Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Технологія обробки деталей двигунiв та технормування›
- технологія виготовлення деталей паливної апаратури

Урок:
технологія виготовлення деталей паливної апаратури

19.02.2023
IV курс, Дорослі
1
7
88
0
1
1
Вміст уроку:
1
Опис, який учні побачать перед початком уроку
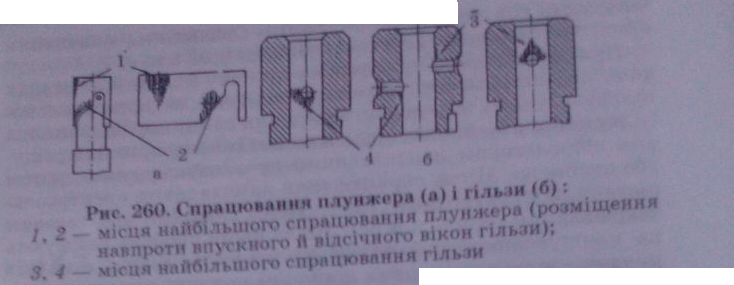
Плунжери і гільзи, зазор між якими становить більше 0,01 мм, потрібно замінювати (зазор у новому спряженні становить 0,0015—0,0025). Вимірювати дуже малі зазори й місцеві спрацювання вимірювальним інструментом важко, тому технічний став плунжерної пари визначають шляхом зовнішнього огляду і випробуванням на швидкість просочування рідини через зазор у спряженні. В якості рідини для випробування використовують суміш з двох частин дизельного масла (зимової консистенції) і однієї частини дизельного палива. Така суміш при температурі 18-20 °С повинна мати в’язкість 9,9-10.9 сСт.
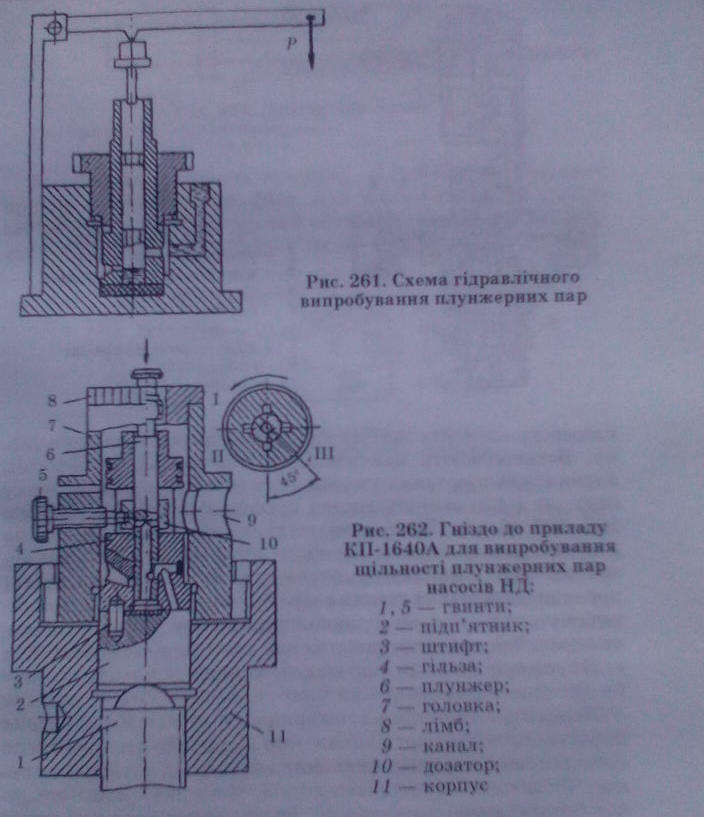
Плунжерні пари без слідів корозії й подряпин випробовують на приладі КП-1640А, який працює за схемою, наведеною на рис. 261. Якщо тривалість просочування суміші становить не менше 3 с при тиску 2, 2 МПа для насосів 4ТН і 1,6 МПа — для насосів двигунів 4ВД-21/15, пара гільза — плунжер вважається придатною. Пари, які мають щільність меншу за 3 с, вибраковують. Для перевірки плунжерної пари насосів типу НД виготовляють спеціальне гніздо (рис. 262) до приладу КП-1640А і на його важіль встановлюють додатково вантаж масою 4 кг. Плунжерна пара вважається непридатною, якщо тривалість просочування суміші через спряження менше 5 с і різниця показу по окремих штуцерах перевищує 2 с.
