Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Професійна освіта›
- ОМТ.Лекція 4. Конструкція прошивних станів.

Урок:
ОМТ.Лекція 4. Конструкція прошивних станів.

15.01.2021
Вміст уроку:
1
1
Уважно прочитайте текст лекції ,перегляньте рисунки. Дайте відповіді на контрольні запитання.
Лекція 4. Конструкція прошивних станів.
Прошивні стани є составним элементом трубопрокатных агрегатів для виробництва гарячекатаних труб. На них здійснюється перетворення суцільної заготовки в порожню гільзу. З цією метою використовують стани попереково-гвинтової прокатки и прес-валкові стани.
Найбільш широке розповсюдження в обробці металів тиском отримали стани попереково-гвинтової прокатки. Вони використовуються не тільки для прошивки заготовки, але й для різних інших технологічних операцій.
Классифікуються такі стани за наступними найбільш характерними особливостями :
- по призначенню : прошивні, раскатні, элонгатори, риллінги, розширювателі, калібрувальні;
- по кінематичній схемі (розташуванню валків): з подачею заготовки за рахунок перекосу валків, з подачею заготовки за рахунок зміщення вісі прокатки (симетричне або несиметричне розташування валків);
- по способу розташування валків в стані: з кутом розкатки а = 0 (бочковидні), з кутом розкатки а > 0 (чашевидні), з кутом розкатки а < 0 (грибовидні);
- по числу рабочих валків і виду направляючого інструменту: двохвалкові с направляючими лінійками, роликами, дисками (приводними або неприводними), диск-лінейкою, трьохвалкові (без направляючого інструменту);
- по типу приводу: груповий і індивідуальний. Ів тому ііншому випадку можуть використовуватися електродвигуни постійного та перемінного струму;
- по способу зміни кута подачі: зарахунок повороту барабанів з валками (кут розкатки не змінюється), за рахунок поворотної планшайби(кут розкатки змінюється ) и без регулювання кута подачі;
- по схемі вихідної сторони: з осьової и бічною выдачою гільзи і з вне- становим витягу стрижня.
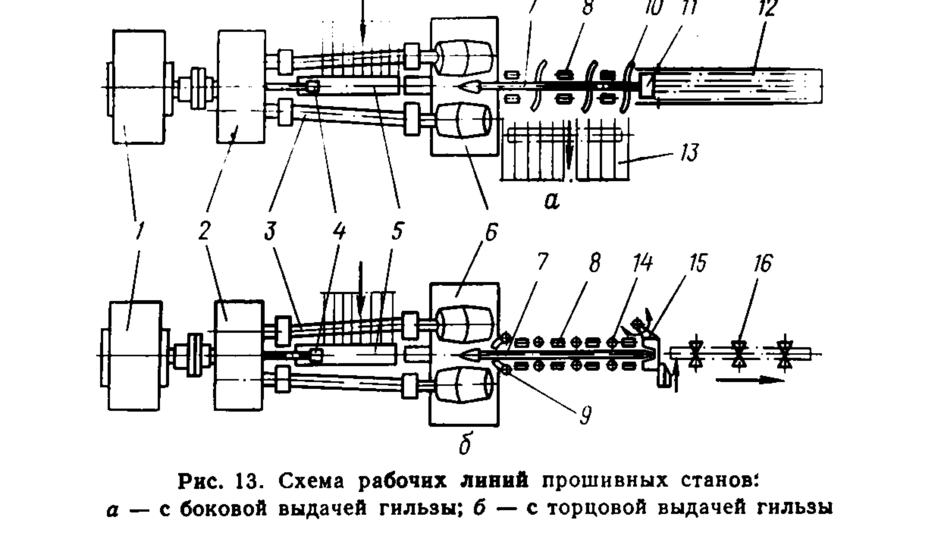
Розглянемо схеми робочих ліній двох прошивних станів: з бічною видачею гільзи після прошивки (мал.13, а) і з торцьовою (мал.13, б). 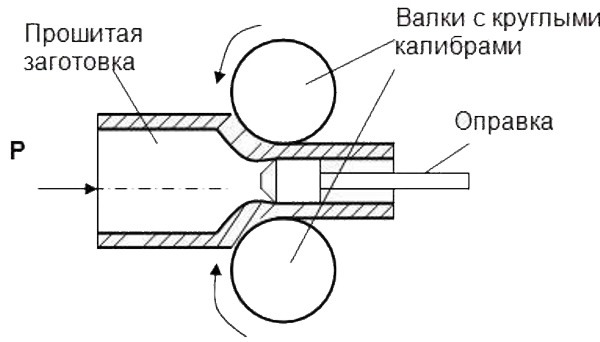
