

Свердлильний верстат
Свердлильні верстати бувають: настільні, вертикально-свердлильні одно- і багатошпиндельні, радіально-свердлильні, горизонтально-свердлильні, свердлильно-центровально. Приклад вертикально-свердлильного верстата показаний на рис. 11.35. Радіально-свердлильний верстат, показаний на ріс.11.36, використовують для виготовлення отворів в деталях великих розмірів, наприклад корпусних деталей.

Рис. 11.35. Вертикально-свердлильний верстат

Рис. 11.36. Радіально-свердлильний верстат
Необхідні виконавчі руху формоутворення при свердлінні, зенкеровании і розгортанні забезпечуються виконавчими кінематичними ланцюгами свердлильного верстата - спільно обертальним і поступальним рухом інструменту.
У залежності від властивостей матеріалу заготовки, конструкції інструменту, режимів обробки свердління проводять як без охолодження, так і з охолодженням.
Приклад свердління отвору з варіантами зовнішнього і внутрішнього охолодження показаний на рис. 11.37.

Рис. 11.37. Свердління з охолодженням:
а - зовнішнім; б - внутрішнім
Технологічна оснастка для закріплення різального інструменту та заготовок
На вертикально-свердлильних верстатах заготовку кріплять безпосередньо на столі верстата (за допомогою прихватів) або у пристосуваннях. Для точної установки її вивіряють за допомогою рейсмуса, кронциркуля, штангенрейсмуса, індикатора, кутника. У серійному і масовому виробництві деталі середніх і великих розмірів обробляють в поворотних кондукторах. Застосовують також накладні кондуктори. Інструмент з конічним хвостовиком встановлюють безпосередньо в отвір шпинделя (через перехідну втулку або набір втулок) або патрон (рис. 11.38).

Рис. 11.38. Приладдя для свердлильних робіт:
а - затискної патрон; б - вставна цапфа
При обробці отворів у кілька переходів застосовують швидкозмінні патрони з кульковими або кулачковими зажимами.
Розточування. Це технологічний процес, аналогічний свердлінню, з тією різницею, що в процесі роботи використовують різці, а не свердла. Найбільш раціонально використовувати растачивание для неосесиметричних деталей типу корпусів (рис. 11.39).
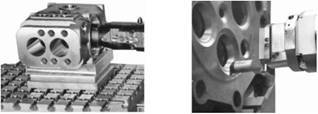
Рис. 11.39. Корпусні деталі, оброблювані на горизонтально-розточувальних верстатах
На відміну від растачивания на токарних верстатах (при якому обертається заготовка) на розточувальних обертальний рух D r повідомляється інструменту, поступальний Sпр - або заготівлі (рис. 11.40, а, б, г), або інструменту (рис. 11.40, в). При цьому різець кріпиться в спеціальній розточний голівці, що забезпечує великі можливості при налаштуванні інструменту. Деякі конструкції головок показані на рис. 11.41.

Рис. 11.40. Схеми обробки заготовок на горизонтально-розточувальних верстатах:
а - розточування отвору великого діаметру і малої довжини; б - обточування зовнішньої циліндричної поверхні; в - підрізання торців; г - одночасне растачивание двох співвісних отворів; 1 - радіальний супорт планшайби; 2 - різець; 3 - деталь; 4 - державка; 5 - підшипник задньої стійки; 6 - стіл верстата

Рис. 11.41. Конструкції розточувальних блоків
Розточувальний верстат
Верстат призначений для свердління, зенкерування, розгортання, розточування, нарізування різьблення, обточування циліндричних поверхонь і торців, фрезерування. Найбільш поширені універсальні горизонтально-розточувальні верстати. Для виконання ряду операцій використовують алмазно-розточувальні верстати і координатно-розточувальні верстати.
Розточувальні верстати мають два робочих руху: обертання інструменту (головний рух) і переміщення інструментів або заготовки (рух подачі).
Універсальний розточний верстат (рис. 11.42) має горизонтальний шпиндель 3, змонтований в бабці 1. Бабка переміщається вгору і вниз по нерухомій передній стійці 2. На загальній станині 7 змонтовані передня 2 і задня 5 стійки, стіл 4. У шпиндельній бабці розташовані коробки швидкостей і подач. Вузол шпінделя 3, що забезпечує верстату широку універсальність, складається з полого шпинделя, несучого планшайбу з розточувальним різцем (головний рух), і внутрішнього розточувального шпинделя, що переміщається в осьовому напрямку (рух подачі). Задня стійка 5 з підшипником 6 призначена для підтримування довгих розточувальних оправок. Підшипник 6 переміщається по задній стійці 5 синхронно зі шпиндельної бабкою 1, зберігаючи співвісність зі шпинделем.
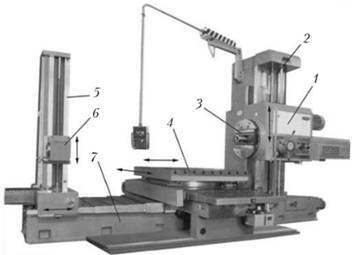
Рис. 11.42. Двохстієчний координатно-розточний верстат:
1 - шпиндельная бабка; 2 - передня стійка; 3 - шпиндель; 4 - стіл; 5 - задня стійка; 6 - підшипник; 7 - станина
Поворотний стіл пересувається паралельно осі шпинделя (поздовжнє переміщення) і по напрямних каретки перпендикулярно його осі (поперечне переміщення). Наявність планшайби з радіальним супортом і внутрішнього шпинделя, що мають роздільні приводи, використання різних пристосувань значно розширюють технологічні можливості верстата (наприклад, суміщення переходів).
.png)