Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Професійна освіта›
- ОМТ.Лекція 10.Термічна обробка поковок.

Урок:
ОМТ.Лекція 10.Термічна обробка поковок.

08.02.2021
Вміст уроку:
1
1
Термічна обробка поковок.
Термічна обробка є важливою операцією технологічного циклу виготовлення штампованих поковок.
Термічною обробкою можна отримати механічні властивості , які задані технічними умовами на поковку. Термічною обробкою є :
Відпалювання ;
Нормалізація ;
Гартування ;
Відпускання.
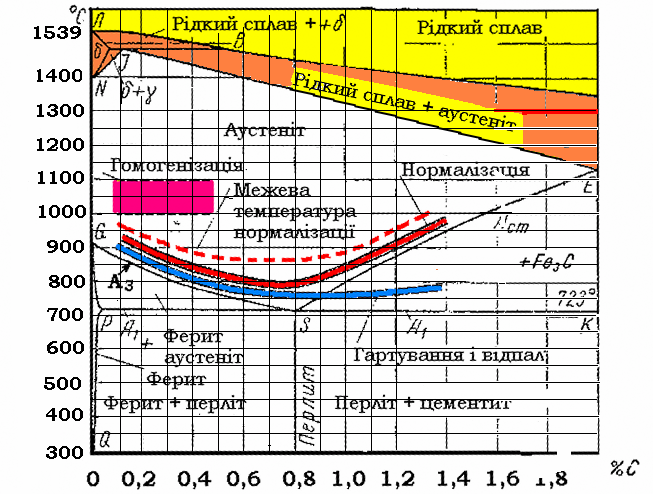
Відпалювання знижує твердість поковок , що полегшує обробку різанням ,знищує структурну неоднорідність , підготовлює поковку до наступної термічної обробки , а також знімає остаточні напруги , які з´являються в результаті штампування. Зазвичай , відпалювання , застосовують для поковок виготовлених із сталей з високим вмістом вуглецю і легуючих елементів.
Якщо поковку виготовляють з відпаленої сталі і заготовку нагрівають перед штампуванням до температури нижче структурних перетворень , то в цьому випадку відпалювання необов’язкове. Повне відпалювання здійснюється нагрівом поковок до температури на 30-50 0 С вище точки Ас3 , витримкою при цій температурі і наступним повільним охолодженням. Поковки із вуглецевої сталі охолоджують зі швидкістю 50-1000С в годину до 500-6000С ; із легованих сталей – зі швидкістю 20-600С в годину до 500-6000С. 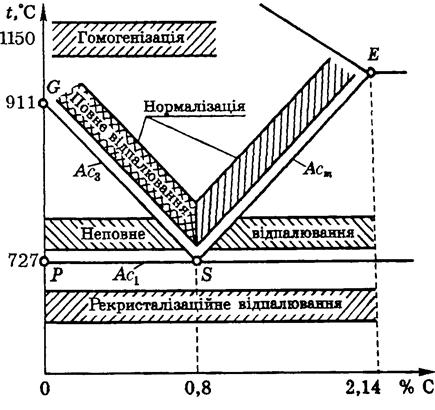
Нормалізацію поковок застосовують для усунення крупнозернистої структури , яку отримують в результаті довготривалого нагрівання до високої температури і закінчення штампування при відносно високій температурі. При нормалізації поковки нагрівають до температури , яка перевищує температуру точки Ас3 на 50-60 0С , потім здійснюють нетривалу витримку при цій температурі і охолодження на повітрі. Зазвичай нормалізують поковки із сталей , які містять до 0,4% С.
В тих випадках , коли нагрів заготовки перед штампуванням здійснюють струмом високої частоти або промислової частоти , нормалізація для деяких поковок необов’язкова. 
Гартування поковок застосовують в тих випадках , коли інші види термічної обробки не можуть забезпечити необхідних її механічних властивостей , які передбачені технічними умовами (твердістю ). Гартування називають процес термічної обробки , який складається з нагрівання поковок трохи вище точки Ас3 або Ас1 , витримки її при цій температурі і наступного послідуючого швидкого охолодження в воді або мастилі. Температура нагрівання поковок залежить від хімічного складу сталі ,із якої вони виготовлені. При гартуванні поковок із доевтектоїдних сталей нагрів здійснюють до температури на 30-500 С вище точки Ас3 . Коли температура кінця штампування співпадає з температурою , яка необхідна для гартування , штампування і гартування поковки слід виконувати з одного нагріву.
Відпускання знімає остаточні напруги і забезпечує найкращу міцність і пластичність сталевих поковок. Процес полягає в нагріванні поковок до температури нижче критичної точки Ас1 , витримці при температурі нагрівання з наступним повільним або швидким охолодженням . Відпускання буває низьким і високим. Для поковок , які пройшли гартування , застосовують високе відпускання при температурі 550-6800 С.
Режим термічної обробки поковок залежить не тільки від виду сталі із якої вони виготовлені , але й від призначення деталі в відповідності з технічними умовами на поковку.
В умовах багатосерійного виробництва поковок застосовують електричні або газові печі конвеєрного або штовхального типу. Печі , які призначені для гартування , можуть бути використані для нормалізації. В цьому випадку нагріті поковки потрапляють на конвеєр гартувального баку , в якому не повинно бути охолоджуючої рідини. 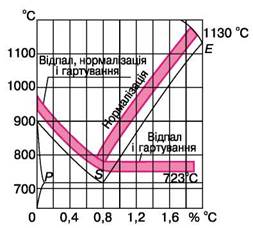
.png)
Рефлексія від 4 учнів
Сподобався:
0
Так: 4
Ні: 0
Зрозумілий:
0
Так: 4
Ні: 0
Потрібні роз'яснення:
0
Ні: 4
Так: 0