Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Технологія обробки деталей двигунiв та технормування›
- установчі елементи пристроїв

Урок:
установчі елементи пристроїв

20.04.2023
III курс, Дорослі
1
3
35
0
0
0
Вміст уроку:
1
Опис, який учні побачать перед початком уроку
1 Деталі та механізми пристосувань призначені для забезпечення відповідності технологічного процесу одноманітного положення установлюваних в пристосуванні заготовок відносно ріжучого інструменту, називаються установочними.
Установочні елементи, на які діють сили затиску чи різання називаються головними. Тобто основними. Інші – орієнтуючими, або допоміжними.
Деталі тільки ті що сприймають навантаження від сил затиску, чи різання, але не виконують установочних функцій, називаються упорами або опорами.
Установочні деталі пристосувань служать для установки на них базових поверхонь оброблюваних деталей.
Основні опори жорстко закріплені в пристосуванні і визначають положення оброблюваної деталі в робочій зоні верстата відносно ріжучого інструменту.
Число опор у пристосуванні повинно бути не більше шести для правильної орієнтації деталі.
Допоміжні опори використовують не для базування, а для підвищення стійкості і жорсткості оброблюваної деталі в пристосуванні при обробці. Їх підводять до деталі і закріплюють, таким чином вони стають допоміжними жорсткими опорами.
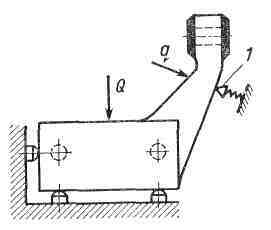
Рисунок 1 - Схема установки на шість точок з допоміжною опорою 1
Технічні вимоги, які пред’являються до установчих елементів
Конфігурацію опор вибирають від виду базової поверхні заготовки, але їх конструкція повинна задовольняти всім загальним вимогам:
а) опори повинні розташовуватися так, щоб заготовка легко встановлювалась в потрібне положення і не змінювала його під впливом власної маси при закріплені в пристосуванні;
б) конструкція опор і пов’язаних з ним елементів пристосування повинна виключити перевірку установки заготовки;
в) опори повинні бути жорсткими і не деформуватися під дією сил різання чи затиску;
г) розташування опор відносно напрямку дії сил різання повинно бути таким, щоб при обробці заготовка не деформувалась, не змінювала положення відносно сил різання.
д) знос робочих поверхонь опор повинно бути мінімальним.
На робочих поверхнях не повинні з’являтися забоїни, тому матеріал і термообробка повинні забезпечувати високу твердість та зносостійкість робочих поверхонь.
Матеріал для опор і твердість визначають в залежності від базових поверхонь і габаритів обробляємої деталі.
Основним матеріалом для постійних і змінних установочних пальців є -
сталь У8А, HRCэ 58…62, загартування.
Опори регулюючі виготовляють із сталі 20Х твердість HRCэ 52…63
Призми опорні - сталі 20Х - цементація h 0,8…1,2 HRCэ 52…63
Опори шарові ст 45 HRCэ 38…42
Опори постійні : сталь У7А при D<12;
сталь 20Х HRCэ 52…63 цементація h 0,8…1,2 при D >12
сталь 45 HRCэ 42…48 для опор нарізних при D>12
Пластини: сталь 20Х цементація h 0,8…1,2 HRCэ 52…63
Класифікація установчих елементів пристосування
Опори основні бувають: постійні, регульовані, та плаваючі.
Постійні – це опорні пальці, штирі та пластини :
Для необроблених поверхонь застосовують штирі з нарізною поверхнею, яка забезпечує надійне зчеплення з заготовкою.
Для оброблених поверхонь застосовують опори з плоскою поверхнею
Сферичні (кульові)поверхні мають більший знос але забезпечують опору заготовці завжди в визначеній площині. Використовують для оброблених і необроблених поверхонь.
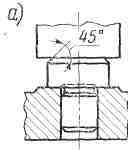
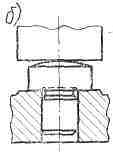
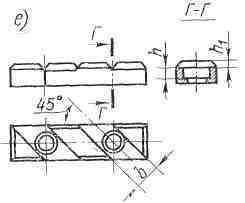
Там де треба пересувати заготовку по поверхні пристосування застосовують пластини (плоскі) або з похилими пазами, які мають нахил 450 і глибину 1-3 мм.
