Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Професійна освіта›
- ОМТ.Лекція 6. Виробництво гарячедеформованих труб на ТПА з безперервними станами.

Урок:
ОМТ.Лекція 6. Виробництво гарячедеформованих труб на ТПА з безперервними станами.

22.01.2021
Вміст уроку:
1
1
Уважно прочитайте текст лекції. Дайте відповіді на контрольні запитання.
Лекція 6. Виробництво гарячедеформованих труб на ТПА з безперервними станами.
ПЛАН
1.Сортамент труб, прокатуємих на ТПА з безперервними станами.
2.Типи трубопрокатних агрегатів (ТПА) з безперервними станами.
3.Склад та розміщення обладнання ТПА.
4. Принцип дії оправочного безперервного стану.
1. Сортамент труб, прокатуємих на ТПА з безперервними станами.
Метод прокатки безшовних труб по методу Фасля і Форена відомий з 1920 року, в особливості в СРСР, США, ФРН, Франції, Белгії, Японії та Італії.
Метод виробництва труб на установках з безперервним оправочним станом є перспективним і економічним методом і все більше набуває поширення в світі.
Безперервна прокатка являється найбільш перспективним високопродуктивним способом виробництва горячокатаних труб.
На сучасних трубопрокатних агрегатах з безперервним станом виготовляють труби діаметром від 16 до 350 мм з товщиною стінки 2¸25 мм переважно із вуглецевих і низьколегованих, а іноді і високолегованих сталей. Ведуться дослідницікі роботи і конструкторські розробки, направлені на створення агрегатів з безперервним станом для виготовлення труб діаметром до 500 мм.
Сортамент труб, прокатуємих на установках з безперервним станом, в порівнянні з іншими станами достатньо вузький. На старих установках прокатують в основному передільну заготовку для холодного волочіння труб (Dт=57 и 63,5 мм, Sт=3,5¸6 мм), а на сучасних — в більшості товарні труби по ГОСТ 8731—74, ГОСТ 8732—70 і ГОСТ 9567—75.
2. Типи трубопрокатних агрегатів (ТПА) з безперервними станами.
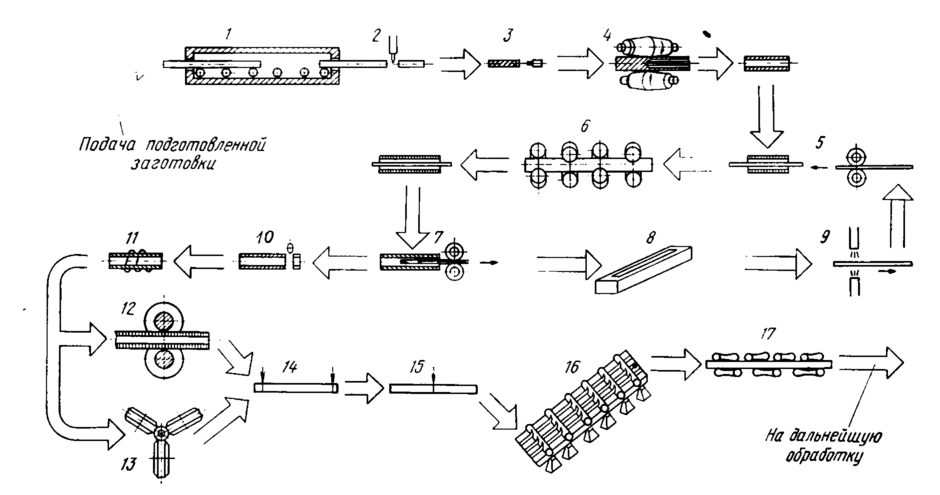
1-нагрівання заготовок, 2-порізка заготовок, 3-зацентровка, 4-прошивка, 5-зарядка оправки в гільзу, 6-безперервна прокатка, 7- витягання оправок, 8-охолодження оправок, 9-змащування оправок, 10-відрізання заднього кінця, 11-підігрівання труб в індукторі, 12-калібрування труб, 13-редукування труб, 14-відрізання кінців труб, 15-розрізання труб на мірну довжину, 16-охолдження, 17-виправлення труб
Мал. 2.95. Схема технологічного процеса виробництва труб на ТПА з безперервним станом
Всі сучасні агрегати з безперервним станом, відрізняються один від іншого складом обладнання і особливо конструкцією окремих станів і механізмів, ступенем механізації і автоматизації. Однак всім новим агрегатам з безперервним станом притаманні загальні ознаки: наявність багатоклітьового редукційно-розтяжного стана і індивідуального привода клітей безперервного довгооправочного стана.
