

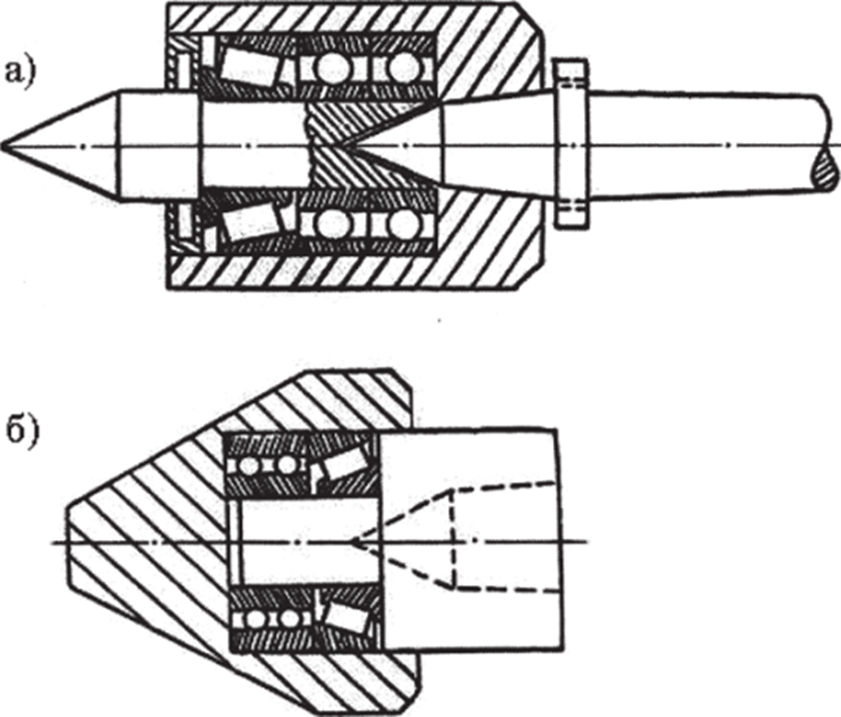
Мал. 2.103. Обертові центри зі змінною голівкою для обробки:
а - деталей середніх розмірів; б - габаритних деталей
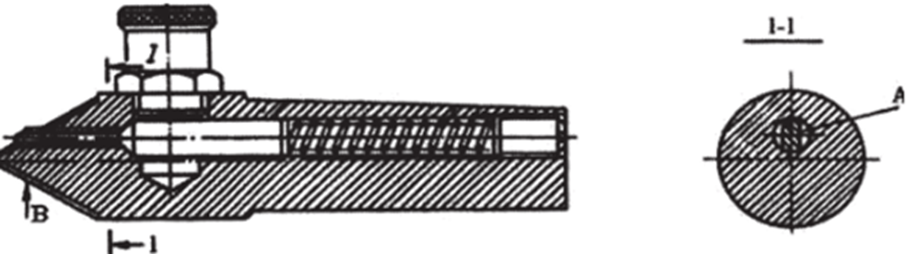
Мал. 2.104. Спеціальний токарний центр
Мал. 2.105. Невращающейся токарний центр:
а - плаваючий повідковий; б - грибковий
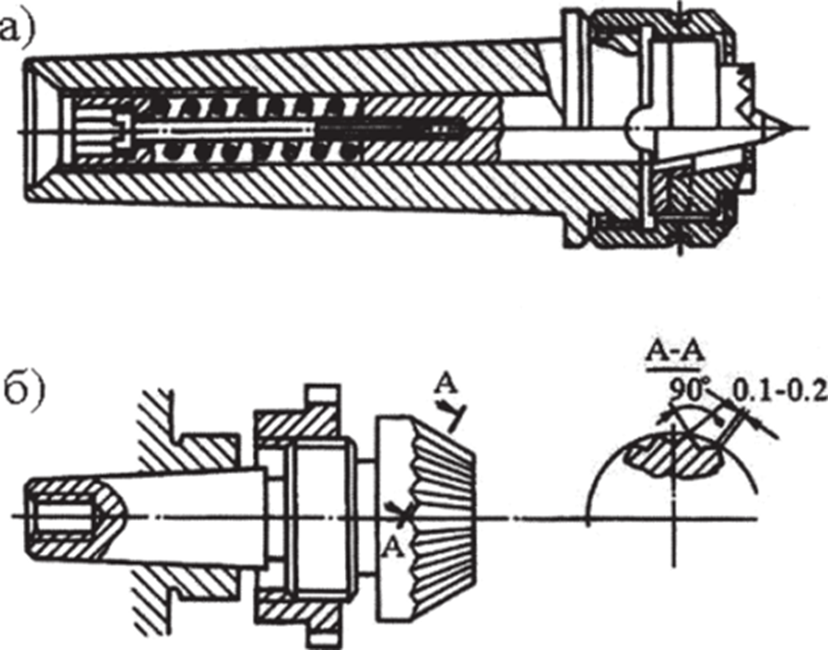
Мал. 2.106. Невращающейся токарний центр з сердечником з композиційного матеріалу
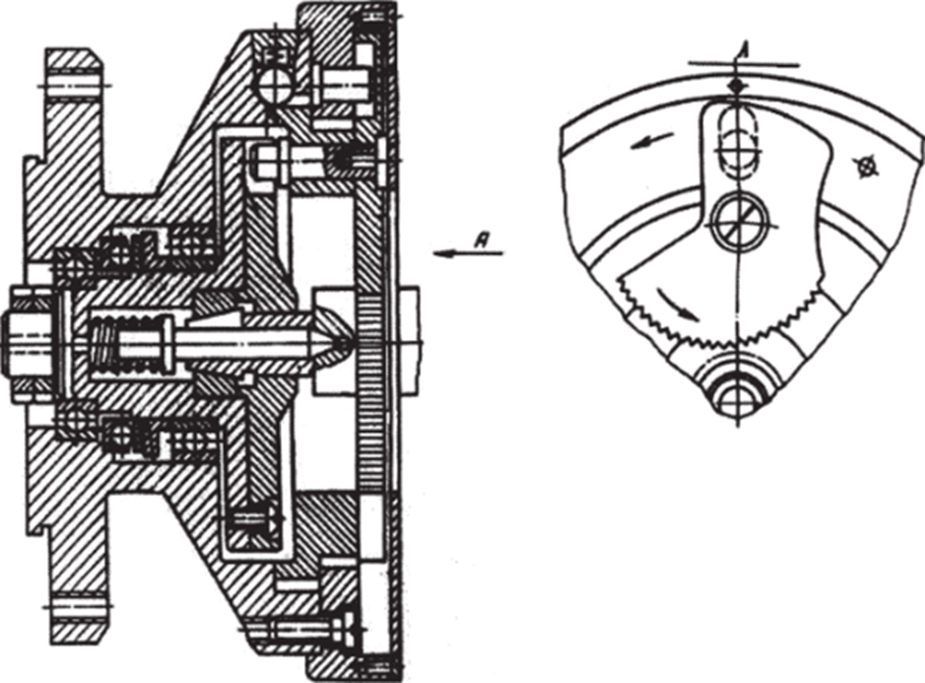
Мал. 2.107. Інерційний патрон з плаваючим центром для верстата З ЧПУ
Затискні пристрої (рис. 2.108) пристосувань служать для надійного контакту базових поверхонь деталі з установочними елементами, а також запобігають зміщення і вібрації деталі в процесі механічної обробки. Одні затискні пристрої служать тільки для установки і фіксації, а інші ще й центрують заготовку в пристосуванні (цанги, трикулачні призми, патрони і т. П.).

Мал. 2.108. Класифікація затискних механізмів
При обробці великогабаритних важких заготовок, що мають стійке положення, затискні пристрої можуть не використовуватися, особливо коли сили різання незначні і їх напрямок не порушує установку заготовки.
До затискним пристроїв пред'являються такі вимоги:
- затискні елементи не повинні порушувати якість поверхні заготовки і її деформацію;
- в процесі затиску не повинно відбуватися зсув заготовки з її початкового положення;
- затискні пристрої повинні забезпечувати жорстку фіксацію заготовки в процесі механічної обробки;
- затискні пристрої повинні володіти швидкодією і зручністю в обслуговуванні.
Для забезпечення гарантованої фіксації заготовок у пристосуванні необхідно розраховувати силу затиску, яка залежить від виду та інтенсивності обробки, напрямки дії сил різання і схеми затискного пристрою.
Існує п'ять основних варіантів взаємного розташування сил різання і затискних сил (рис. 2.109).