Плоскі пластини закріпляють на стійках пристосувань
Установчі опори (пальці, штирі) запресовують в корпус пристосування
 Для змінних опор в отвір пристосування запресовують втулку. Це забезпечує швидку заміну зношених опор на нові.
Для змінних опор в отвір пристосування запресовують втулку. Це забезпечує швидку заміну зношених опор на нові.
Опори для встановлення заготовок зовнішніми і внутрішніми поверхнями обертання
Установку заготовок по зовнішнім циліндричним поверхням проводять в опорних призмах, втулках, кільцях і самоцентруючих патронах.
При встановленні заготовки отворами - застосовують установочні пальці – циліндричні та зрізані.
Призми – для циліндричних поверхонь. Робоча поверхня призми розташована одна відносно одної під кутом 
Для точної установки призми на корпусі її з’єднують штифтами і закріплюють гвинтами.
Виготовляють робочі поверхні дуже точно.
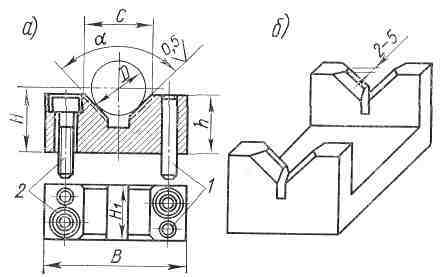
Рисунок 4 - Установочні призми: а – цільні призми – для установки невеликих валів – 1 – штифти, 2 – гвинти; б – вузькі призми – для установки довгих або ступінчатих валів
Основними розмірами призми є – В, Н, C, h, які приймаються конструктивно, і кут α. Розмір С - потрібен для розмітки і її чорнової обробки, а розміри Н і h – для остаточного контролю призми.
Відстань Н між віссю вала, який встановлено в призму, і основою призми міняється в залежності від допуску на діаметр D вала і кута α;
при  залежність між розмірами C, Н і h визначається по формулі :
залежність між розмірами C, Н і h визначається по формулі :
H = h + 0,707D - 0.5C
Допустимі навантаження по вимогам контактної точності.
Q = 0,7·b·D
де b– довжина контакту заготовки з призмою,
D - діаметр заготовки
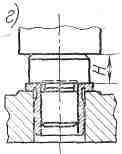
Для чистових базових поверхонь деталі застосовують широкі опорні призми (рисунок 1а)
Для чорнових базуючи поверхонь застосовують вузькі призми (рисунок 1в) або в бокові поверхні призми запресовують опори циліндричні рисунок 1б), якщо поверхня заготовки має нерівну, бочкоподібну поверхню або інші похибки форми, тоді заготовка займає в таких призмах цілком стійке положення.
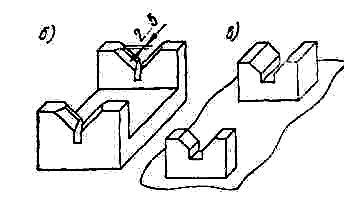


в)
г)
а) б)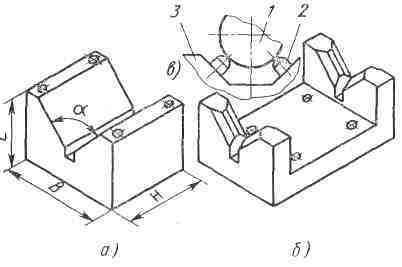
Рисунок 1 – Опорні призми
Для великих заготовок або ступінчатих валів застосовують збірні призми (рисунок 1г).
