

Механі чна обро бка — обробка заготовок із різних матеріалів за допомогою фізичної дії різної природи з метою створення виробу за заданими розмірами або проміжної заготовки для подальших технологічних операцій.

Обробка на електроерозійному верстаті

Обробка плазмою
Мехобробку поділяють на:
зовнішніх циліндричних поверхонь — токарна обробка, шліфування, притирання, обробка абразивним полотном, обкатування, суперфінішування;
внутрішніх циліндричних поверхонь — розточування, свердління, зенкерування, розвірчування, протягування, шліфування, притирання, хонінгування;
площин — стругання, фрезерування, шліфування, притирання;
оброблення металу тиском (кування, штампування, вальцювання, галтування тощо);
електрофізичні методи обробки:
електроерозійна обробка (електроіскрова та електроімпульсна обробки);
електромеханічне оброблення (електроконтактне, магнітоімпульсне, електрогідравлічне);
променеве оброблення (електроннопроменеве, лазерне тощо);
електрохімічні методи обробки:
анодно-механічна обробка (на основі анодного розчинення металу) — розрізняють електрохімічні: точіння, маркування, калібрування, вирізання, прошивання, шліфування, видалення задирок;
катодна обробка (на основі анодного осадження металу);
ультразвукова абразивно-імпульсна обробка (ультразвукові: вирізання, прошивання, шліфування, видалення задирок).
Основні поняття, використовувані при розмірної обробці
Механічна обробка або обробка різанням з використанням твердотілих інструментів - це технологічні процеси виготовлення деталей заданої форми, точності, розмірів, взаємного розташування, шорсткості поверхонь шляхом видалення з заготовки шару матеріалу у вигляді стружки.
Різання серед інших процесів розмірної обробки за сукупністю ознак - продуктивності, питомої енергоємності та якістю обробки - найбільш ефективно. Поки що жоден інший процес видалення матеріалу не може конкурувати з ним але цим параметрам. На частку різання припадає близько 90% загальної трудомісткості розмірної обробки.
У найближчі десятиліття різання залишатиметься головним технологічним методом розмірної обробки в машинобудуванні, хоча частка його буде скорочуватися за рахунок вдосконалення інших і появи нових технологічних процесів.
У даній главі розглянуті тільки традиційні методи різання, при яких кероване видалення шару матеріалу заготовки здійснюється твердим, мають незмінні форми і розміри фізичним тілом (інструментом).
Видалення припуску з заготовки в процесі різання здійснюється шляхом впровадження ріжучого інструменту з певним зусиллям Р в оброблюваний матеріал і їх відносного переміщення (рис. 11.1).

Рис. 11.1. Схема різання
Передбачається, що твердість інструменту істотно вище твердості заготовки. Перебіг процесу різання обумовлено інтенсивної пружною і пластичною деформацією перед ріжучим клином із зародженням, розвитком і накопиченням великої кількості різноманітних дефектів структури оброблюваного матеріалу і подальшим керованим його руйнуванням у вершини ріжучого клина, коли щільність дефектів досягне критичного значення.
Для здійснення процесів різання крім сил різання необхідна наявність відносних рухів між заготівлею та ріжучим інструментом, які забезпечуються робочими органами металорізальних верстатів. Інструмент і заготівлю встановлюють і закріплюють в робочих органах верстата: шпинделі, револьверної голівці, інструментальному магазині, на столі.
Руху робочих органів верстатів ділять на настановні, допоміжні та різання.
Руху, за допомогою яких з оброблюваної заготовки видаляється шар матеріалу і змінюється фізико-механічний стан поверхневого шару деталі, називають рухами різання. До них відносять головний рух і рух подачі.
Головний рух визначає швидкість деформування матеріалу та відділення стружки. Його швидкість визначає швидкість різання V.
Рух подачі забезпечує безперервність врізання ріжучої кромки інструменту в оброблюваний матеріал заготовки. Швидкість руху подачі позначають V п.
Ці рухи можуть бути безперервними або переривчастими, а але характером - обертальними, поступальними, зворотно-поступальними. Рух подачі може бути поздовжнім, поперечним, вертикальним, круговим, окружним, тангенціальним.
Установчі руху - руху робочих органів верстата, що забезпечують робоче положення інструмента щодо заготовки для здійснення процесу різання. Швидкість настановного руху позначають V w.
Допоміжні руху - це рухи робочих органів верстата, які служать для транспортування та закріплення заготовки та інструменту, швидких переміщень робочих органів верстата, його налагодження, перемикання швидкостей руху різання і т.д.