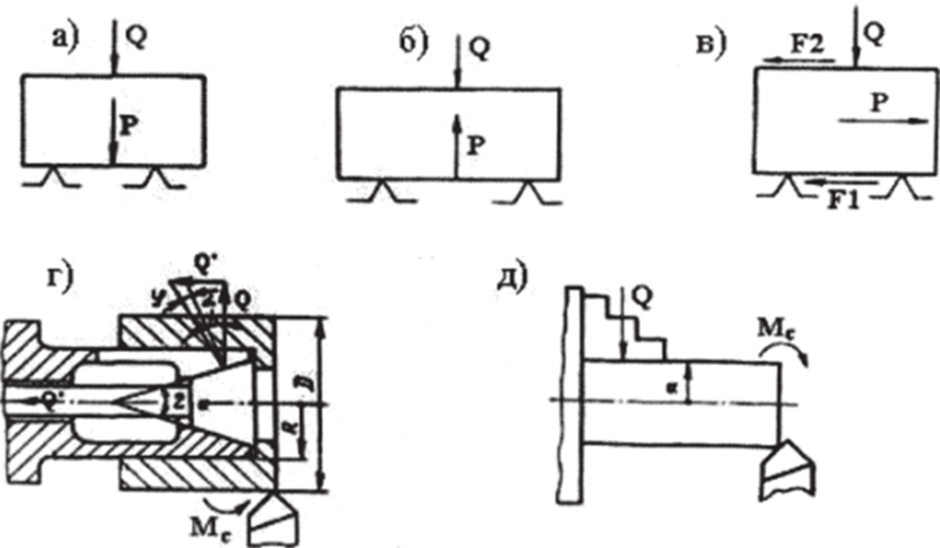
Мал. 2.109. Варіанти розташування зусиль для розрахунку сили затиску
I варіант (рис. 2.109, а). Сили різання Р і сили затиску притискають заготовку до настановних елементів пристосування. Якщо при цьому виникають другорядні сили N, то: Q = KN, де: Q - сила затиску, а К- коефіцієнт запасу

де КI - коефіцієнт, що враховує наявність нерівностей на поверхні заготовок, К / - 1,0 - для чистових робіт і К / = 1,2 - для чорнових;
Кг - коефіцієнт, що враховує збільшення сил різання в зв'язку із зносом інструменту: кг = 1,0 ... 1,9;
До 3 - коефіцієнт вводиться, якщо різання переривчасте,
* 0 = 1,2;
До 4 - коефіцієнт, що залежить від сталості затискної сили. Для пневматичних і гідравлічних затискачів К 4 = 1,0, для ручних До 4 = , 3;
До $ - коефіцієнт, що враховує зручність розташування затискних елементів. Якщо поворот затискної рукоятки здійснюється на кут менш 90 °, то До $ = 1,0, якщо більше 90 ° -Я> = 1,2;
Кв - коефіцієнт, що залежить від наявності моментів, що крутять. При установці заготовки на обмежену поверхню опор КБ = 1,0, при великій поверхні контакту До 6 = 1,5.
II варіант (рис. 2.109, б). Сила різання Р спрямована проти сили затиску Q. У цьому випадку: Q = КР.
III варіант (рис. 2.109, в). Сила різання Р прагне зрушити заготівлю від настановних елементів. Зсув заготовки при цьому попереджається наявністю сил тертя Fi і F 2 , що виникають в місцях контакту з затискними і установочними елементами. В цьому випадку

де - коефіцієнти тертя, які дорівнюють:
ззз
/ = 0,1 ... 0,15 при контакті оброблених поверхонь з опорними пластинами,
/ = 0,2 ... 0,3 при контакті необроблених поверхонь з установочними штирями зі сферичною голівкою,
/ = 0,5 ... 0,7 при контакті з загартованими рифленими елементами

IV варіант (рис. 2.109, г). Деталь типу втулки встановлена на цанговий оправці. Момент різання Мр прагне провернути заготівлю повинен бути урівноважений моментом тертя затиску.

При цьому зусилля на штоку має бути:

де (р - кут тертя на конічній поверхні цанги.
V варіант (рис. 2.109, д). Деталь обробляється в трикулачні патроні.
При цьому момент 
де Q - сила затиску на один кулачок, / - коефіцієнт тертя, R - радіус заготовки в місці затиску.
У механізмах найпростіших пристосувань використовуються гвинтові механізми, які безпосередньо дозволяють фіксувати заготовки в робочій зоні верстата .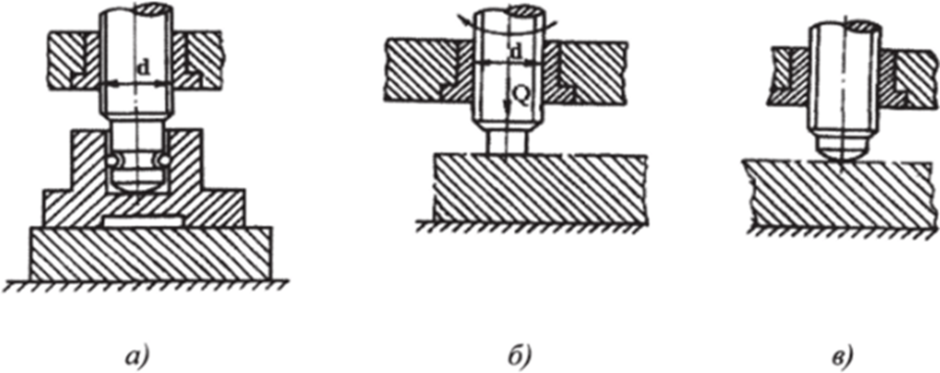
Мал. 2.110. Конструктивні виконання гвинтових механізмів:
а- з плоскою п'ятою; б- з циліндричної опорної поверхнею; в - зі сферичною опорною поверхнею
Розрахунок гвинтових механізмів починається з визначення сили затиску, яка залежить від сил різання, після чого розраховують діаметр гвинта за формулою

де С = 1,4 для метричної різьби; сг = 8 ... 10 кгс / мм 2 для стали 40;
Q = необхідна затискна сила.