Матеріал призм сталь 20Х, цементація h 0,8…1,2мм, HRCэ 57…63
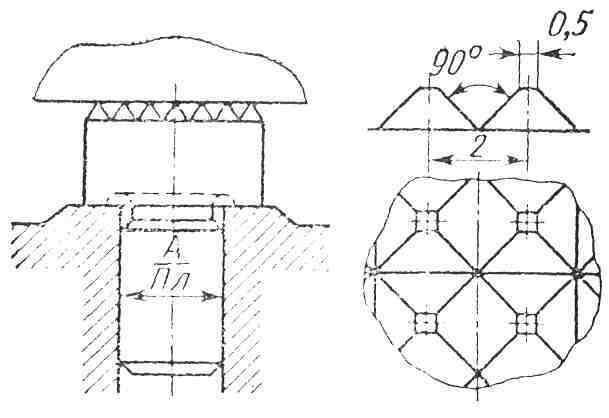
У пристосуваннях знаходять застосування, головним чином, призми з кутом α = 90°. При обробці звисаючих (консольних) частин заготівки використовують опори, що підводяться і самовстановлюються, у вигляді плоских або призматичних елементів.
Призми великих розмірів роблять з сірого чавуну з прикрученими сталевими розжареними щоками. Недолік цієї конструкції — знижена жорсткість через наявність додаткових стиків. Призми кріплять до корпусу пристосування гвинтами і фіксують контрольними штифтами. Нижню і бічні (робочі) поверхні призм шліфують до Ra 0,4 класу чистоти.
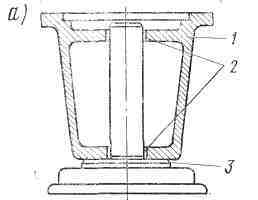
 Якщо деталь має базові шийки і вони виготовлені по 2-3 му класу точності, тоді застосовують установку на втулку.
Якщо деталь має базові шийки і вони виготовлені по 2-3 му класу точності, тоді застосовують установку на втулку.
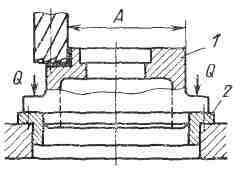
Рисунок 3 – Схема установки заготовки на втулку
На рисунку 3 показано приклад установки корпусної деталі 1 на втулку 2 з базуванням по циліндричному поясочку і торцю фланця. Три (3) опорні точки по торцю і дві (2 по циліндру.
Втулки виготовляють із сталі 20Х, передбачаючи цементацію на глибину 0,8—1,2 мм з твердістю робочих поверхонь HRCэ 57…63.
Установочні пальці застосовують при базуванні заготовки по площині або торцях і отворам; для установки на них одним або двома отворами оброблюваної деталі.
Установлюючи пальці – бувають - постійні циліндричні і зрізані, змінні.
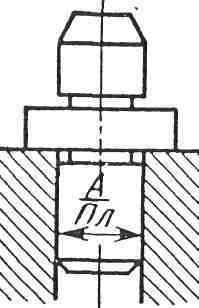
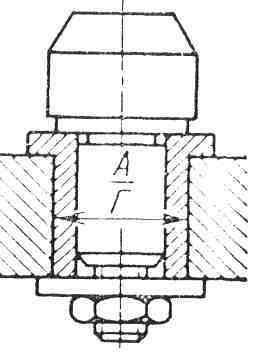
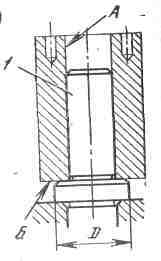
Рисунок 5 – Установка на довгий палець
Основна базова поверхня – отвір А – 4 опорні точки
Допоміжна база – торець Б - одна опорна точка.
Деталь має одну степінь свободи – обертання навколо пальця.
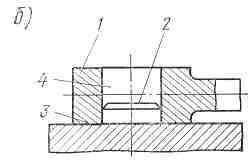
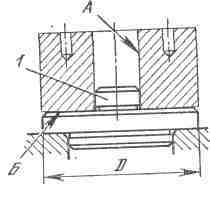
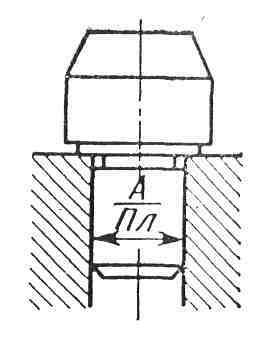
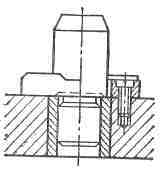
Рисунок 6– Установка на низький ( короткий ) палець
Якщо основною базою є торець, то застосовують низькі пальці.