Тільки ці особливості дозволяють прокатувати на сучасних агрегатах з безперервним станом труби всього сортамента із заготовки, гільзи і чорнової труби постійних діаметрів довжиною до 20¸110 м. Зменшення кількості перевалок, а також повне використання механічного і електричного обладнання (оскільки у всіх випадках прокатуються чорнові труби максимального перерізу) дозволили різко підвищити продуктивність сучасних агрегатів з безперервним станом в порівнянні з продуктивністю старих установок такого типу і інших типів агрегатів для одержання труб аналогічного сортамента.
Послідовність технологічних операцій на дільниці горячої прокатки труб, обладнаних агрегатами з безперервними станами, показана на мал. 2.95.
В сьогоденні цехи для виробництва труб на установках з безперервними станами оснащуються агрегатами великої одиничної потужності, призначеними для випуска масових партій труб. Все технологічне обладнання агрегата від завантажувальних пристроїв нагрівальних печей до ділянки порізки труб за охолоджувальними столами встанавлюються в єдиному технологічному потоці. Дільниця ад’юстажу гладких труб звичайно складається із декількох поточних ліній, встановлених або в потоці зі станом, або окремостоячими. В останньому випадку всі труби після холодильника подаються мостовими кранами на проміжній склад. При наявності у складі цеха ділянок для ад’юстажа спеціальних видів труб вони також розміщуються окремостоячими і одержують заготовку з проміжніх складів. Схема розміщення обладнання ТПА 30¸102 з безперервним станом приведена на мал. 2.96.
Сучасні безперервні оправочні стани є найбільш продуктивними розкатними станами. ТПА, що включають ці стани, у залежності від розмірів прокатуємих труб, складу і характеристик устаткування, мають продуктивність від 200 тис. до 1 млн.т на рік. На цих ТПА прокатують найбільш масовий сортамент - труби з вуглецевих і низьколегованих сталей і ці труби мають високу точність і гарну якість поверхні.
В сьогоденні визначилися два типи безперервних станів:
стани із 7 парами робочих валків в загальній станині і груповим приводом;
стани з 9 двохвалковими клітями, які мають індивідуальний привод для кожної пари валків.
Семиклітьові стани старих конструкцій в сьогоденні значно модернізовані, однак для них характерні ряд недоліків:
складність кінематики групового привода,
складність налагодження і неможливість змінення співвідношення швидкостей при прокатці, а також потреба у великому парку прокатного інструмента.
Сучасні дев’ятиклітьові безперервні стани використовуються для масового виробництва труб і забезпечують високошвидкісну розкатку товтостінних гільз в тонкостіну трубу великої довжини (24 м і більше) із вуглецевих і низьколегованих сталей.
Як правило, дев’ятиклітьові безперервні стані спеціалізуються на прокатці труб одного-двох діаметрів з різною товщиною стінки, яку одержують за рахунок змінення діаметра оправки, що значно підвищує продуктивність стана. Розширення сортамента установки з безперервним станом досягається за рахунок використання редукувального стана, на якому можна одержати труби меншого діаметра з одночасним потоншенням стінки.
Схема розміщення обладнання першої вітчизняної трубопрокатної установки з дев’ятиклітьовим безперервним станом приведена на мал. 2.96. Відрізняльною особливістю даного ТПА являється наявність швидкісного нагріваня довгомірної заготовки (штанги) в секційних роликових печах з послідуючою порізкою на мірну довжину на прес-ножицях.
