Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Основи технології машинобудування›
- основні вимого до технологічного процесу

Урок:
основні вимого до технологічного процесу

20.04.2023
Вміст уроку:
1
Опис, який учні побачать перед початком уроку
Будь-технологічний процес повинен відповідати наступним вимогам.
1. Він повинен забезпечувати отримання виробів в заданій кількості і заданої якості.
2. З усіх можливих варіантів технологічного процесу (а один і той же виріб можна виготовити за допомогою декількох різних технологічних процесів) слід вибрати той, який забезпечує максимальну продуктивність праці, найвищу якість виробу, вимагає для його реалізації мінімальних витрат праці та матеріалів, надає найменші шкідливі впливи на навколишнє середовище.
3. Технологічний процес слід розробляти на основі наявних типових або групових технологічних процесів. Типовим технологічним процесом називають такий процес, який застосовують для виготовлення групи виробів із загальними конструктивними і технологічними ознаками. Типізація технологічних процесів дозволяє значно скоротити кількість різнотипної обладнання, інструменту та пристосувань, які використовуються в інструментальних цехах.
4. Технологічний процес повинен повністю відповідати вимогам безпеки праці та промислової санітарії.
Технологічний процес слюсарної обробки включає в себе наступні етапи: аналіз креслення деталі; вибір заготовки; вибір технологічних баз; складання маршруту обробки заготовки; проектування операцій.
Аналіз креслення деталі, що підлягає виготовленню, - перший і один з найбільш відповідальних етапів. На цьому етапі знайомляться з призначенням, конструкцією і потрібною кількістю деталей, з вимогами, що пред'являються до її виготовлення і експлуатації, оцінюють технологічність деталі.
Основне увагу приділяють аналізу технологічності деталі. Технологічною вважається така конструкція деталі, яка дозволяє виготовити деталь з високими продуктивністю і якістю при мінімальних витратах часу і коштів, необхідних на технологічну підготовку виробництва, виготовлення, експлуатацію та ремонт цієї деталі.
Відпрацювання конструкції деталі на технологічність - складний процес, що вимагає великого досвіду, знань і творчого підходу. Зокрема, необхідно оцінити, наскільки обґрунтованою є точність виготовлення деталі. Адже чим точніше обробка, тим вище витрати. Тому обрана точність виготовлення деталі повинна строго відповідати необхідним умовам роботи деталі в процесі її експлуатації. Конструкція деталі повинна складатися зі стандартних і уніфікованих елементів, що дозволяє використовувати для її виготовлення стандартний інструмент і пристосування, зменшити число їх типорозмірів. Конструкція деталі повинна забезпечувати можливість застосування для її виготовлення типових та групових технологічних процесів.
Вибір вихідної заготовки і способу її отримання виробляють тільки після відпрацювання вироби на технологічність. Заготівлею називають предмет праці, з якого шляхом зміни форми, розмірів, властивостей поверхні або матеріалу отримують деталь. Чим ближче властивості заготовки до властивостей деталі, тим менше буде потрібно часу і коштів на її обробку. Однак чим ближче за своїми властивостями заготовка до деталі, тим вона дорожча. Тому можна вважати, що заготовка обрана правильно тільки в тому випадку, якщо сумарні витрати на її виготовлення і обробку є мінімальними.
Вид заготовки визначається матеріалом деталі, потрібною кількістю цих деталей, конфігурацією і розмірами деталі. В інструментальному виробництві застосовують різноманітні матеріали - стали, чавуни, кольорові метали і сплави, металокераміку, пластмаси та ін. Всі вони мають різні хімічні, фізичні, механічні та технологічні властивості. Наприклад, заготовки зі сталі, більшості кольорових металів і сплавів можуть бути отримані обробкою тиском (прокаткою, штампуванням, куванням), а заготовки з чавуну - відливанням.
Інструментальне виробництво машинобудівних підприємств носить малосерійний і одиничний характер. Це визначає і тип заготовок, які використовуються при виготовленні різних інструментів і пристосувань.
Штамповані і литі заготовки скоб і шаблонів застосовують в умовах спеціалізованих підприємств для великих партій виробів. Більшість деталей дрібних штампів виготовляють з прокату. Складні корпусні деталі виготовляють з зварних заготовок.