Б – три опорні точки;
А – дві опорні точки
Деталь має одну степінь свободи – обертання навколо пальця.
 2 2
2 2
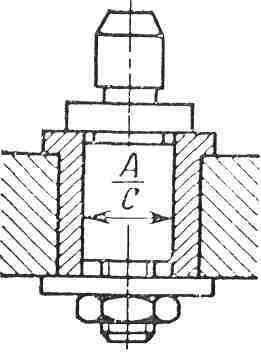
Можна застосовувати комбіновані установочні елементи
1 – заготовка; 2 – пластина; 3 – установочний палець
Опорні штирі і пластини повинні виступати над корпусом пристосування, щоб їх не засмічувала стружка.
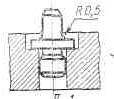

Для базування заготовок з необроблюваною плоскою головною базуючою поверхнею інколи замість указаних опор застосовують регульовані опори, щоб була можливість змінити висоту опор відповідно до величини припуску у заготовок різних партій.
Регульовані опори можуть бути як основні так і допоміжні.
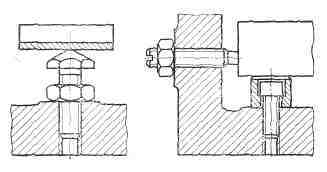
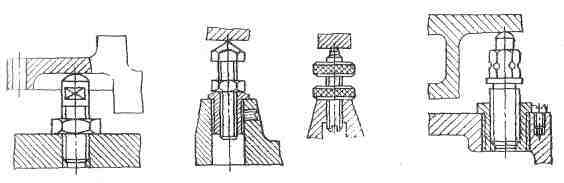
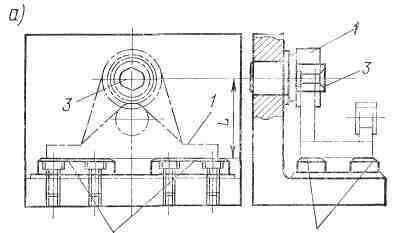
Рисунок 2 - Приклади конструкцій і установки заготовок на регульовані опори
Допоміжні опори використовують для збільшення стійкості та жорсткості заготовок в процесі обробки.
Бувають самовстановлюючі, плаваючі та підводящі опори.
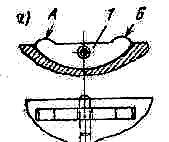
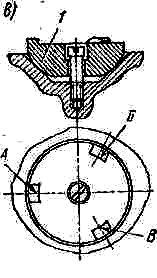
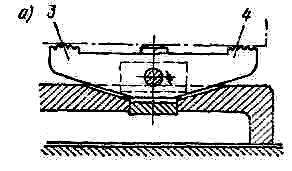
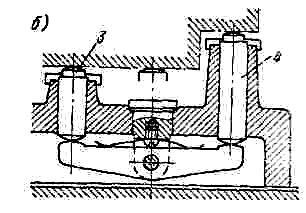
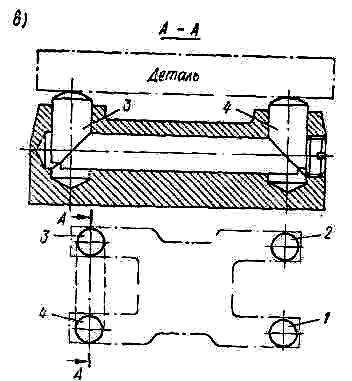
Рисунок 3 - Самовстановлюючі основні опори : 1,2- жорсткі опорні штирі, 3,4 – плаваючі опори, 5- плаваючий елемент з двома (трьома) точками А,Б,В
Підводящі опори – механізовані (переміщення за допомогою механізованого приводу).
1
Відповісти письмово на запитання.
Основні правила установки заготовок.
Види установчих елементів пристроїв.
.png)
Рефлексія від 1 учня
Сподобався:
0
Так: 1
Ні: 0
Зрозумілий:
0
Так: 1
Ні: 0
Потрібні роз'яснення:
0
Ні: 1
Так: 0