Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Технологія обробки деталей двигунiв та технормування›
- пристосування для механічної обробки

Урок:
пристосування для механічної обробки

20.04.2023
III курс, Дорослі
1
3
71
0
3
3
Вміст уроку:
1
Опис, який учні побачать перед початком уроку
Загальні відомості про технологічний процес обробки деталей (0)
Виробничий процес являє собою сукупність усіх дій людей та знарядь виробництва, необхідних для виготовлення чи ремонту виробів, що випускаються.
У виробничий процес входять не тільки основні, безпосередньо пов'язані з виготовленням деталей та складанням виробів, але й усі допоміжні процеси, що забезпечують можливість виготовлення продукції (наприклад, транспортування матеріалів і деталей, контроль деталей, виготовлення пристосувань і інструменту, ремонт обладнання, заточування інструменту тощо).
Технологічним процесом механічної обробки називають частину виробничого процесу, безпосередньо пов'язану зі зміною форми, розмірів або властивостей оброблюваної заготовки, виконувану в певній послідовності.
Технологічний процес складається з низки операцій. Операцією називають закінчену частину технологічного процесу обробки однієї або декількох одночасно оброблюваних заготовок, виконувану на одному робочому місці одним робітником або бригадою. Операція починається з моменту установки заготовки на верстат, включає всю її подальшу обробку і зняття з верстата. Операція є основним елементом при розробці, плануванні та калькуляції технологічного процесу обробки заготовок або складання машин. Операцію можна виконувати за одну або кілька установок заготовки.
Установом (установкою) називають частину технологічної операції, що виконується при незмінному закріпленні оброблюваних заготовок.
Позицією називається фіксоване положення, займане незмінно закріпленою оброблюваної заготівлею спільно з пристосуванням щодо інструмента чи нерухомої частини устаткування для виконання певної частини операції.
Операція може бути виконана за один або декілька переходів.
Переходом (технологічним переходом) називається частина операції, що характеризується незмінністю обрабатыавемой поверхні, ріжучого інструменту та режиму роботи верстата (кількість оборотів, подача і глибина різання).
Наступний перехід починається тоді, коли зміниться який-небудь з цих параметрів.
Якщо проводиться одночасна обробка декількох поверхонь (наприклад, фрезерування набором фрез), то такий перехід називається складним переходом.
Проходом називається частина переходу, коли знімається шар матеріалу без зміни налаштування верстата. Перехід складається з декількох однакових, наступних друг за іншому проходів. Наприклад, чорнове фрезерування площини з великим припуском на обробку може бути зроблене за два або більше проходів (з однаковою глибиною різання, хвилинною подачею і числом оборотів фрези).
Допоміжний перехід — частина операції, яка складається з дій людини та (або) обладнання, які не супроводжуються зміною форми, розмірів і шорсткості поверхні, але необхідні для виконання технологічного переходу (наприклад, установка заготовки, закріплення фрези на оправці, зміна, підвід і відвід інструмента тощо).
При розробці технологічного процесу механічної обробки важливим є правильне базування заготовки.
Під терміном база розуміють сукупність поверхонь, ліній або точок, по відношенню до яких орієнтуються інші поверхні даної деталі або інші деталі виробу при їх обробці, вимірі або складання.
Базуванням заготовки називають установку і закріплення її в певному положенні щодо верстата і ріжучого інструменту. Від правильності розташування заготовки відносно верстата і ріжучого інструменту буде залежати точність розміру, точність геометричної форми і взаємного розташування оброблених поверхонь.
Розрізняють бази конструкторські і технологічні. Конструкторськими базами називають поверхні, лінії і точки на кресленнях, від яких проставлені розміри. Поверхні, які використовуються в технологічному процесі механічної обробки та складання, називають технологічними базами. Вони поділяються на установні, складальні та вимірювальні.
Установочними базами називають поверхні оброблюваної заготовки, які використовуються при встановленні її в пристосуванні або безпосередньо на верстаті. У першій стадії механічної обробки, коли жодна поверхню заготовки ще не оброблена, її встановлюють на необроблені поверхні, які називають чорновими базами. Оброблені поверхні, які використовуються для закріплення заготовки на верстаті при виконанні наступних операцій, називають чистовими базами.
Вимірювальними базами називають ті поверхні або поєднання поверхонь, ліній і точок, від яких виробляють відлік розмірів при вимірюванні деталей.
Для виконання більшості операцій обробки заготовки намагаються використовувати одну і ту ж базу.
Якщо неможливо обробити всі поверхні заготовки з однієї установки або у разі, коли деталь обробляється на різних верстатах, можна змінювати настановні бази.
Проте кожний перехід від однієї бази до іншої збільшує накопичення похибок базування — похибок положення оброблюваної деталі відносно верстата, пристосування інструмента. При виборі баз різного призначення треба прагнути використовувати одну і ту ж поверхню в якості різних баз, так як це сприяє підвищенню точності обробки і вимірювання. Наприклад, доцільно в якості вимірювальної бази використовувати настановну базу.