Для визначення технічного стану плунжерних пар до розбирання паливного насоса користуються максиметром (рис. 263), який за своєю будовою аналогічний будові форсунки. Обертанням мікрометричної головки 2 регулюють затяжку
пружини 3 і таким чином вимірюють тиск впорскування. На корпусі 4 і по окружності головки 2 є поділки, по яких з точністю до 0,5 МПа можна визначити, на який тиск впорскування затягнута пружина 3. Максиметр приєднують до штуцера

насосного елемента замість паливного проводи високого тиску. Встановлюють максимальну подачу палива насосом, а швидкість обертання кулачкового вала встановлюють таку саму, як і при запуску дизеля пусковим пристроєм (близько 100-150 об/хв). Поступово затягуючи шляхом обертання мікрометричної головки пружину, спостерігають за впорскуванням через розпилювач максиметра. Якщо при затягуванні пружини тиск впорскування в середньому нижче 90 МПа, спостерігаються перебої, або припиняється впорскування через розпилювач. Така пара не придатна для подальшої експлуатації.
Плунжери й гільзи, що мають задири, канавки, відколи і корозійне спрацювання на торці, вибраковують.
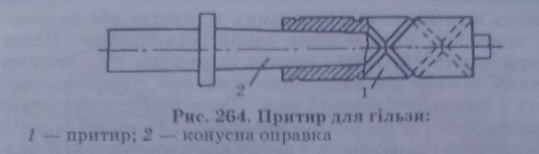
Перед відновленням плунжерних пар методом підбирання їх розукомплектовують. після чого підбирають плунжери до гільз так, щоб плунжер не входив у гільзу від натискання рукою. Після цього внутрішню поверхню гільзи попередньо шліфують (притирають) протягом 50-60 с за допомогою чавунного притиру (рис. 264) і 10-мікронної пасти М10, НЗТА або ГОІ до виведення слідів спрацювання (матових плям). Потім гільзу промивають у бензині й остаточно шліфують 3-мікронною ельборною пастою ЛМЗ протягом 30-40 с.
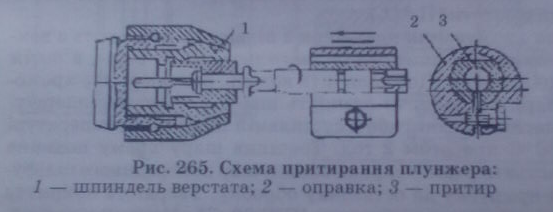
Аналогічно шліфують плунжер, застосовуючи чавунний притир — втулку (рис. 265). Для вимірювання плунжерів застосовують горизонтальний оптиметр; овальність і конусність гільз визначають ротаметром.
Після виведення слідів спрацювання і відновлення геометричних форм гільзи і плунжера підбирають пари так. щоб плунжер входив у гільзу на глибину 30-40 мм з легким прихвачуванням. Потім роблять загальне притирання гільзи і плунжера мікронною пастою марки Д1-М на дизельному паливі протягом 60-90 с. Після промивання притертої пари у бензині плунжер, покритий дизельним паливом, під дією власної ваги повинен повільно входити в гільзу на всю довжину.
Режим шліфування (притирання): швидкість обертання притиру 250-300 об/хв, кількість подвійних ходів — 60-80 за 1хв, вихід притиру (перебіг) —1/4 його довжини, початковий тиск на притир — 0,1-0,2 МПа; температура в приміщенні — 18-20 °С, Обробляти гільзу треба з обох боків, повертаючи її на 180°, що підвищує точність циліндричної форми.
