Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Професійна освіта›
- ОМТ.Лекція 11.Калібрування поковок ( чеканка).

Урок:
ОМТ.Лекція 11.Калібрування поковок ( чеканка).

08.02.2021
Вміст уроку:
1
1
Калібрування поковок ( чеканка).
Види калібрування. Калібрування буває площинним, об´ємним і комбінованим. Його застосовують для підвищення точності поковок, нанесення рельєфних зображень і отримання чистої поверхні.
Площинне калібрування, як правило, здійснюють в холодному стані і в тих випадках, коли вимагається між паралельними площинами отримати розміри високої точності.
Об’ємне калібрування застосовують для отримання розмірів підвищеної точності в двох або в трьох напрямках.
Об'ємне калібрування роблять в холодному і напівгарячому стані. У напівгарячому стані її здійснюють або безпосередньо після штампування і обрізання облоя або після спеціального нагріву до температури не вище за температуру структурних перетворень цієї сталі. Об'ємне калібрування роблять в холодному і напівгарячому стані. У напівгарячому стані її здійснюють або безпосередньо після штампування і обрізання облоя або після спеціального нагріву до температури не вище за температуру структурних перетворень цієї сталі. Об'ємне калібрування, як правило, супроводжується витискуванням зайвого металу в облой. Комбіноване калібрування застосовують, коли необхідно, щоб поверхня усієї деталі високого класу чистоти і розміри між окремими поверхнями були високої точності. По точності отримуваних розмірів поковок розрізняють грубе калібрування, при якому можна отримати допуски ± (0,1 0,25) мм і калібрування підвищеної точності з допусками ± (0,05 ÷0,15) мм Для отримання точніших розмірів застосовують подвійне калібрування, при цьому досягається точність до ±0,025 мм.
0,25) мм і калібрування підвищеної точності з допусками ± (0,05 ÷0,15) мм Для отримання точніших розмірів застосовують подвійне калібрування, при цьому досягається точність до ±0,025 мм.
Перед калібруванням поверхня поковки має бути ретельно підготовлена: очищена від окалини. Крім того, поковка не повинна мати зовнішніх вад. Глибина раковини від окалини має бути не більше 0,2 мм для калібрування звичайної точності і 0,1 мм для калібрування підвищеної точності. Раковини або вм'ятини більшої глибини підлягають зачистці. Задирка, що залишилася, на поверхні має бути також ретельно зачищений. Поковки з вуглецевих сталей, що містять більше 0,2% З, і поковки з легованих сталей мають бути до калібрування піддані термообробці для зняття наклепу і зниження твердості. При калібруванні підвищеної точності, поковки, товщина яких відрізняється на 0,2-0,4 мм, слід сортувати на 2-3 групи (залежно від запасу потужності пресу). Без вказаного сортування можуть бути отримані поковки різних розмірів внаслідок різної величини пружної деформації пресу. При штампуванні з малим запасом потужності пресу потрібний ретельний відбір недоштампованих поковок, щоб уникнути заклинювання пресу.
Великим недоліком площинного калібрування є утворення випуклості на поверхнях, що калібруються. Величина випуклості залежить від стану калібрувальних плиток, від площі контактної поверхні поковки по відношенню до її висоти і якості мастила контактної поверхні. Чим більше відношення D/H і величина осадки, тим більше величини торцевої випуклості. Штамповані поковки для калібрування поковок невеликої висоти, але великого діаметру слід робити з вигнутістю, величина якої може компенсувати очікувану торцеву випуклість. Форму і розмір вигнутості встановлюють за довідниковими даними. Розміри поковки в плані при площинному калібруванні збільшуються. Тому необхідно перевірити, чи задовольняють розміри поковки після калібрування необхідним допускам на розміри в плані. Якщо розміри поковки виходять за межі цих допусків, то відповідні розміри штампованої поковки слід зменшити для того, щоб після калібрування поковка мала потрібні розміри.
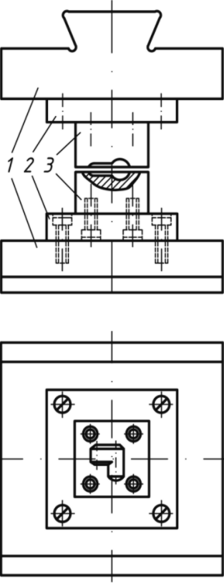 Рисунок 2. Штамп для об'ємного калібрування поковки кутника: 1 - верхня і нижня плити;2 - проміжні плити; 3 - робочі плитки.
Рисунок 2. Штамп для об'ємного калібрування поковки кутника: 1 - верхня і нижня плити;2 - проміжні плити; 3 - робочі плитки.
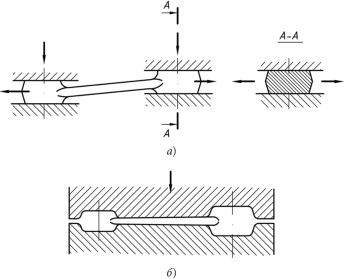
Креслення поковки, що підлягає об'ємному калібруванню, складається з урахуванням зручності укладання відштампованої поковки в струмок каліброваного штампа.
Штамп для об'ємного калібрування представлен на рис. 3.
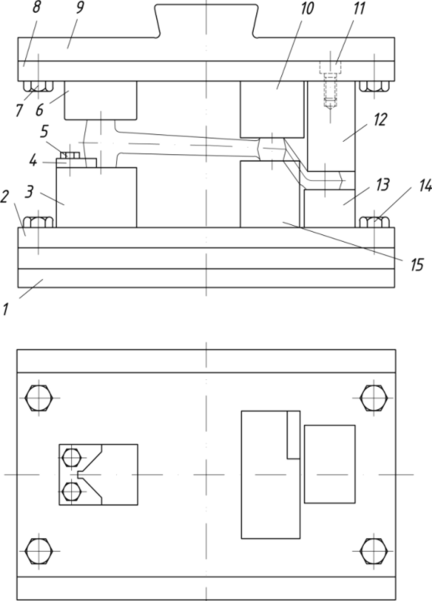
Загальний вид калібрувального штампу для площинного калібрування: 1 - башмак; 2, 8 - проміжні плити; 3, 13, 15 - калібрувальні плити нижні; 4 - упор; 5 - болт упору; 6, 10, 12 - калібрувальні плити верхні; 7,14 - болт проміжної плити; 9 - державка; 11- гвинт.
.png)
Рефлексія від 0 учнів
Сподобався:
0
Так: 0
Ні: 0
Зрозумілий:
0
Так: 0
Ні: 0
Потрібні роз'яснення:
0
Ні: 0
Так: 0