Для отримання заданої затискної сили на рукоятці ключа треба розвинути корисний момент:
е Гер - середній радіус різьблення (= 0,45);
Q - необхідний зажимное зусилля; а - кут підйому різьби; р - кут тертя (7 ... 10 °);
М тр - момент тертя на опорному торці затискного гвинта:
У пристроях широко використовують важільні прихвати, які складаються з гвинтового і важеля механізмів (рис. 2.111). Як затиску може бути використаний ексцентрик, клин, пневматичний або гідравлічний циліндр.
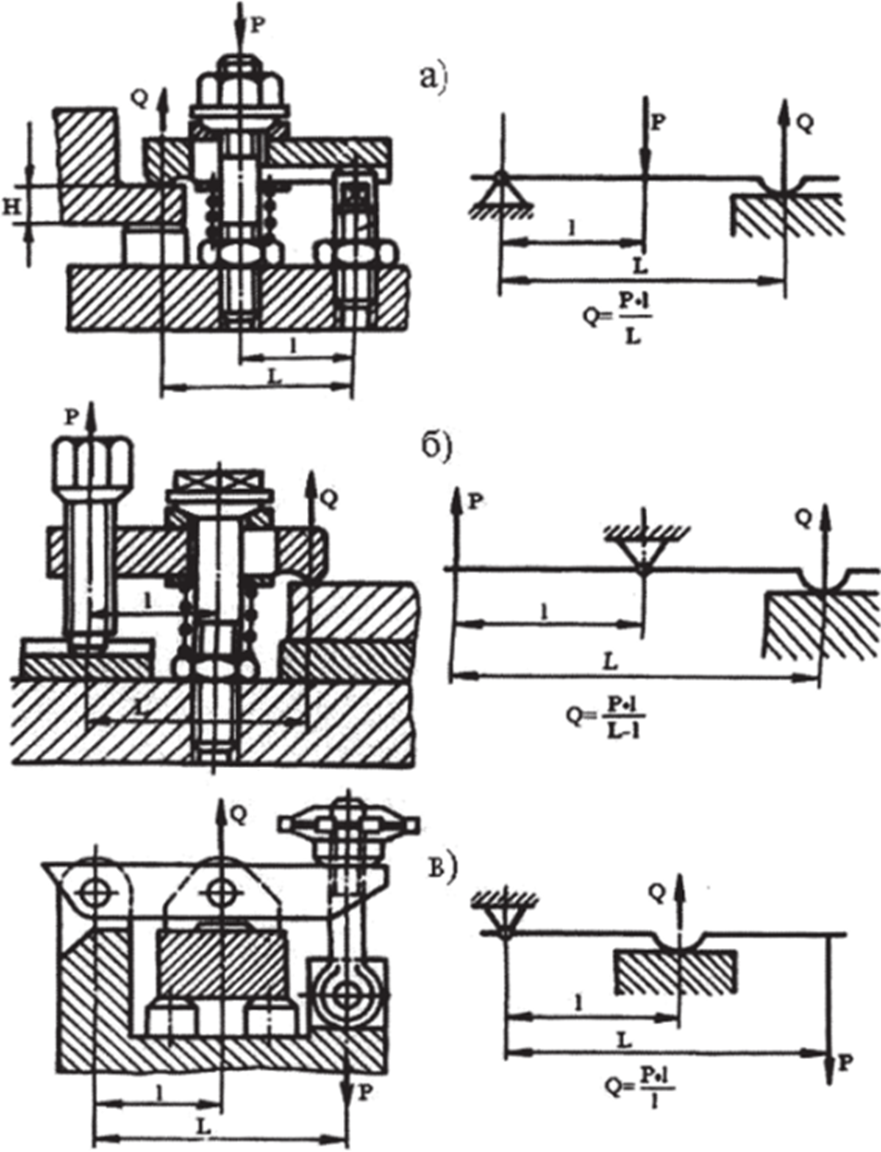
Мал. 2.111. Схеми і конструктивні виконання важільних механізмів:
а й б - з відкидними прихватами; в - з поворотним прихватом
Важелі прихватов можуть бути поворотні, відкидні, пересувні і виготовляються у вигляді планок.