Робоча лінія прошивного стану з бічною видачею гільзи включає наступні вузли і механізми: головний електродвигун (1), шестерінна кліть (2), універсальний шпіндель (3), пневматичний штовхач заготовки у валки (4), ввідний жолоб (5), робоча кліть (6), упорний стрижень з оправкою (7), центрувач (8), упорний підшипник стрижня (11), круговий викидач (10), стіл з направляючими відведеннями упорного підшипника із стрижнем (12) і похилена решітка (13).
Прошивний стан з торцьовою видачею гільзи відрізняється вихідною стороною, де, крім центрувачів 8, розміщений механізм перехоплення переднього кінця стрижня 9, фрикційні ролики 14 видачі гільзи із стана, упорно-регулюючий механізм 15 з відкидним упорним підшипником, рольганг відведення гільзи 16.
 Недоліком стана з бічною видачею гільз є велика втрата часу на відведення стрижня і подальшу його установку у початкове положення при кожному циклі прокатки. На початку 60-х років була створена принципово нова конструкція вихідної сторони з осьовою видачею гільзи, яка дозволяє скоротити час допоміжних операцій майже в 2 рази і підвищити продуктивність прошивних станів.
Недоліком стана з бічною видачею гільз є велика втрата часу на відведення стрижня і подальшу його установку у початкове положення при кожному циклі прокатки. На початку 60-х років була створена принципово нова конструкція вихідної сторони з осьовою видачею гільзи, яка дозволяє скоротити час допоміжних операцій майже в 2 рази і підвищити продуктивність прошивних станів.
Розглянемо характеристику сучасного прошивного стану.
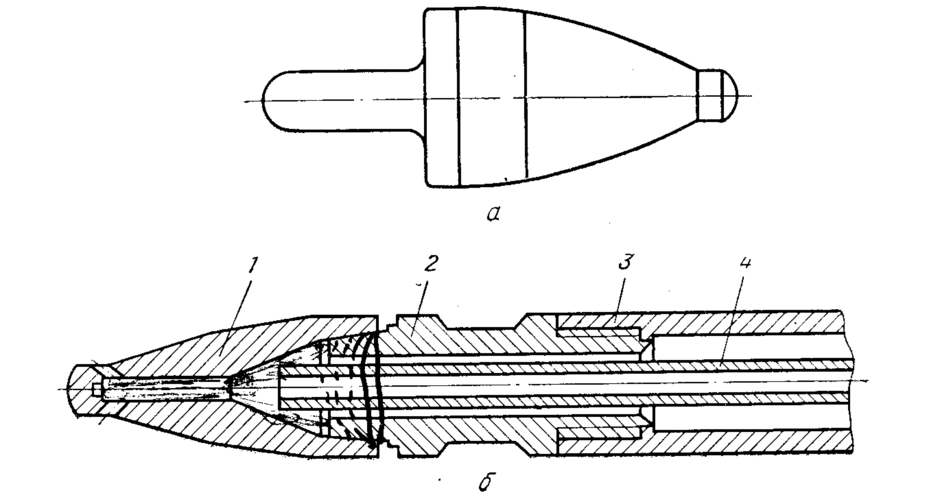
Мал.2. Оправки прошивних станів
Робоча кліть (мал.13.) приймає на себе весь тиск металу на валки, значить її лита станина 1 має масивну коробчасту форму. Усередині станини розміщені пустотілі барабани 7 з проємами, в яких встановлені касети подушок робочих валків 2. Зближення і розведення валків здійснюється переміщенням касет подушок по направляючим барабанів горизонтальними натискними гвинтами, які приводяться в обертання механізмами 6, що встановлені на торцях барабанів.
