки поверхонь, технічні умови контролювання та випробування. За кресленням визначають форму, будову та інші важливі особливості виробів.
На кресленнях вказано допуски та розміри, які стосуються взаємного розміщення деталей і складання машини, зроблено необхідні позначення. Без цих даних взагалі не можна розробити технологічний процес.
Технолог повинен перевірити наявність на кресленні всіх необхідних вихідних даних для визначення конструкції й форми: проекцій, розрізів та перерізів для встановлення розмірів і допусків на точність і шорсткість поверхонь, дотримування правильних геометричних форм та взаємного положення елементів та інших технічних вимог, що ставляться до деталей (термічна обробка, покриття поверхонь, твердість, балансування тощо).
.png)