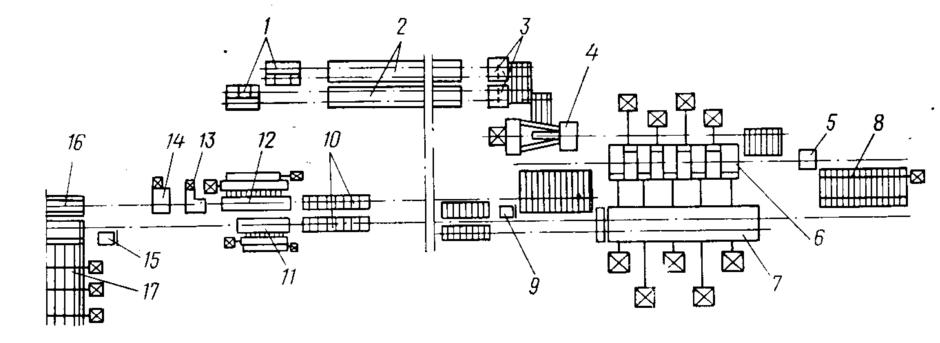
1-завантажувальні пристрої печей, 2-секційні печі, 3-ножиці горячого різання заготовок, 4-прошивний стан, 5-штовхач гільзи і оправок, 6-безперервний стан, 7-витягувач оправок, 8-ванна для охолодження оправок, 9-пилка, 10-підігрівальні печі, 11-калібрувальний стан, 12-редукувальний стан, 13-летючі ножиці, 14-летюча пилка, 15-пилка для різання труб із калібрувального стану, 16-барабанний зкидувач, 17-охолоджувальний стіл
Мал. 2.96. Схема розміщення обладнання ТПА з безперервним станом із секційними печами швидкісного нагрівання
У другому варіанті установки 30,102 використовуються дві кільцеві печі, що потребує створення ділянки підготовки заготовки з двома пресами ломки і ножицями для порізки заготовки.
Різноманітні ТПА відрізняються засобами одержання гільз, їх розкатки в безперервному оправочному стані і поділу чорнової труби й витягання оправки. Засоби одержання гільз залежать від виду заготівки (катана або безперервно-лита), її форми (кругла або квадратна) і кількості використовуваних типорозмірів.
Застосовуються такі схеми з різним складом прошивного устаткування: прошивний стан - двохвалковий із направляючими лінійками (ПНТЗ, ЮТЗ) або приводними дисками; трьохвалковий стан; прошивний прес і елонгатор; пресвалковий стан і елонгатор (ВТЗ); пресвалковий стан, елонгатор і стан для редукування гільз. У останній схемі використання безупинного стана для безоправочного редукування гільз дозволяє підвищити розважування заготівок і з одного її розміру одержувати гільзи різних діаметрів, збільшуючи тим самим продуктивність і розширяючи діапазон розмірів готових труб. На безперервному оправочному стані також застосовується декілька засобів прокатування: прокатування на оправці, що вільноплаває - для одержання труб діаметром до 178 мм і довжиною до 35 м; прокатування на частково утримуваній оправці - для труб діаметром до 194 мм, довжиною до 40¸50 м; прокатування на утримуваній оправці - для труб діаметром до 426 мм, довжиною до 40¸50 м. Частково утримувана оправка працює як утримувана на I-й стадії процесу і вільноплаваюча - на II-й стадії після її звільнення механізмом утримання. Вільноплаваюча і частково утримувана оправки після прокатування витягаються з труб за допомогою ланцюгових оправковитягачів. При прокатуванні труб середнього і великого діаметра на утримуваній оправці на вихідній стороні стана встановлюється 3¸5-клітьовий трубознімальний стан, що здійснює невеличке обтискання труб по діаметру і стягування труби з оправкою. Тому що в цьому випадку операція знімання труби відбувається без додаткових витрат часу, такий метод прокатування дозволяє на деяких ТПА відмовитися від проміжного підігріву труб перед калібрувальним станом. Іноді калібрувальний і трубознімальний стани з’єднуються (наприклад, 10-клітьовий стан на ТПА 159¸426 ВТЗ).