Конструкція робочої кліті забезпечує повертання барабанів на кут 100°, що забезпечує перевалку валків через вікна кришки станини. Привід оберту барабану здійснюється від електродвигуна через два черв’ячних редуктора 3 і ведучу шестерню. В робочому положенні валки встановлюються на кут подачі 12¸18° і закріпляються механізмом стопоріння 4.
Нижня лінійка встановлюється на стаціонарному столі, верхня лінійка закріпляється в траверсі 5, яка може переміщатися вверх і вниз від спеціального механізму, який включає два установочних гвинта і черв’ячний редуктор.
Привод робочих валків прошивного стану знаходиться із сторони подачі металу і включає електродвигун постійного або змінного струму, шестерінну кліть-редуктор і шарнірний шпіндель. Двигуни постійного струму встановлюються на всіх сучасних прошивних станах, так як це дозволяє підвищити пропускну спроможність стану і його технологічну маневреність.
В сьогоденні на прошивних станах встанавлюють незмінні водоохолоджуючі оправки (мал.2,б), при цьому раціональною схемою вихідної сторони є торцьова видача гільзы. При виробництві труб із нержавіючих марок сталей використовують змінну оправку (мал.2, а).
Для утримання стрижня від продовжнього згину гільзи ,на вісі прошивки використовують центровачі з приводом зближения і розведення роликів від пневмоциліндрів. На малих і середніх станах встанавлюють трьохроликові, а на великих — чотирьохроликові центровачі.
При осьовій видачі переміщення гільзи здійснюється фрикційними приводними роликами.
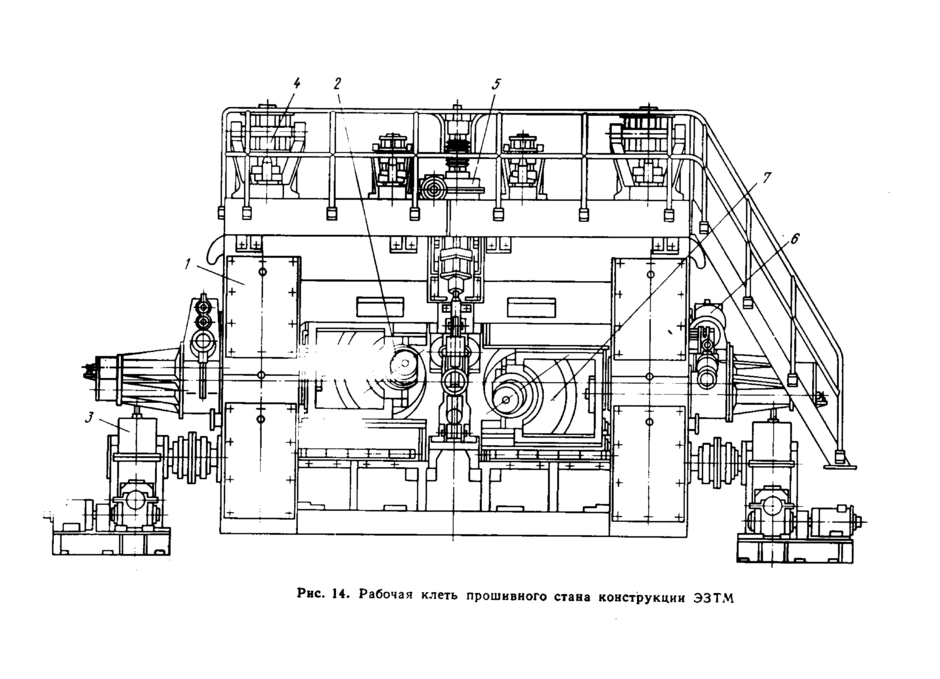
Мал.3. Робоча кліть прошивного стану
 Прошивка Прошивка гільзи на пресах.
