Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Трудове навчання›
- Токарний верстат для обробки деревини як технологічна машина. Інструменти та прилади для виконання токарних робіт. Деревина для токарних робіт. 8 клас Трудове навчання

Урок:
Токарний верстат для обробки деревини як технологічна машина. Інструменти та прилади для виконання токарних робіт. Деревина для токарних робіт. 8 клас Трудове навчання

13.11.2022
Вміст уроку:
1
2
1
Тема : Токарний верстат для обробки деревини як технологічна машина. Інструмент та прилади для виконання токарних робіт. Деревина для токарних робіт.
Технологія токарної обробки деревини
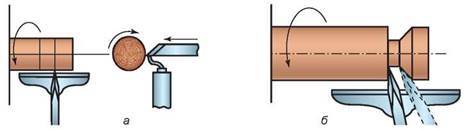
На токарному верстаті обточують в основному заготовки з деревини листяних порід - берези, бука, клена, липи, вільхи, ясена. Вони повинні бути сухими, без сучків і тріщин.
Найчастіше довгомірні заготовки закріплюють у тризубі. Для кріплення у тризубі заготовку слід підготувати . Заготовка звичайно має форму бруска квадратної форми. Спочатку на обох її торцях розмічають діагоналі. З одного боку на перетині діагоналей накернюють заготовку та змащують густим мастилом. З другого боку по одній з діагоналей виконують прорізь широкою ножівкою на глибину 6...8 мм. Наприкінці за допомогою рубанка зістругують ребра бруска. Надання заготовці восьмигранної форми виконується з метою безпечного точіння на початковому етапі.

Підготовка заготовки до кріплення у тризубі
Підручник встановлюють з мінімальним зазором (приблизно 2...3 мм) між опорною лінійкою і найбільшим діаметром заготовки. Максимальний зазор під час обробки не повинен перевищувати 10...12 мм. Якщо у процесі обробки зазор збільшився, необхідно зупинити верстат та перемістити підручник ближче до заготовки.
Правий кінець опорної лінійки має виступати за правий торець заготовки на 10...12 мм. Висота опорної лінійки підручника повинна бути на рівні осі обертання заготовки для деталей діаметром до 50 мм і на 4...5 мм вище осі обертання, якщо діаметр деталі більший ніж 50 мм.
Під час обробки заготовок, закріплених на планшайбі, опорну лінійку виставляють нижче осі обертання заготовки на товщину різця.
Перш ніж увімкнути верстат, закріплену заготовку вручну прокручують навколо осі, щоб перевірити, чи не торкається вона опорної лінійки підручника.
Отримавши дозвіл учителя, верстат вмикають на 10...15 с для додаткової перевірки встановлення заготовки та підручника.
Виконуючи чорнове обточування заготовок, реєр тримають правою рукою за кінець ручки, лівою притискують до опорної лінійки підручника й обережно наближують до заготовки, що обертається, доки лезо не почне знімати шар деревини (стружку) . Перший шар деревини знімають серединою леза . Реєр пересувають уздовж опорної лінійки підручника зліва направо, від тризуба до заднього центра. З метою безпеки праці частина заготовки (20...25 мм) у зоні тризуба не обробляється (припуск на обробку).
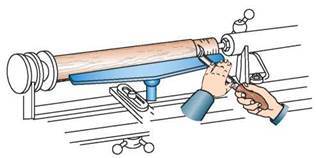
182. Хватка різця
Після цього знімають другий, третій та, за потреби, наступні шари деревини, доки заготовка не набуде циліндричної форми й необхідних розмірів. Бажано, щоб товщина стружки не перевищувала 1...1,5 мм.
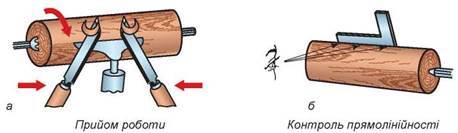
Реєр перемішують ліворуч та праворуч. Коли переміщують реєр ліворуч, його нахиляють так, щоб працювала ліва частина леза , а коли праворуч - тримають так, щоб працювала права частина леза . У процесі такої роботи працює все лезо, а тому різець не потребує частого заточування, що покращує якість оброблюваної поверхні.
Обробка реєром
Стояти за токарним верстатом слід прямо, рівномірно опираючись на обидві ноги, при цьому ліва нога має бути трохи попереду. Під час роботи обидві руки рухаються ліворуч або праворуч, одночасно переміщуючи різець, а корпус тіла залишається нерухомим. Відстань від заготовки до очей повинна становити приблизно 400 мм.