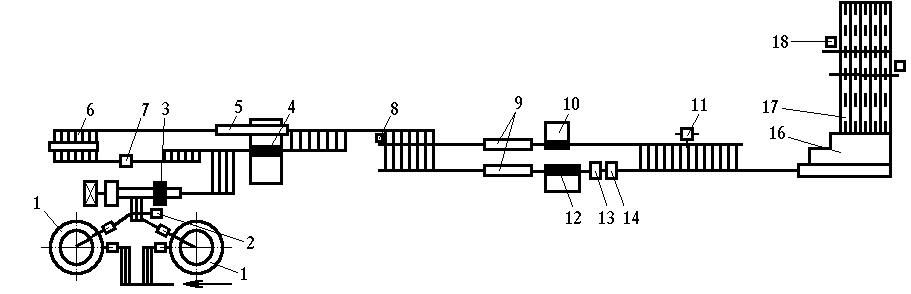
1 - кільцеві печі; 2 - зацентрівник; 3 - прошивний стан; 4 - безперервний оправочний стан; 5 - здвоєний оправковитягач; 6 - ванна для охолодження довгих оправок; 7 - машина для змащення оправок; 8 - стаціонарна пила; 9 - індукційні підігрівальні печі; 10 - калібрувальний стан; 11 - пересувна пила; 12 - редукційно-розтяжний стан; 13 - летючі ножиці; 14 - летуча пила; 15 - барабанний скидач; 16,17 - гвинтова і ланцюгові секції холодильника; 18 - стаціонарні пилки для обрізки стовщених кінців труб.
Мал. 2.97. Схема розміщення устаткування ТПА 102 ЮТЗ із безперервним оправочним станом з нагріванням в кільцевих пічах
3. Склад та розміщення обладнання ТПА.
Схема ТПА 30¸102 ЮТЗ приведена на мал. 2.97.
Технологічний процес на ньому включає такі технологічні операції: нагрівання заготівок у кільцевих печах; зацентровка заготовок; прошивка в двохвалковому стані з направляючими лінійками при кутах подачі до 14°; введення в гільзу оправки; прокатування в 9-клітьовому безперервному стані на вільноплаваючій оправці; витягання оправки на ланцюговому оправковитягачі; охолодження і промаслювання оправок, подача її на вхідну сторону безперервного стана; обрізка задніх кінців труб, зім'ятих у процесі витягання оправки; підігрівання труб у прохідних індукційних печах; калібрування труб діаметром 76¸102 мм у 12-клітьовому стані або редукування труб діаметром 42¸76 мм у 24-клітьовому редукційно-розтяжному стані; Розрізка каліброваних труб навпіл пересувною пилкою або розрізка редукованих труб на мірні довжини летючою пилкою або ножицями; обрізка стовщених кінців труб; охолодження; правка труб. На ТПА досягнутий темп прокатування до 400 чорнових труб на годину, Довжина труб після редукційного стана досягає 120 м.
4. Принцип дії оправочного безперервного стану.
Безперервні трубопрокатні стани, що здійснюють розкатку гільз на довгих рухливих циліндричних оправках, мають у своєму складі 7¸9 двохвалкових клітей, розташованих під кутом 45° до горизонту і 90° одна до одної (мал. 2.98.). Оправки застосовуються вільноплаваючі і утримуючі.
Утримуючі оправки переміщуються з уповільненою (у порівнянні з вільноплаваючими) швидкістю за допомогою спеціального механізма на вхідній стороні стана. Прокатування ведеться в широких калібрах з овальністю 1,20¸1,25; такі калібри і підвищений периметр труби в них забезпечують одержання в чистовій кліті прозору між трубою й оправкою (див. мал. 2.98 кліть "n"), що значно зменшує зусилля витягання оправки з труби після закінчення процесу прокатування. Застосовується мастило оправки – як правило триполіфосфат натрію, який наноситься шляхом набризкувания його розчину на нагріту (130°¸150 °С) поверхню оправки перед запровадженням її в гільзу.