Відновлені прецизійні пари випробовують на гідравлічну щільність на приладі КП-1640А, після чого їх сортують за групами щільності.
Плунжерні пари, які мають значне спрацювання, відновлюють шляхом хромування плунжера. Для цього плунжериобробляють на точних шліфувальних верстатах або за допомогою пристрою до виведення слідів спрацювання. Потім плунжери миють у бензині і сушать на повітрі, знежирюють віденським вапном або свіжоприготовленою гірчицею, промивають у холодній і гарячій воді. Після закріплення плунжерів на підвісці. їх ще раз промивають у холодній і гарячій воді з підвіскою і занурюють у ванну для хромування. У ванні плунжери спочатку декапіюють протягом 30-40 с при густині струму на анодах 10 А/дм2. Хромують при анодній густині струму 40 А/дм2 (приблизно б А на один плунжер) у ванні CO-5001А. Склад електроліту: на 1 л дистильованої води — 150-200 г хромового ангідриду (Сr2О3) і 1,5-2,0 г сірчаної кислоти (Н2 SO4).
Після хромування плунжери з підвіскою виймають з ванни і промивають спочатку в дистильованій (у баці), а потім у проточній воді. Щоб видалити водень, розчинений у хромовому шарі, і зменшити ламкість шару, плунжери видержують у масляній ванні або в сушильній шафі при температурі 160-180 °С протягом 2 год. Товщина шару хрому повинна компенсувати розмір спрацювання, шар попереднього шліфування і припуску на остаточну обробку. Твердість покриття повинна знаходитись в межах НRС 60-65. Механічну обробку хромованих плунжерів провадоть на круглошліфувальному верстаті або за допомогою пристрою. Обробку внутрішніх поверхонь обтиснутих гільз здійснюють за допомогою притира і шліфувальної пасти.
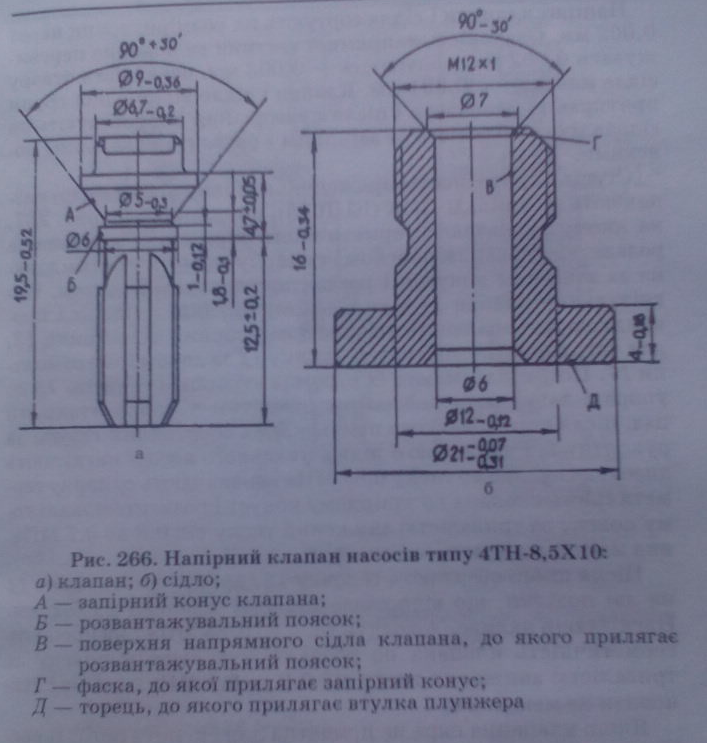
4.6.5. Напірні клапани
Напірні клапани (рис. 266) можуть мати спрацювання поверхні розвантажувального пояска, запірного конуса, напрямної частини клапана, отвору в сідлі клапана і втулки плунжера.