За чорнової обробки слід домагатися, щоб оброблювані поверхні набували найбільшої циліндричності з найменшою хвилястістю. Для цього останній шар деревини, що знімається різальним інструментом (товщина стружки), не повинен перевищувати 0,5 мм. Крім того, сповільнюють швидкість подачі. Припуск на чистову обробку має становити 1,5...2 мм.
Для чистового точіння застосовують косу стамеску. Її тримають так само, як і реєр. Тупий кут стамески направляють у бік руху, різальну кромку розміщують приблизно під кутом 40° до осі обертання заготовки. Стружку зрізують не всім лезом, а його серединою і нижньою частиною .
Обробка мейселем
Після обробки поверхня повинна бути гладенькою і заданого розміру. Прямолінійність поверхні контролюють лінійкою або кутником. Інструмент для контролю розмішують уздовж обробленої циліндричної або конічної поверхні методом «на просвіт». Контроль розміру циліндричних виробів перевіряють штангенциркулем кількома замірами по довжині.
Щоб полегшити роботу та зменшити кількість проміжних вимірів під час виготовлення деталей або виробів циліндричної форми, на чорновій заготовці канавочником виконують орієнтири (маячки) у вигляді кінцевих проточок . У проточках штангенциркулем вимірюють потрібний діаметр. Залишки деревини між проточками сточують, орієнтуючись на маячки. Якщо довжина деталі більша за 300 мм, роблять три проточки.
Виточування маячків глибини обточування
Обробку за допомогою орієнтирів застосовують під час виготовлення як циліндричних, так і конічних деталей.
Широкі конічні деталі обточують подібно до технології обточування деталей циліндричної форми, але опорну лінійку підручника повертають на потрібний кут до осі обертання заготовки . Деталі, що мають форму зрізаного конуса, можна виточувати, закріпивши заготовку на верстаті за допомогою тризуба або патрона з шипами. Повний конус виточують, закріпивши заготовку в чашковому або трикулачковому патроні. У процесі обточування різальний інструмент пересувають від основи конуса до його вершини. За такої подачі досягається висока чистота обробки конічної поверхні.
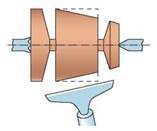
Обточування широких конічних поверхонь
Підрізати торці та відрізати готову деталь можна мейселем та відрізним різцем.
Щоб правильно підрізати торець, спочатку слід намітити граничну риску , по якій потім торцюють кінець виробу. Мейсель розміщують на опорній лінійці гострим кутом донизу й злегка притискують його до заготовки. Потім відступають 2...3 мм у бік припуску і, поставивши його під кутом приблизно 60° до осі обертання, відрізають частину припуску . Під час наступних підрізань косу стамеску ставлять так, щоб фаска була перпендикулярна до осі обертання деталі. Підрізавши торець, зрізують наступну частину заготовки з боку припуску. Послідовно повторюючи ці технологічні прийоми, торцюють далі, поки діаметр «шийки» не становитиме 7...8 мм для деревини твердих порід і 10...12 мм - для деревини м’яких порід. Після цього деталь знімають з верстата і стамескою зрізують «шийку», що залишилася.
Підрізання торців мейселем
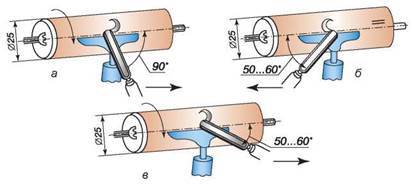
Відрізання деталей та підрізання торців у заготовках зручно також виконувати відрізним різцем. Для цього опорну лінійку опускають так, щоб різальна кромка різця була на висоті осі обертання заготовки. Відрізний різець тримають так, як і реєр, але подачу виконують перпендикулярно до осі обертання . Різець заглиблюють у заготовку на 12...15 мм, потім виводять його з канавки, відступають 1...2 мм у бік припуску (мал. 188, б, в) і знову виконують рух подачі.
Підрізання та відрізання відрізним різцем
Користуючись технологічними пристроями під час виготовлення виробів на токарному верстаті, необхідно дотримуватися таких правил безпечної праці:
1. Перед точінням деталей ознайомитися з призначенням та застосуванням пристроїв для кріплення заготовок.
2. Установити клинопасову передачу на найменшу швидкість обертання шпинделя.
3. Дібрати суху заготовку, яка не має тріщин, сучків та інших вад.
4. Обробити заготовку ручним інструментом, надавши їй форми восьмигранника.