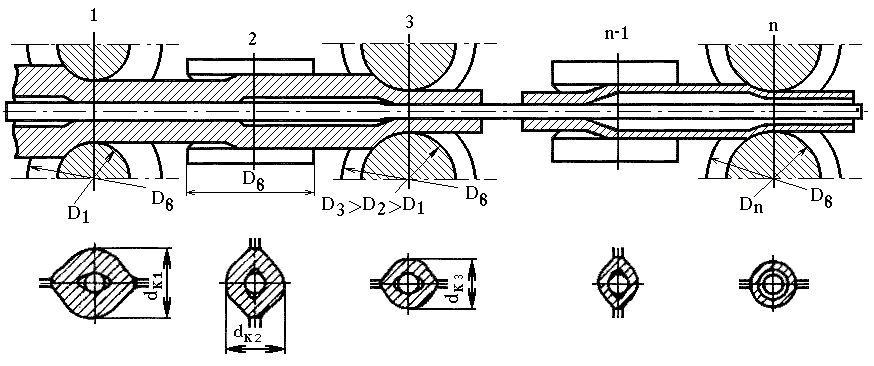
Мал. 2.98. Схема встановленого процесу безперервної прокатки труб на довгій циліндричної оправці: Dв – діаметр бочки валка; D1…n – діаметр валка по вершині калібру (1-n – номера клітей)
Вільноплаваюча оправка, рухається під дією сил тертя, що виникають на контакті її з гільзою в осередку деформації (у клітях) і в міжклітьових проміжках. Швидкість оправки uопр однакова в будь-якій точці, швидкість деформуємого металу u наростає по довжині осередку деформації в кожній кліті і у стані в цілому. У зв'язку з цим на контакті метала з оправкою виникає відносне ковзання з наявністю нейтрального перетину, де u=uопр. До цього перетину розташовується зона відставання металу від оправки, після нього - зона випередження. У процесі прокатування передній торець труби спочатку наближається до переднього кінця оправки, потім зповзає з нього на розмір lср (мал. 2.100.), у цей же час задній торець наближається до хвостовика оправки.
Процес безперервної оправочної прокатки має ряд переваг: високу швидкістю прокатування - до 6,5 м/с, одержанням довгих труб і високою продуктивністю; високою якістю внутрішньої поверхні труб і більш високою точністю товщини стінки в порівнянні з трубами, прокатуванними на короткій оправці. Недоліком є обмеженість розмірного сортаменту (1¸2 розміру по діаметру, товщина стінки 3,5¸8 мм), розширення якого потребує надмірного збільшення кількості валків і оправок, а також обмеженість марочного сортаменту (вуглецеві і низьколеговані сталі), розширення якого призводить до зниження стійкості інструмента. Це обумовлює низьку маневреність стана й ефективність прокатування тільки масових партій труб.
Процес безперервної прокатки заключається в розкатці гільзи на довгій оправці одночасно в декількох клітях (мал. 2.98.), при цьому режими деформації (коефіцієнт витягування і швидкості валків) сусідніх клітей повинні бути погоджені між собою.
Основною характеристикою безперервної прокатки є постійність секундних об’ємів метала, який проходить через кожну кліть.
Контрольні запитання.
1. Складіть кластер про типи трубопрокатних агрегатів (ТПА) з безперервними станами.
2.Опишіть технічними термінами склад та розміщення обладнання ТПА.
3. Складіть кластер про принцип дії оправочного безперервного стану.
.png)
Рефлексія від 1 учня
Сподобався:
0
Так: 1
Ні: 0
Зрозумілий:
0
Так: 1
Ні: 0
Потрібні роз'яснення:
0
Ні: 1
Так: 0