Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Професійна освіта›
- ОМТ.Лекція 39. Тема 8.3 Технологічні процеси і операції пресування.

Урок:
ОМТ.Лекція 39. Тема 8.3 Технологічні процеси і операції пресування.

26.04.2021
Вміст уроку:
1
1
Лекція 39.
Тема 8.3 Технологічні процеси і операції пресування.
Напівбезперервне пресування.
Довжина заготовки залежить від міцності прес-штемпеля і величини робочого ходу преса, тому для пресування використовують заготовки не більше певної довжини. При цьому кожну заготовку пресують з прес-залишком. Вихід придатного - це показник економічності, рівний відношенню готової продукції до маси заготовки. Таке обмеження призводить до зниження виходу придатного і зменшення продуктивності преса.
Зазначений недолік частково усувається переходом на напівбезперервне пресування (спосіб ще називається пресуванням «заготовка за заготовкою»), яке в залежності від сплаву і призначення прес-виробів здійснюється без змащення і з мастилом. Напівбезперервне пресування заготовок без змащення полягає в тому, що кожна наступна заготовка завантажується в контейнер після того як попередня екструдується приблизно на три чверті від своєї довжини.
При використанні такого прийому відбувається зварювання заготовок по торцях. Довжина залишеної в контейнері заготовки обмежується тим, що подальше продовження пресування призведе до утворення прес-утяжини, тому при завантаженні в контейнер наступної заготовки усувається небезпека утворення утяжини порожнини і створюються умови для отримання якісних прес-виробів. При цьому можливе отримання такого прес-виробу, довжина якого теоретично не обмежена і буде визначатися тільки кількістю відпресованих заготовок. Іноді в процесі пресування виріб змотують в бухту великої довжини.
Послідовність операцій при напівбезперервного пресування приведена на рис. 1.
На першій стадії заготовку подають в контейнер преса і після рас-пресування екструдують до заданої довжини прес-залишку (рис. 1, а-г). Після цього відводять прес-штемпель разом із закріпленою на ньому прес-шайбою і завантажують черговий злиток. При екструдуванні чергової заготовки здійснюється її зварювання з прес-залишком від попередньої заготовки і видавлювання всього металу через канал матриці (рис.1, д-ж). Після пресування кожної заготовки необхідне повернення прес-шайби у вихідне положення, що можливо здійснити тільки через контейнер. Відсутність мастила в контейнері цю операцію ускладнює, тому потрібно спеціальне кріплення прес-шайби до прес-штемпелю і зміна конструкції прес-шайби, наприклад, для полегшення виведення з втулки контейнера прес-шайбу оснащують пружним елементом.
Недоліком напівбезперевного пресування є невисока міцність зварювання частин прес-виробів, отриманих з окремих заготовок, через різноманітні забруднення, які зазвичай залишаються в прес-залишку. Відзначено також, що місце зварювання в прес-виробах, як наслідок особливості характеру течіння металу, може сильно розтягуватися.
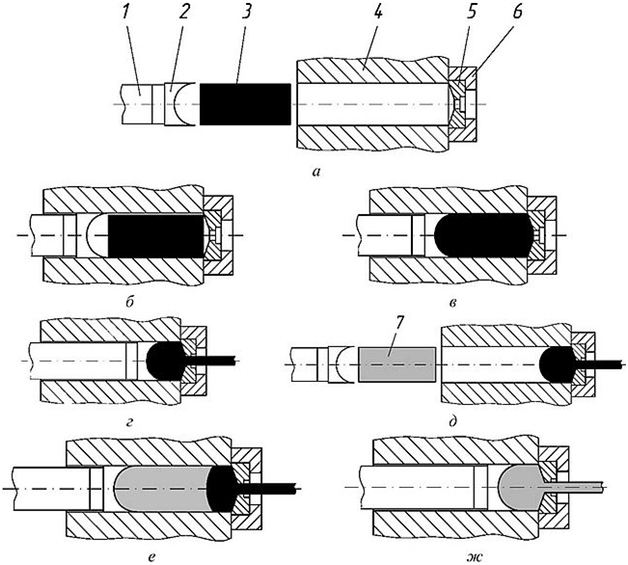
Рис.1. Схема стадій напівбезперервного пресування: а - вихідна позиція:
1 - прес-штемпель; 2 - прес-шайба; 3 - заготовки; 4 - контейнер; 5 - матриця; 6 - матрицетримач; 6 - завантаження заготовки; в - розпресовка заготовки; г - екструзія заготовки; д - завантаження чергової заготовки: 7 - чергова заготовка; е - видавлювання прес-остатку черговою заготовкою; ж – екструзія чергової заготовки.