Методи механічної обробки заготовок
Методи обробки можна умовно поділити на поступальні, токарні, осьові, фрезерні і т.д. Умовність такого поділу обумовлена різноманіттям видів різання, ускладнює їх включення в ту чи іншу групу. В даний час застосовують види обробки, що представляють собою комбінації ознак з перерахованих груп, наприклад фрезоточеніе, резьбофрезерованіе, резьбопротя- гиванія і т.п.
Основні методи механічної обробки заготовок твердим тілом можна представити у вигляді схеми (рис. 11.2).
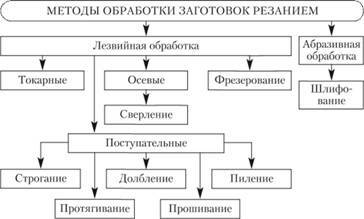
Рис. 11.2. Методи механічної обробки твердотілим інструментом
Методи обробки реалізуються на обробних верстатах відповідних груп: токарні методи - на токарних верстатах; фрезерні - на фрезерних і т.д. За призначенням розрізняють верстати: широкоуниверсальні, універсальні, широкого призначення, спеціалізовані, спеціальні. Універсальні верстати обробляють різнотипним інструментом заготовки, що розрізняються за розмірами, формою і розташуванням поверхонь. Широкоуниверсальні призначені для виконання особливо широкого спектру робіт. Верстати широкого призначення характеризуються однотипністю застосовуваного інструмента. Спеціалізовані призначені для обробки однотипних заготовок різних розмірів, спеціальні - для виконання певних видів робіт на заготовках однакових розмірів і конфігурації.
Формоутворення поверхні заготовки, реалізовувати на верстаті, представляють схемою обробки.
Схема обробки - це умовне зображення процесу різання, що включає заготівлю, її установку і закріплення на верстаті, положення ріжучого інструменту стосовно неї та руху різання.
Як приклад на рис. 11.3 наведені в спрощеному вигляді токарна і фрезерна технологічні схеми обробки.
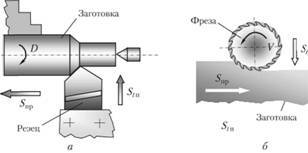
Рис. 11.3. Технологічні схеми обробки точінням (а) і фрезеруванням (б):
S пр - поздовжня подача; S tп - поперечна подача на один прохід; S t - глибина фрезерування за один прохід
Процеси різання умовно можна розділити по виду застосовуваного інструмента на дві групи:
• обробка лезвийні інструментом;
• обробка абразивним інструментом.
До твердотельному лезову інструменту відносять: різці, фрези, свердла, зенкери, розгортки, протяжки, пили, долбяки, мітчики і т.д. Виготовляють його з інструментальних і швидкорізальних сталей, металокерамічних і твердих сплавів, кераміки, надтвердих матеріалів - алмазу, ельбор та ін.
До твердотельному абразивного інструменту відносять: шліфувальні круги, бруски. В якості ріжучої основи використовують зерна карбіду кремнію зеленого і чорного, електрокорунду, карбіду бору, оксиду хрому, алмазів, ельбор, гексаніта та ін. В якості сполучного для абразивного інструменту застосовують органічні речовини (наприклад, фенолоальдегідние смоли), кераміку і метали.
Схеми обробки заготовок на верстатах токарної групи
Технологічний метод формоутворення поверхонь гострінням на верстатах токарної групи характеризується обертальним рухом заготовки D і поступальним рухом різця Sпр (див. Рис. 11.3, а). Рух подачі здійснюється паралельно осі обертання заготовки (поздовжнє рух подачі - Sпр), перпендикулярно їй (поперечне рух подачі - Stп), під кутом до неї (похиле рух подачі).
На токарних верстатах обробляють, як правило, деталі типу тіл обертання, до яких відносяться гладкі і ступінчасті вали, тонкостінні оболонки, втулки, деталі зі складним зовнішнім профілем, тарілчасті (дискові) деталі та ін. (Рис. 11.4).

Рис. 11.4. Типові деталі циліндричної форми:
а - деталі типу втулок; б - деталь Т-подібної форми; в - деталі типу дисків, фланців; г - ступінчастий вал; д - великогабаритна кільцева деталь; е - тонкостінна оболонка
Токарна обробка має кілька різновидів:
• точіння - обробка зовнішніх поверхонь заготовок;
• растачивание - обробка внутрішніх поверхонь;
• підрізання - обробка плоских (торцевих) поверхонь;
• розрізування - поділ заготовки на частини.