Найбільш широко в інструментальних цехах машинобудівних підприємств використовують заготовки з прокату: круглі, квадратні, шестигранні прутки; труби; смуги; стрічки; плити. Для деталей, що працюють в особливо важких умовах (наприклад, штампів гарячого штампування), застосовують поковки найпростішої форми, так як вони мають високу міцність.
Вибір технологічних баз. Технологічною базою називають поверхню, вісь або точку, що належать заготівлі і використовуються для визначення її положення в процесі обробки.
Кожне вільне абсолютно тверде тіло має шість ступенів свободи щодо трьох координатних осей: воно може обертатися щодо кожної з осей і переміщатися паралельно кожної з них.
Для того щоб в процесі обробки заготовка не змінювала свого положення, необхідно позбавити її всіх шести ступенів свободи. Отже, для цього потрібно шість опорних точок 1-6. Для розміщення цих точок на заготівлі зазвичай вибирають три поверхні або замінюють їх поєднання поверхонь. Тоді доступ до решти поверхонь залишається вільним і їх можна обробляти.
До заготівлі прикладають сили, які забезпечують постійний контакт опорних точок заготовки і пристосування при її обробці. Ці сили називають силами закріплення.
Поряд з технологічними у заготівлі є і вимірювальні бази. ними можуть бути поверхні, осі, точки або поєднання поверхонь. Щодо вимірювальних баз визначають положення інших поверхонь заготовки (наприклад, при розмітці).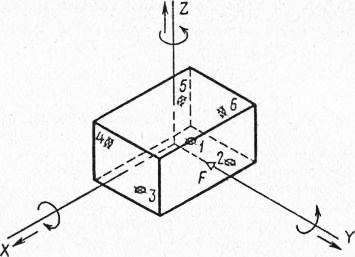
Мал. 1. Схема базування заготовки на шість точок
Базові поверхні обробляють першими. Їх якість визначає точність положення заготовки в пристосуванні.
Для досягнення високої точності обробки слід дотримуватися принципу сталості баз. Це означає, що на різних операціях в якості технологічних і вимірювальних баз необхідно, по можливості, використовувати одні і ті ж поверхні і навіть одні й ті ж ділянки поверхонь. Переважно також, щоб установчі та вимірювальні бази збігалися, т. Е. Їх функції виконували одні й ті ж поверхні.
якщо можливо, технологічні і вимірювальні бази слід поєднувати з конструкторськими (складальними) базами. Ними є поверхні деталі, які визначають її становище щодо інших деталей в зібраному виробі.
Складання технологічного маршруту обробки заготовки - відповідальний етап проектування технологічного процесу. Технологічним маршрутом називають послідовність проходження заготовки деталі або складальної одиниці по цехам і виробничим ділянкам підприємства при виконанні технологічного процесу виготовлення або ремонту. Основними завданнями цього етапу є: визначення послідовності операцій або уточнення послідовності операцій за типовим технологічним маршрутом; визначення складу засобів технологічного оснащення.
Засобами технологічного оснащення називають сукупність знарядь виробництва, необхідних для виконання технологічного процесу. Засоби техноло-ного оснащення включають в себе технологічне обладнання і технологічне оснащення. Технологічне обладнання - це ті кошти технологічного оснащення, в яких для виконання певної частини технологічного процесу розміщують матеріал або заготовку, засоби впливу на них, а також технологічне оснащення. Технологічне оснащення включає ті кошти технологічного оснащення, які доповнюють обладнання для виконання певної частини технологічного процесу. До технологічної оснастки відносять пристосування для установки заготовки і інструмента.
Технологічний маршрут слюсарної обробки можна умовно розділити на кілька частин.
1. Операції підготовки заготовки під обробку. До них відносять правку заготовки, обробку базових поверхонь, розмітку і з'єднання декількох заготовок під спільну подальшу обробку. При високій якості заготовок операцію правки виключають. Якщо немає можливості проводити спільну обробку заготовок, в технологічний маршрут не включають і операцію по їх з'єднанню.
2. Операції обробки заготовки. На стадії розробки маршруту вибирають методи обробки кожної поверхні, технологічне обладнання, ріжучий інструмент, технологічне оснащення та контрольно-з-вимірювальний інструмент.