При напівбезперервному пресуванні добре зварюємий сплав прес-залишоку зварюється з наступним злитком по торцевій поверхні. У прес-виробі ця поверхня буде вигнутою, що при хорошому зварюванні збільшує міцність стику. У цьому процесі для кращої зварюваності неприпустиме мастило і необхідний підігрів контейнера до температури, близької до температури пресування. Цим же способом можна пресувати з застосуванням мастильних матеріалів вироби з незадовільно зварюємостю металів і сплавів. Однак для отримання плоскої лінії розчленування прес-виробів з послідовно пресованих заготовок, з легким їх подальшим поділом, необхідно застосовувати конусні матриці з кутом нахилу твірної до осі менш 60 ° і увігнуті прес-шайби.
Ще одна схема напівбезперервного пресування з форкамерою в даний час широко застосовується для виробництва прес-виробів з алюмінієвих сплавів (рис. 2).
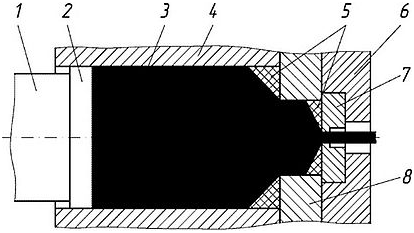
Рис.2. Схема напівбезперервного пресування з використанням форкамери:
1 - прес-штемпель; 2 - прес-шайба; 3 - заготовка; 4 - контейнер; 5 - «мертві» зони; 6 - матрицетримач; 7 - матриця; 8 – форкамера.
Характерною рисою цієї схеми пресування є використання спеціального форкамерного інструменту, що забезпечує пресування з стикового зварюванням і натягом.
Безперервне пресування.
Одним з основних недоліків пресування є циклічність процесу, тому в останні роки велика увага приділяється розробці способів безперервного пресування: конформ, екстроллінг, леннокс. Найбільше застосування в промисловості знайшов спосіб Конформ.
Особливістю установки Конформ є те (рис. 3), що в її конструкції контейнер утворюється поверхнями канавки рухомого приводного колеса 6 і виступом нерухомої вставки 2, яка притискається до колеса за допомогою гідравлічного або механічного пристрою. Таким чином, перетин контейнера, користуючись термінологією сортової прокатки, являє собою закритий калібр. Заготовка втягується в контейнер завдяки силам тертя і заповнює його металом. При досягненні упору 5 в заготовці відбувається наростання тиску до величини, що забезпечує пресування металу у вигляді пресованого напівфабрикату 4 через канал матриці 3.
Як заготовку можна використовувати пруток або звичайний дріт, причому процес деформування - втягування в камеру пресування по мірі повороту колеса, попереднє профілювання, заповнення канавки в колесі, створення робочого зусилля і, нарешті, пресування йде безперервно, тобто реалізується технологія безперервного пресування .
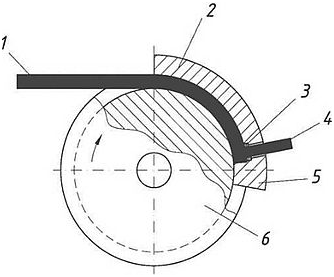
Рис. 3. Схема безперервного пресування способом Конформ: 1 - подача пруткової заготовки; 2 - нерухома вставка; 3 - матриця; 4 - напівфабрикат; 5 - упор; 6 – колесо.
Всебічне нерівномірне стиснення, що виникає в осередку деформації, дозволяє досягати високих витяжок навіть для малопластичних сплавів, а пластичні сплави можна пресувати при кімнатній температурі з високими швидкостями закінчення пресування.
Способом Конформ можна отримувати дріт і дрібносортні профілі з високою витяжкою (понад 100). Це особливо актуально для дроту, який вигідніше виготовляти більш продуктивним способом Конформ замість волочіння. В даний час спосіб Конформ застосовується для пресування алюмінієвих і мідних сплавів. І, нарешті, доцільно використання даного способу для отримання напівфабрикатів з дискретних металевих частинок: гранул, стружки.
Однак відсутність докладних досліджень формозміни металу, обліку граничних сил тертя, вивчення закономірностей деформації різних металів і сплавів виявили ряд недоліків, які суттєво обмежують можливості даного методу безперервного пресування.
1. Максимальний лінійний розмір поперечного перерізу заготовки не повинен перевищувати 30 мм, щоб забезпечити її вигин при русі по калібру.
2. Існують труднощі в дотриманні температурного режиму пресування, так як інструмент в результаті дії сил тертя сильно розігрівається.
3. Процес супроводжується (особливо для алюмінієвих сплавів, найчастіше застосовуються для даного способу) налипанням металу на інструмент, видавлюванням металу в зазор калібру з утворенням дефекту типу «вус» .
Рефлексія від 2 учнів
Сподобався:
0
Так: 2
Ні: 0
Зрозумілий:
0
Так: 2
Ні: 0
Потрібні роз'яснення:
0
Ні: 2
Так: 0