Схеми основних видів обробки поверхонь, розглянутих далі, вважаються типовими, так як їх можна реалізувати на універсальних токарних верстатах, напівавтоматах, автоматах і верстатах з ЧПУ.
Поверхні обробляють з поздовжнім або поперечним рухом подачі.
Формоутворення поверхонь при обробці з поздовжнім рухом подачі здійснюється за методом слідів, з поперечним рухом подачі - в основному за методом копіювання.
Переміщення інструменту в напрямках руху подачі залежить від типу верстата. Управління ним здійснюється вручну (на універсальних верстатах) від кулачків і копірів (на напівавтоматах і автоматах) або по керуючим командам програми верстата з системою ЧПУ.
Схеми обробки поверхонь заготовок на токарно-гвинторізному верстаті представлені на рис. 11.5.
Довгі похилі конуси (2α = 8 ÷ 10 °) точать, зміщуючи в поперечному напрямку корпус задньої бабки щодо її заснування (рис. 11.5, а) або використовуючи спеціальне пристосування - конусну лінійку. При обробці конічних поверхонь на верстатах з ЧПК поздовжнє і поперечне руху подачі підсумовуються автоматично.
Наскрізні отвори розточують прохідними розточувальними різцями (рис. 11.5, д).
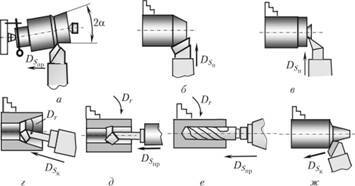
Рис. 11.5. Деякі схеми обробки поверхонь заготовок на токарно-гвинторізному верстаті:
а - зовнішніх конічних поверхонь середньої довжини; б - коротких конічних поверхонь (фасок); в - відрізання деталей; р д - розточування внутрішньої конічної і циліндричної поверхні відповідно; е - висвердлювання отворів; ж - обточування конічних поверхонь з будь-яким кутом; D r - головний рух різання;  - рух подачі відповідно поперечне і поздовжнє;
- рух подачі відповідно поперечне і поздовжнє;  - рух подачі по конусу
- рух подачі по конусу
З поперечним рухом подачі на токарно-гвинторізних верстатах обточують короткі конічні поверхні - фаски - широкими різцями, у яких головний кут в плані дорівнює половині кута при вершині конічної поверхні (рис. 11.5, б).
Деталі від заготівлі відрізають відрізними різцями з похилою ріжучої крайкою, що забезпечує отримання торця у готової деталі без залишкового заусенца (рис. 11.5, в). Підрізання торців виконують спеціальними підрізними різцями.
На токарно-гвинторізних верстатах обробку отворів виконують свердлами, зенкерами і розгорненнями. У цьому випадку обробку ведуть з поздовжнім рухом подачі ріжучого інструменту (рис. 11.5, е). Обточування зовнішніх і розточування внутрішніх конічних поверхонь середньої довжини з будь-яким кутом конуса при вершині проводять з похилим рухом подачі різців при повороті верхнього супорта (рис. 11.5, г, ж).
Елементи токарних різців
Основним інструментом верстатів токарної групи є токарний різець, що представляє собою просторове геометричне тіло складної форми. Токарний різець найпростішої конструкції, виконаний з інструментальної сталі (рис. 11.6, а), має ріжучу I і приєднувальну II (державка) частини. Остання служить для закріплення різця в резцедержателе.
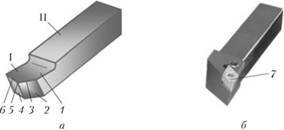
Рис. 11.6. Токарний прохідний різець:
а - елементи різця; б - сучасний різець з пластиною з ельбор
Ріжуча частина утворюється при заточуванні різця і має наступні елементи: передню поверхню леза 1, по якій сходить стружка, головну задню поверхню 2, звернену до поверхні різання заготовки; допоміжну задню поверхню 4, звернену до обробленої поверхні заготовки; ріжучу кромку допоміжну ріжучу кромку 6; вершину 5. Сучасні конструкції різців, маючи в принципі ті ж елементи, що і традиційні, виконуються складовими (рис. 11.6, б) із застосуванням для робочої ріжучої частини 7 пластин з твердих сплавів, ельбор і т. п. Незважаючи на більш високу їх вартість у порівнянні з різцями з інструментальної сталі, вони мають велику перевагу по стійкості (не менше ніж в 15-20 разів), якості обробки, можливості роботи при більш високих оборотах шпинделя.