Прошивка Прошивка гільзи на пресах.
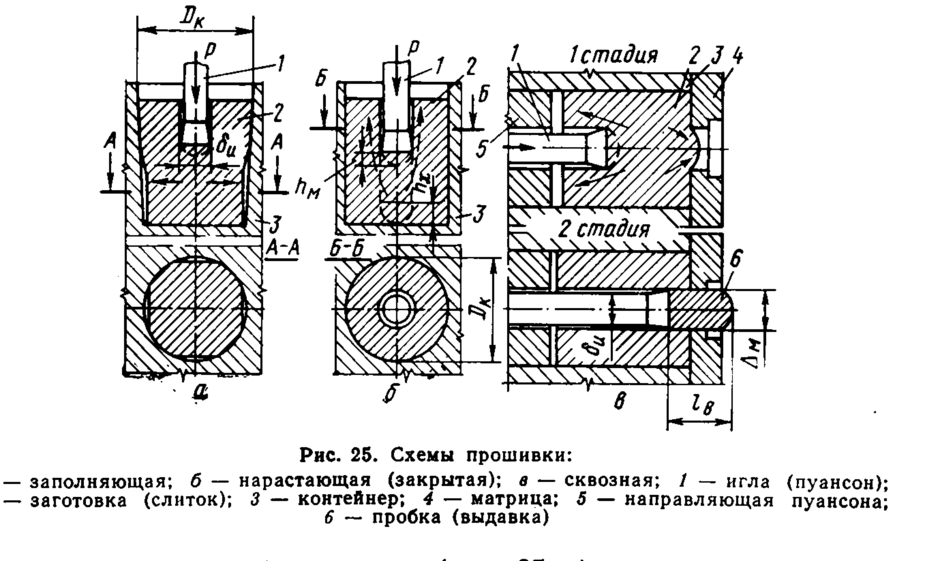
Прошивку на пресах використовують при виробництві труб пресуванням і на модернізованих агрегатах з пілігрімовими станами. Розрізняють три вида прошивки: заповнюючу, наростаючу і наскрізну.
На трубопрокатних установках прошивка зливків і заготовок в гільзи на пресі поєднується з послідуючим подовженням одержаних гільз на станах-подовжувачах (елонгаторах) або на трубопрофільних пресах.
На модернізованих трубопрокатних установках з пілігрімовими станами для одержання порожнистих товстостінних гільз використовується глибока закрита прошивка, яка є різновидністю процесу зворотного пресування.
При глибокій закритій прошивці розрізняють два види утворення порожнини :
1) заповнююча пришивка зливків і заготовок, поперечний переріз яких менше перерізу внутрішньої порожнини контейнера; при цьому течія металу в сторони не обмежена і за рахунок радіальної течії витискаємий пуансоном метал заповнює об’єм між бічними поверхнями контейнера і заготовки;
2) наростаюча прошивка, при якій здійснюється деформація попередньо розпресованих зливків і заготовок (осаджених до доторкання зі стінками контейнера) в глухому контейнері, і процес проходить з течією метала вдовж осі прошивки назустріч пуансону, при цьому висота гільзи збільшується відповідно об’єму витисненого пуансоном металу;
3) наскрізна прошивка.
Перші дві прошивки призначені для одержання стакану, який розкатується потім в гільзу на станах-елонгаторах, а наскрізна прошивка забезпечує одержання гільзи для використання на установках для виробництва труб пресуванням.