При виборі чорнових баз треба виходити з таких основних положень:
1. Для заготовок, які обробляються не колом, слід, як правило, використовувати в якості чорновий бази поверхню, яка не буде оброблятися зовсім. Це дозволить отримати найменшу похибку відноси тельно оброблених поверхонь.
2. При обробці заготовок колом слід приймати за чорнові бази такі поверхні, які мають найменший припуск на обробку. Це дозволить уникнути шлюбу з-за нестачі припуску на прийняту за базу оброблювану поверхню.
3. Поверхні, прийняті за чорнові бази повинні дозволяти надійно закріпити заготовку, щоб проводити обробку при заданих режимах різання.
При виборі чистових баз слід керуватися такими основними положеннями:
При обробці точних деталей за чистову базу слід по можливості приймати ту поверхню, по якій готова деталь встановлюється при складанні машин.
Чистові бази повинні забезпечувати найменші деформації заготовки при її закріпленні й обробці.
Базування оброблюваних деталей. З механіки відомо, що кожне абсолютно тверде тіло в просторі має шість ступенів свободи, тобто воно може рухатися в трьох взаємно перпендикулярних напрямах по осях х, y і z і повертатися навколо цих осей. Щоб однозначно визначити положення твердого тіла в просторі, треба позбавити його цих шести ступенів свободи.
При встановленні заготовки на верстаті необхідно забезпечити певний її положення відносно ріжучого інструменту, так як від цього в значній мірі залежить точність обробленої деталі. На рис. 17 показана схема установки на шість точок заготовки, яка має форму паралелепіпеда. Нижній опорною базою заготовку встановлюють на три точки (штифта) 7, 2 і 3. Заготівля при цьому втратила трьох ступенів свободи, а саме: повороту навколо осей х, у і переміщення вздовж осі z. Притиснувши заготовку до двох бічних точок (штифтів) 4 і 5, ми позбавляємо її ще двох ступенів свободи — повороту навколо осі z і переміщення вздовж осі х. Щоб позбавити заготівлю останній, шостий, ступені свободи — переміщення вздовж осі у, досить наполегливу площину притиснути до штифта 6. Таким чином, для отримання цілком певної установки заготівлі в пристосуванні необхідно і достатньо мати шість опорних точок, з яких три — в опорній площині, дві — в направляючої і одна — у впертій. Це правило в технології машинобудування носить назву «правила шести точок».
Рис. 17. Схема установки призматичної заготовки на шість точок
При базуванні циліндричної деталі на призмі (рис. 17.1) вона позбавляється чотирьох ступенів свободи чотирма нерухомими одноточечными опорами 1, 2, 3 і 4. Останніх двох ступенів вільності (переміщення вздовж осі деталі (уздовж призми) і обертання деталі навколо своєї осі — вона позбавляється за допомогою ще двох одноточечную опор 5 і 6. Для цього необхідно в точці 5 поставити наголос, а в точці 6 — шпонку.
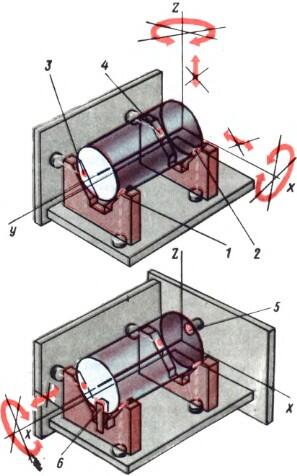
Рис. 17.1. Базування бруска і вала
Загальним припуском на обробку називається шар металу або матеріалу, що видаляється в процесі виконання всіх операцій обробки даної поверхні деталі. Він дорівнює різниці розмірів заготовки і готової деталі.
Межопераційним припуском на обробку називається шар металу або матеріалу, залишеного після цього переходу для виконання подальшого переходу обробки.
Питання про вибір припусків має велике значення. Від величини припуску залежить кількість стружки. Видалення зайвих шарів металу вимагає додаткової витрати часу, витрати електроенергії і т. д. Тому надмірно великі припуски знижують продуктивність і економічність обробки.
При виборі припусків слід зменшувати загальні та міжопераційні (проміжні) припуски на обробку, особливо в умовах масового і великосерійного виробництва. Заготовки за своїми розмірами і формою повинні максимально наближатися до готової деталі.
ЕСТД комплекс державних стандартів, що встановлюють взаємопов'язані правила і положення розробки, оформлення, комплектації та обігу технологічної документації, яка застосовується у виробництві усіма машинобудівними та приладобудівними організаціями і підприємствами.