Клапани, які мають тріщини, відколи і глибокі корозійні пошкодження на поверхнях, вибраковують.
Напірні клапани відновлюють за такою ж технологією, що й плунжерні пари.
Перекомплектуванням можна також відновити 50-60% клапанів.
Клапани, які не можна укомплектувати з сідлами через недостатній діаметр циліндричного пояска, хромують за такою самою технологією, що й плунжери. Доводять циліндричну і конічну поверхні клапана чавунними притирами на бабці, використовуючи послідовно пасти М20, МІ4, МЗ. Частота обертання бабки — 200-300 хв 1 при кількості подвійних ходів 40-60 за хвилину.
Спрацьований отвір у сідлі клапана доводять чавунними притирами на вертикально-доводочному верстаті. Ущільнювальний торець обробляють на плоско-доводочному верстаті.
Напірні клапани і сідла сортують на розмірні групи через 0,002 мм. Овальність напрямної частини не повинна переви-щувати 0,002 мм, конусність 0,003 мм, овальність отвору сідла клапана — 0,001 мм. Клапани і сідло відповідної групи притирають одночасно і після промивання випробовують на гідравлічну щільність за запірним і розвантажувальним поясками.
Ступінь придатності спряження: клапан-гніздо (сідло) визначають на приладі ПНК (КІ-1086), показаному на рис. 267, на якому визначають герметичність спряження клапана за розвантажувальним пояском і сумарну герметичність клапана за запірним конусом і розвантажувальним пояском. Нагнітальний клапан 11 у складеному вигляді з сідлом і прокладкою встановлюють в конус в на упорний підшипник 13, для чого спочатку опускають втулку 12 за допомогою рукоятки 17. Потім піднімають їх разом із втулкою і гвинтом 15 до упора і запирають поворотом рукоятки у горизонтальний паз, після чого додатково притискають обертанням гвинта за рукоятку 1. Рукояткою 6 підкачувального насоса нагнітають дизельне паливодо тиску 0,83 МПа і визначають сумарну герметичність клапана по запірному конусу і розванта-жувальному пояску за тривалістю зниження тиску від 0,8 до 0,7 МПа. яка має становити не менше 30 с.
Після цього обертають головку 16, прокручують гвинт 14 на дві поділки, що відповідає підйому клапана на 0,2 мм. Нагнітаючи паливо, доводять тиск до 0,25 МПа і визначають герметичність клапана по розвантажувальному пояску за тривалістю зниження тиску від 0,2 до 0,1 МПа, яка має становити не менше 2 с.
Якщо клапанна пара не придатна для експлуатації, її розкомплектовують і за отвором гнізда підбирають циліндричний поясок клапана. Така пара вважається придатною (за спряженням циліндричного пояска), якщо вкритий дизельним паливом клапан при температурі 18-20°С під дією власної ваги плавно опускається в гніздо при будь-якому повороті навколо власної осі.

4.6.6. Комплектування та складання паливних насосів
Перед складанням поверхні деталей, які труться, змащують дизельним маслом. Шарикопідшипники перед напресовуванням на вали нагрівають у масляній ванні до 90- 100 оС.
Всі напірні клапани та плунжерні пари для укомплектовування паливного насоса повинні бути однієї групи щільності.
Складання паличних насосів УТН-5 (рис. 268). У корпус паливного насоса запресовують латунні втулки під рейку і розгортають обидві втулки з однієї установки до діаметра мм. Рейка, змащена моторним маслом, повинна переміщуватися із зусиллям не більше 2,5 Н.
Поворотну гільзу складають із зубчастим вінцем так, щоб виступ збігався із свердлінням на гільзі, насаджують верхню тарілку пружини і встановлюють в корпус насоса попарно, щоб щілини стяжних гвинтів були направлені до середини насоса, а проріз зубчастого вінця, стягнутий гвинтом, знаходився навпроти отвору під установочний штифт, коли торець повідка рейки виступає на 24±0,5 мм від площини корпуса насоса.