Течія металу при глибокій прошивці досліджувалась в работах Е. Зібеля, С. І. Губкіна, Л. В. Прозорова, Г. А. Смірнова-Аляєва та ін., однак у використанні до одержання товстостінних стаканів при прошивці дослідження в широкому масштабі були проведені тільки в останні роки у зв’язку з освоєнням нових пілігрімових установок, які працюють по схемі прошивний прес—елонгатор—пільгерстан.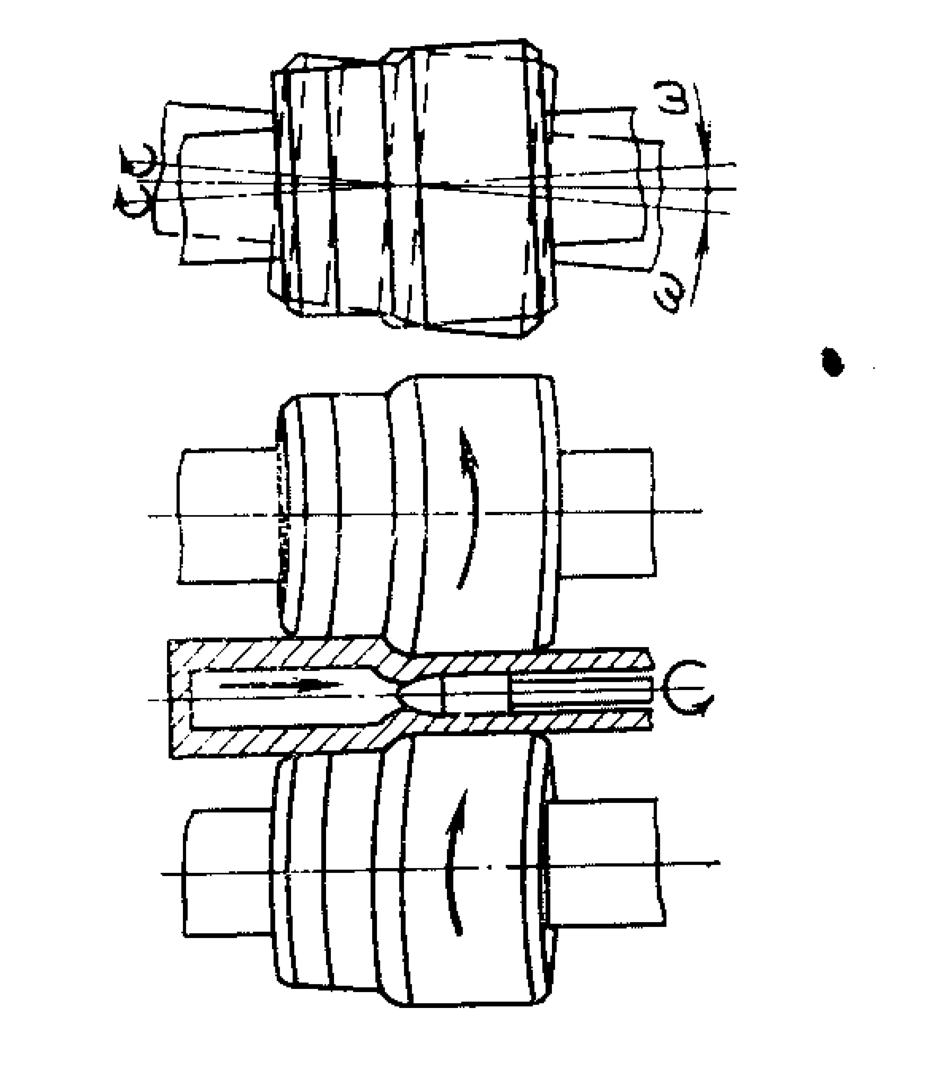
Одержання гільзи із стакана проводиться на стані-елонгаторі .