Основне значення стандартів ЕСТД — встановити у всіх організаціях і на всіх підприємствах єдині правила виконання, оформлення та обігу технологічної документації. Впровадження стандартів ЕСТД дає можливість використовувати технологічну документацію як інформаційну базу автоматизованої системи управління виробництвом (АСУП) в умовах різних масштабів і характеру виробництва. Створення Єдиної системи технологічної документації є важливим етапом робіт з удосконалення технологічної підготовки виробництва.
ЕСТД дає можливість обміну технологічними документами між організаціями і підприємствами без їх переоформлення.
Основними видами технологічних документів (ГОСТ 3.1102—73) є: маршрутна карта, карта ескізів, технологічна інструкція, відомість оснастки, операційна карта і ін.
Маршрутна карта — технологічний документ, що містить опис технологічного процесу виготовлення чи ремонту вироби (включаючи контроль і переміщення) за всіма операціями різних видів у технологічній послідовності з зазначенням даних про обладнанні, оснащенні, матеріальних і трудових нормативів у відповідності з встановленими формами.
Карта ескізів — технологічний документ, що містить ескізи, схеми і таблиці, які необхідні для виконання технологічного процесу, операції, технологічного переходу або ремонту виробу (включаючи контроль і переміщення).
Технологічна інструкція — технологічний документ, що містить опис прийомів роботи, або технологічних процесів виготовлення чи ремонту вироби (включаючи контроль і переміщення), правил експлуатації засобів технічного оснащення, опис фізичних і хімічних явищ, що виникають при окремих операціях.
Відомість оснащення — документ, що містить перелік стандартних та спеціальних пристосувань, необхідних для оснащення технологічного процесу виготовлення виробу.
Операційна карта — технологічний документ, що містить опис технологічної операції із зазначенням переходів, режимів обробки і даних про засоби технологічного оснащення.
Одним з основних принципів побудови технологічних процесів є принцип поєднання технічних, економічних і організаційних задач, вирішуваних в даних виробничих умовах. Технологічний процес повинен безумовно забезпечити виконання всіх вимог до точності і якості деталей і виробу в цілому, передбачених кресленнями і технічними умовами, при найменших затратах праці і мінімальній собівартості. Існує зазвичай декілька варіантів обробки деталей, однаково задовольняють вимогам креслень і технічних умов, але вартість обробки різна.
Для заданих умов і масштабу виробництва слід вибрати той варіант, який в більшій мірі задовольняє вирішенню зазначених вище вимог.
Вибір оптимального варіанту технологічного процесу вимагає в ряді випадків розрахунку економічної ефективності і порівняння економічності варіантів обробки.
При проектуванні технологічних процесів механічної обробки вихідними є наступні дані: програмне завдання; креслення і технічні умови на виготовлення і приймання виробу; вид заготовки, що залежить від розміру партії, матеріалу, геометричної форми і розміру деталі та ін.
Існують два випадки розробки технологічних процесів.
Перший, коли для виробництва машин проектуються нові заводи або цехи заводу і, отже, вільний вибір обладнання, виробничих площ та інших технічних засобів, складових виробничий процес.
Другий, найбільш поширений, коли на базі діючого заводу з урахуванням технічної оснащеності організують виробництво нового виробу. В цьому випадку розробка технології виготовлення підпорядкована конкретній виробничій обстановці. Розробка технологічних процесів ведеться за планом.
Знайомляться з призначенням виробу, вивчають креслення деталей і технічні умови на їх виготовлення.
Вибирають спосіб отримання заготовки для деталей залежно від розміру партії і матеріалу. Визначають розміри припусків на обробку.
За кресленнями деталей визначають базуються поверхні (чорнові і чистові), за якими буде проводитися кріплення деталі. Призначають першу початкову операцію, використовуючи правило чорнових баз.
Послідовність і характер операцій визначаються конфігурацією, точністю і класом шорсткості оброблюваних поверхонь, заданих за кресленням деталі.
У більшості випадків обробку заготовки доцільно проводити в кілька операцій:
чорнова обробка, при якій знімають основну частину загального припуску;
напівчистова та чистова обробка, при якій забезпечується в основному задана точність;
оздоблювальна обробка, при якій забезпечується необхідний клас чистоти поверхні і точність форми і розмірів деталі.
Для кожної операції вибирають верстат, пристосування, ріжучий, допоміжний і вимірювальний інструменти, охолодження з урахуванням кількості одночасно оброблюваних деталей.
Для кожного переходу визначають розрахункові розміри оброблюваних поверхонь, число проходів і режими різання.
Для кожного переходу нормують основне технологічне (машинне) і допоміжний час та ін.
1
Ознайомитись з лекцією та законспектувати.прислати на перевірку.
.png)
Рефлексія від 0 учнів
Сподобався:
0
Так: 0
Ні: 0
Зрозумілий:
0
Так: 0
Ні: 0
Потрібні роз'яснення:
0
Ні: 0
Так: 0