Кути різання роблять істотний вплив на різання і якість обробки. Для розгляду геометричних параметрів ріжучої частини інструмента встановлюють систему координатних площин і самі координатні площини: різання Р п і основну Р v. Основний називається площина, що проходить перпендикулярно напрямку головного руху (вектору швидкості різання). Площиною різання називається площина, що проходить через головну ріжучу кромку перпендикулярно основної площини.
Геометричні параметри (кути) ріжучого інструменту розглядають в інструментальній, статичної та кінематичної системах координат. Розглянемо коротко лише статичні геометричні параметри різця як нерухомого тіла. Позначення кутів наведено на рис. 11.7 і 11.8. Так, на рис. 11.8 показані різець в проекції на основну площину 1, перетину його в головній січної площини 2, допоміжної січної площини 3, вид різця з боку головної задньої поверхні 4 (вид А) і сліди координатних і січних площин.
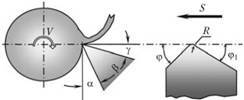
Рис. 11.7. Основні кути токарного різця
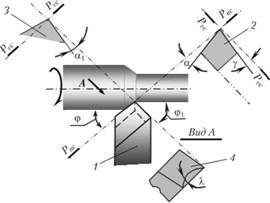
Рис. 11.8. Позначення кутів різця в статиці:
Р nс - слід площини різання; Р, vc - слід основної площини
Так, зі збільшенням переднього кута γ зменшується деформація зрізаного шару, знижуються сили різання, поліпшуються умови сходу стружки, підвищується якість обробленої поверхні. Однак це збільшення призводить до зниження міцності леза. Наявність головного заднього кута а зменшує тертя між головною задньою поверхнею інструменту і поверхнею різання заготовки, наявність кута α1 (див. Рис. 11.8) зменшує тертя різця про заготовку. Зі зменшенням головного кута в плані φ шорсткість обробленої поверхні знижується. Одночасно зменшується товщина і росте ширина зрізаного шару матеріалу, зростає сила різання, перпендикулярна осі заготовки, а значить, збільшується деформування заготовки. Зі збільшенням кута нахилу ріжучої кромки λ якість обробленої поверхні погіршується.
По напряму подачі різці підрозділяються на праві і ліві. Перші (при накладенні на них зверху долоні правої руки головна ріжуча кромка виявляється розташованої на стороні великого пальця) при обробці заготівлі переміщаються праворуч палево, а другі - зліва направо (рис. 11.9).
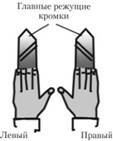
Рис. 11.9. Визначення напрямку подачі різців
Класифікація токарних різців
По виду обробки токарські різці діляться на прохідні, підрізні, розточувальні, відрізні, прорізні, канавочние, галтельпие, різьбові і фасонні (рис. 11.10).
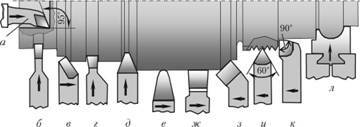
Рис. 11.10. Основні види токарних робіт і типи різців (стрілками показано рух подачі):
а - розточування глухого отвори розточувальним різцем; б - виточування канавок і відрізування відрізним підрізним різцем; в - поздовжнє гостріння прохідним різцем; г - виточування канавок Канавочні різцем; д - прорізання конічних канавок; в - чистове точіння заокругленим різцем; ж - чистове поздовжнє гостріння широким різцем; з - поздовжнє гостріння відігнутим різцем; і - нарізування різьблення різьбовим різцем; до - поздовжнє гостріння наполегливою різцем; л - фасонне точіння призматичним фасонним різцем
Расточной різець застосовують для розточування попередньо просвердлених осьових отворів як наскрізних, так і глухих (рис. 11.10, а).
Підрізання (рис. 11.10, б) торцевих поверхонь у циліндричних і обробку площин у корпусних деталей виконують при поперечної подачі супорта підрізними різцями.
Відрізання деталей і прорізання канавок (рис. 11.10, б, г) також проводять при поперечної подачі супорта. Однак у цьому випадку використовують відповідно відрізні і канавочние різці.
Зовнішні циліндричні поверхні обточують прямими або наполегливими прохідними різцями (рис. 11.10, в, е, ж, з). Заготовки гладких валів обточують, встановивши їх у центрах, що східчастих валів - за схемами паювання припуску або довжини заготовки. Циліндричні поверхні отримують при обтачивании з поздовжньою подачею супорта.