Елонгатор має два робочих валка, які встановлені під відповідним вуглом до осі прокатки (вугол подачі) і лінійки. На елонгаторі дно гільзи-стакана прошивається і повністю розкатується .
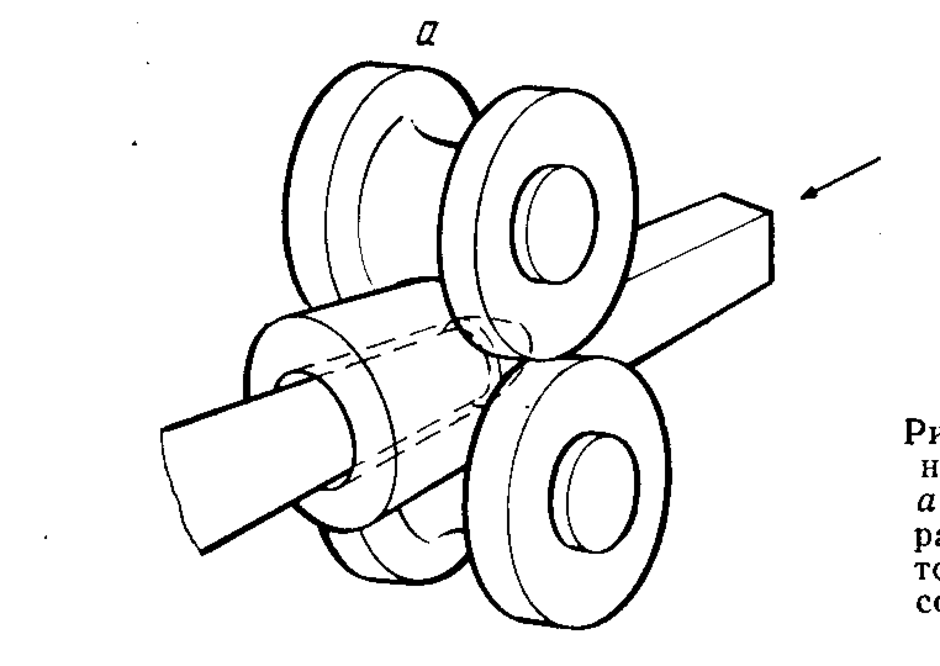 Для виробництва труб (в тому числі Æ300—500 мм) використовують багатогранну, переважно прямокутну заготовку, яка одержана на установці безперервного розливання сталі, розроблено процес прес-валкової прошивки, який містить елементи продовжної прокатки в круглому калібрі і пресової прошивки.
Для виробництва труб (в тому числі Æ300—500 мм) використовують багатогранну, переважно прямокутну заготовку, яка одержана на установці безперервного розливання сталі, розроблено процес прес-валкової прошивки, який містить елементи продовжної прокатки в круглому калібрі і пресової прошивки.
Для забезпечення наскрізної прошивки заготовки між її заднім торцем і прес-штемпелем розміщають шайбу з розмірами, які забезпечують її вільний прохід наскрізь середовище деформації . Якість гільз, які одержані по цій технології, вище якості гільз, які одержують на станах гвинтової прокатки, так як — в процесі проштовхування через калібр неприводних валків на заготовку діють лише напруження стискання.
Контрольні запитання.
1.Як ви вважаєте, прошивний стан – це окреме обладнання , чи частина ,чи составний элемент трубопрокатного агрегату ?
2. До складу якого стану входять центрувачі ?
3.Зробіть порівняльну характеристику конструкцій робочих ліній прошивних станів з бічною та торцьовою видачею гільзи.
4.Які види оправок використовують при прошиванні заготовок на прошивних станах ?
5.Опишіть суть прошивки заготовки на пресах кластер- мето
.png)
Рефлексія від 0 учнів
Сподобався:
0
Так: 0
Ні: 0
Зрозумілий:
0
Так: 0
Ні: 0
Потрібні роз'яснення:
0
Ні: 0
Так: 0