3. Операції термічної обробки і покриттів. При проектуванні маршруту обробки вказують тільки місце і вид термічної обробки. Саму технологію термічної обробки розробляють фахівці в цій галузі. Вид термічної обробки впливає на вибір методів подальшої обробки поверхонь заготовки. Наприклад, загартовану заготовку можна обробляти свердлінням, зенкування, розгортанням і іншими методами лезвийной обробки.
4. Перевірки. Зазвичай якість деталі контролюють після її остаточної обробки. Для відповідальних, дорогих виробів в технологічний маршрут включають контроль після найбільш відповідальних операцій обробки.
Технологічний маршрут слюсарної обробки проектують в такій послідовності: спочатку вибирають технічно можливі методи обробки кожної поверхні окремо; потім формують можливі варіанти операцій; на основі аналізу витрат за різними варіантами вибирають найбільш економічний варіант маршруту обробки. При виборі технологічних методів керуються такими правилами.
1. Спочатку призначають метод кінцевої обробки, який повинен забезпечувати якість поверхні, заданий кресленням деталі. Потім послідовно призначають попередні методи обробки.
2. Попередній метод обробки повинен забезпечувати мінімально необхідний припуск на подальшу обробку.
3. Кожен наступний метод обробки повинен бути точніше попереднього, так як його застосування обумовлене необхідністю зменшити похибка попередньої обробки.
4. Обробку можливо більшого числа поверхонь однієї заготовки раціонально здійснювати одним і тим же методом.
5. Види і число методів обробки повинні забезпечувати найбільш економічний перехід від поверхонь заготовки до поверхонь деталі при заданій якості.
При проектуванні операцій керуються такими міркуваннями.
1. Операцію формують по спільності методу обробки. Це означає, що в операцію об'єднують виготовлення тих поверхонь, для яких був обраний один і той же метод обробки або методи, близькі за принципом формоутворення. Це дає можливість виконувати операцію на одному обладнанні. Методи обробки, засновані на різних принципах формоутворення, не можна об'єднувати в одну операцію (наприклад, обпилювання і шліфування, свердління і вирубку).
2. На одній операції прагнуть обробити поверхні з приблизно однаковими вимогами до їх якості. Наприклад, нераціонально чорнове і чистове шліфування проводити на одній операції, так як для чорнового шліфування можна використовувати менш точний верстат, а для чистового - більш точний.
3. Для кожної операції вибирають засоби технологічного оснащення - обладнання, інструмент, пристосування.
Устаткування вибирають відповідно до призначеного методом обробки, розмірами заготовки, точністю обробки, розміром партії та ін..
Ріжучий інструмент повинен відповідати обраному методу обробки, типу оброблюваної поверхні, необхідної якості обробки і стандартному типорозміру. В інструментальному виробництві часто для конкретної роботи виготовляють нестандартний інструмент; однак таким шляхом слід іти тільки в тому випадку, коли це дійсно необхідно і виправдано.
При виборі пристосування враховують характер технологічної операції, габарит вироби, тип заготовки, схему базування і закріплення заготовки, тип обладнання, точність обробки, розмір партії та ін..
Засоби контролю вибирають з урахуванням характеру контрольованого параметра (геометричний розмір, форма, шорсткість і т.д.), встановлених розмірів контрольованого параметра і допусків на нього, допустимої похибки вимірювання, маси і габариту вироби, умов робочого місця (температура, вологість), пошкоджуваності контрольованої поверхні, форми видачі результатів контролю, доступності місця контролю, наявності на підприємстві необхідного і найбільш раціонального кошти.
Після виконання всіх зазначених робіт отримують документ, який є скороченим описом технологічного процесу - всіх операцій в послідовності їх виконання. Цей документ називають маршрутною картою. При одиничному виробництві на цьому проектування технологічного процесу часто і закінчують. Деталі кожної операції опрацьовує сам виконавець роботи на основі свого досвіду і кваліфікації.
1
Відповісти на запитання письмово.
Основні вимоги до технологічного процесу.
Вибір технологічних баз.
.png)
Рефлексія від 2 учнів
Сподобався:
0
Так: 2
Ні: 0
Зрозумілий:
0
Так: 2
Ні: 0
Потрібні роз'яснення:
0
Ні: 2
Так: 0