У корпус насоса встановлюють плунжерну пару, зорієнтувавши її міткою, і втулку пазом до регулювального люка. Через отвір під штовхач ставлять пружини, нижню тарілку і штовхач. Останній фіксують гвинтом так, щоб його хвостовик зайшов під нижню кромку штовхача.
Встановлюють у корпус насоса напірні клапани у зборі, капронові прокладки, пружини і закручують штуцери.
На передній кінець кулачкового валу насаджують шайбу і комплект із шести прокладок товщиною 0,15—0,02 мм і одніс! прокладки товщиною 0,5 мм, а також маслоаідбнвну шайбу. Кулачковий вал складають з установочним фланцем і шліцьовою втулкою. Встановлюють в корпус насоса стакан заднього підшипника і кулачковий вал у зборі. Осьовий зазор кулачкового вала повинен відповідати 0,1-0,25 мм.
Зафіксовані раніше штовхачі ставлять у робоче положення, закручують установочні гвинти в їх напрямні пази. На хвостовик кулачкового валу насаджують упорну шайбу, спіральну пружину, маточину вантажів і вантажі регулятора однієї масової групи на стопорне кільце маточини. Складають коректор і встановлюють його в проміжний важіль.
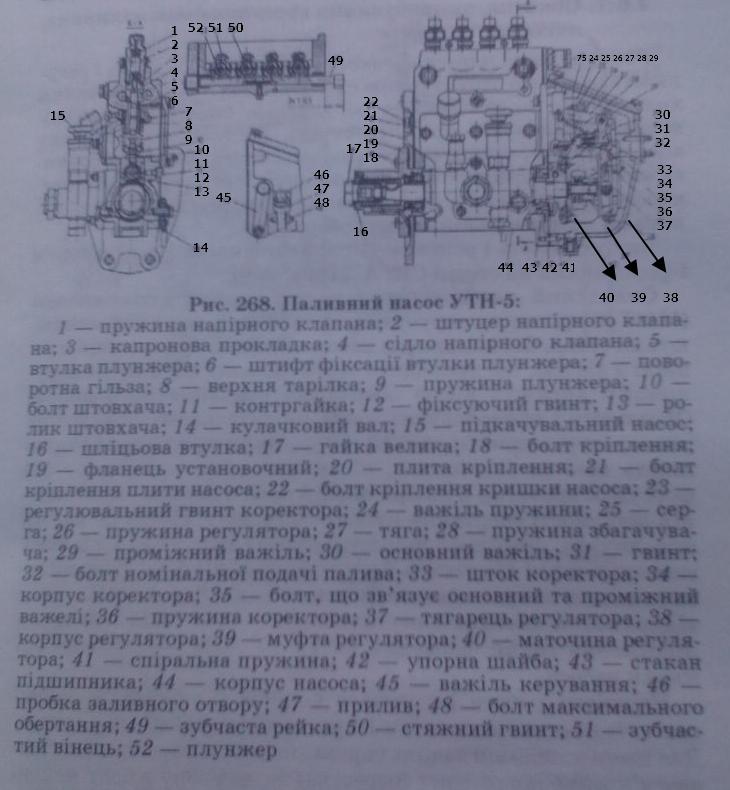
Закручують болт в основний важіль так, щоб відстань від головки болта до важеля становила 10 мм. Проміжний і основний важелі встановлюють у корпус регулятора. Складений регулятор закріплюють на насосі. Підкачувальний насос монтують на корпусі паливного насоса.
1
Ознайомитись з лекцією та законспектувати.
.png)
Рефлексія від 5 учнів
Сподобався:
0
Так: 5
Ні: 0
Зрозумілий:
0
Так: 5
Ні: 0
Потрібні роз'яснення:
0
Ні: 5
Так: 0