Зовнішні та внутрішні різьблення нарізають різьбовими різцями (рис. 11.10, і), які дозволяють отримувати всі типи різьб: метричну, дюймову, модульну і пітчевої з будь-яким профілем - трикутним, прямокутним, трапецієподібним, напівкруглим і т.п. Продуктивність процесу невисока.
Поздовжнє точіння до уступу проводять наполегливою різцем (рис. 11.10, до).
Різні види фасонних поверхонь обертання утворюються в основному тими ж методами, що і при обтачивании. Застосовують призматичні і дискові фасонні різці (рис. 11.10, л) або механічні, електричні або гідравлічні копіювальні пристрої.
Для протачіванія закруглених канавок і перехідних поверхонь використовують галтельні різці.
Режими різання
Основними технологічними параметрами управління процесом різання є: швидкість різання V, подача інструменту S, глибина обробки t, матеріал інструменту і параметри його геометрії, склад, способи і інтенсивність подачі мастильно-охолоджувальної середовища.
Орієнтовно при чорновому точінні глибина обробки може досягати 12 мм, при чистовому - не більше декількох десятих часток міліметра. Подача в залежності від глибини різання і матеріалу складає -0,3-2,0 мм / об, швидкість різання - 1,5-7,5 м / с. Для верстатів без ЧПУ режими різання залежно від конкретних умов вибирають з таблиць загальномашинобудівного нормативів. Сучасні верстати з системами управління CNC мають в пам'яті великі бази даних на матеріали, типові конструкції, інструменти та ін. Це дозволяє оператору при введенні вихідного і кінцевого профілів заготовки, розмірів і точності деталі, властивостей матеріалу та ін. Отримати автоматично інформацію про маршрут обробки, видах інструментів і приступити до її виготовлення.
Твердим гострінням називають токарну обробку заготовок з твердістю вище 47 HRC і особливими режимами різання. Це новий, розвивається вид обробки тіл обертання, який часто є економічно більш доцільною альтернативою шліфуванню. Сучасні інструментальні матеріали, технології та конструкції верстатів дозволяють все ширше впроваджувати цей процес у виробництво.
Розрізняють чорнове, точне і особливо точне тверде точіння. Черновое реалізується при глибинах обробки 0,5-3 мм, швидкостяхрізання 50-150 м / хв і подачах 0,1-0,3 мм / об і вимагає від верстата максимальної жорсткості і потужності приводу. При прецизионном твердому точінні глибина різання не перевищує 0,1-0,5 мм при швидкості різання 100- 200 м / хв і подачі 0,05-0,15 мм / об. Точність обробки відповідає 5-6-му квалітету при шорсткості поверхні після обробки R z 2,4-4 мкм. Особливо точне тверде гостріння забезпечує точність обробки в межах 3-4-го квалітету при шорсткості до R z 1 мкм. Глибина різання знаходиться в межах 0,02-0,3 мм при швидкості різання 150-220 м / хв і подачі 0,01 - 1 мм / об.
Функціонально принцип твердого точіння полягає в нагріві матеріалу заготовки 1 в зоні контакту з ріжучою кромкою 4 до температури світіння (рис. 11.11,11.12). Мастильно-охолоджуючі рідини в процесі не використовуються. Спеціально підібрана геометрія інструменту і режими обробки нагрівають матеріал, що призводить в зоні його зрізу 2 до відпустки до твердості близько 25 HRC. Після відділення стружки 3 відбувається швидке охолодження матеріалу.
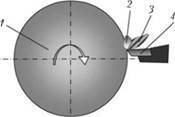
Рис. 11.11. Принцип твердого точіння:
1 - заготовка (62 HRC); 2 - зона зрізу (HRC 25); 3 - стружка (HRC 45); 4 - ріжучакромка
У результаті твердість деталі зменшується не більше ніж на 2 одиниці, а отримана стружка має твердість близько 45 одиниць. Деталь у своїй основній масі практично не нагрівається. Приклад твердого точіння показаний на рис. 11.12.

Рис. 11.12. Приклад твердого точіння (у зоні різу видно світіння)
Для здійснення твердого точіння необхідно застосування верстатів, що володіють високою точністю, статичної та динамічної жорсткістю, температурною стабільністю і забезпечують вільний схід стружки.
Інструментальним матеріалом робочої частини різців для твердого точіння є ріжуча кераміка і кубічний нітрид бору.
.png)