5. Дібрати пристрій для кріплення заготовки відповідно до виду виконуваної роботи. Простежити, щоб заготовка міцно трималась у пристрої, оскільки під час увімкнення верстата вона може вирватись і травмувати того, хто працює.
6. Користуватися лише справним, добре загостреним інструментом з надійно насадженими ручками.
7. У разі виявлення будь-яких несправностей робочого обладнання, відчуття найменших ознак дії електричного струму, запаху диму, іскріння - негайно вимкнути електричне живлення верстата кнопкою «Стоп» і повідомити про це вчителя.
Правила безпечної праці під час виконання робіт на токарному верстаті
1. Перед пуском верстата слід перевірити наявність та надійність заземлення, уважно оглянути верстат і, переконавшись, що він перебуває в справному стані, а всі частини надійно закріплені, випробувати його на холостому ходу; після цього можна приступити до виконання роботи.
2. Через 1...2 хв роботи верстат треба зупинити й повторно оглянути, перевірити надійність закріплення заготовки, підручника та інших деталей і пристроїв, а потім можна продовжувати роботу.
3. У разі виявлення будь-яких неполадок негайно припинити роботу та повідомити вчителя.
4. Не можна виконувати змащення, очищення верстата від стружки, змінювати положення паса під час роботи двигуна. Для цього необхідно вимкнути верстат і дочекатися повної зупинки шпинделя із заготовкою, що обробляється.
5. Потрібно стежити, щоб усі рухомі частини (шківи, шестерні, паси тощо) під час роботи були закриті захисними пристосуваннями, а захисний екран - опущений. За відсутності захисного екрана обов’язково працювати в захисних окулярах.
6. Забороняється відходити або залишати без нагляду працюючий верстат. Для цього потрібно вимкнути його й дочекатися повної зупинки.
7. Стежити, щоб на підлозі біля верстата не було зайвих предметів, відходів. Підлога має бути рівною.
8. Після завершення роботи прибрати верстат від бруду, пилу й відходів, протерти його.
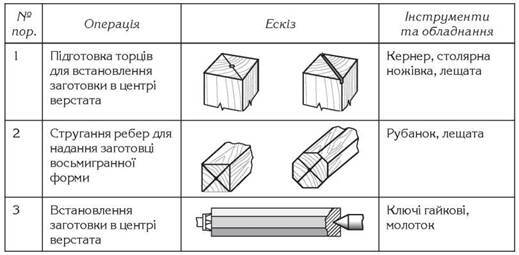
Н А П Р И К Л А Д :
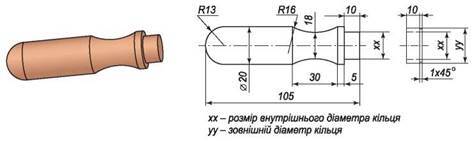
Виготовлення простого токарного виробу з деревини
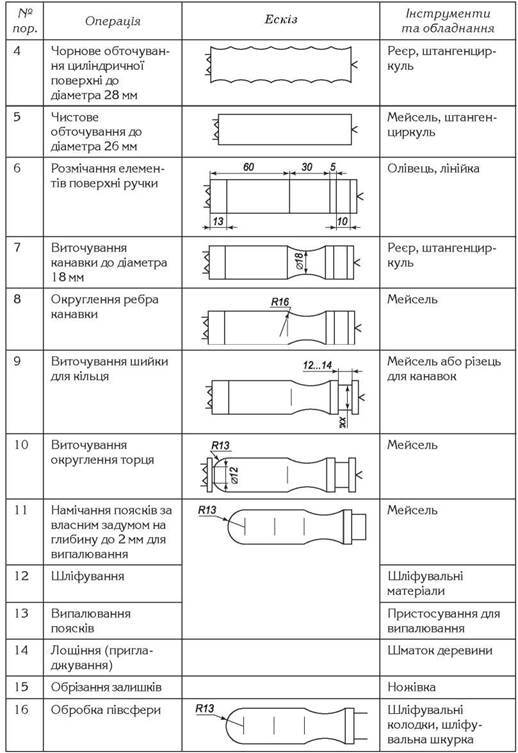
Продовження таблиці
2
Д/з Вивчити загальну будову токарного верстата для обробітку деревини . Вивчити правила безпечної праці.
.png)
Рефлексія від 6 учнів
Сподобався:
0
Так: 5
Ні: 1
Зрозумілий:
0
Так: 5
Ні: 1
Потрібні роз'яснення:
0
Ні: 6
Так: 0