Важільні прихвати є переналагоджувані і можуть бути використані для фіксації заготовок, що мають різні лінійні розміри і конфігурацію.
Залежно від схеми важільних механізмів може бути використана тільки частина прикладеної сили, вся сила або можна отримати виграш в силі.
Важелі прихватов повинні володіти високою жорсткістю і міцністю і не деформуватися під дією сил різання і затиску.
При використанні для механічної обробки мірного інструменту (свердла, зенкери, розгортки) доводиться використовувати пристрої для направлення робочої частини інструменту. До таких пристроїв відносяться кондукторні втулки, які бувають постійні, змінні і швидкозмінні.
Кондукторні втулки необхідні при обробці похилих отворів, щоб уникнути віджимання інструменту.
Постійні втулки в залежності від товщини кондукторной плити можуть бути гладкими і з бурти. Такі втулки запресовуються в кондукторную плиту по посадці H7 / g6 і можуть бути використані тільки для неінтенсивній експлуатації.
Змінні втулки застосовуються в тих випадках, коли має місце інтенсивна експлуатація і втулки швидко зношуються. Їх доводиться часто замінювати на нові. Установка змінних втулок здійснюється по посадці H7 / g6 у втулки, які запресовані в кондукторной плиті. Для запобігання від повороту і підйому змінні втулки фіксуються гвинтами. Такі втулки застосовують в умовах великосерійного і масового виробництва.
Постійні втулки в залежності від товщини кондукторной плити можуть бути гладкими . Останні застосовують в тих випадках, коли потрібно обмежити осьове переміщення ріжучого інструменту, наприклад при свердлінні некрізних отворів. Такі втулки запресовуються в кондукторную плиту по посадці H7 / g6 і можуть бути використані тільки для неінтенсивній експлуатації.
Змінні втулки застосовуються в тих випадках, коли має місце інтенсивна експлуатація і втулки швидко зношуються. Їх доводиться часто замінювати на нові. Установка змінних втулок здійснюється по посадці H7 / g6 в постійні втулки, які запресовані в кондукторной плиті. Для запобігання від повороту і підйому змінні втулки фіксуються гвинтами. Такі втулки застосовують в умовах великосерійного і масового виробництва.
У тих випадках, коли один отвір обробляється послідовно декількома інструментами, використовуються швидкозмінні втулки (рис. 2.112, в і 2.112, г), причому для кожного інструменту передбачена окрема втулка. У буртике втулки є наскрізною паз, який виконаний для того, щоб, не відгвинчуючи стопорного гвинта, можна було повернути втулку проти годинникової стрілки до збігу паза з головкою стопорного гвинта і замінити її.
У ряді випадків виявляється необхідним використання спеціальних втулок. Втулка (рис. 2.112, з ) застосовується при свердлінні нетехнологічних отворів в похилих площадках; подовжена Швидкозмінна втулка (рис. 2.112, і) використовується в тих випадках, коли отвір обробляють в поглибленні заготовки або коли установка і з'їм останньої утруднені. При малій відстані між осями оброблюваних отворів застосовують зрізані втулки (рис. 2.112, д, е) або одну загальну (рис. 2.112, к).
У тих випадках, коли один отвір обробляється послідовно декількома інструментами, то використовуються швидкозмінні втулки, причому для кожного інструменту передбачена окрема втулка. У буртике втулки є наскрізною паз, який виконаний для того, щоб, не відгвинчуючи стопорного гвинта, можна було повернути втулку проти годинникової стрілки до збігу паза з головкою стопорного гвинта і підняти її.
Зазвичай висота втулок становить 1,5 ... 2 діаметра отвору під інструмент. Кондукторні втулки виконуються з високовуглецевих сталей з наступним загартуванням до HRC60 ... 65.
При використанні кондукторних плит з втулками можливі два варіанти сходу стружки: перший - коли стружка з отвору піднімається по спіралі свердла і проходить через кондукторную втулку, а другий - коли стружка виходить з оброблюваного отвору, але залишається між поверхнею оброблюваної деталі і нижньою поверхнею кондукторной плити. Перший варіант менш бажаний, оскільки при проходженні стружки через отвір кондукторной втулки відбувається її інтенсивний знос.
.png)