Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Професійна освіта›
- ОМТ. Лекція 3.Вихідна заготовка для виробництва труб та її підготовка до прокатки.

Урок:
ОМТ. Лекція 3.Вихідна заготовка для виробництва труб та її підготовка до прокатки.

13.01.2021
Вміст уроку:
1
1
Уважно прочитайте текст лекції. Як ви вже зрозуміли , деякий матеріал вам знайом. Напишіть есе про нове для вас в матеріалі цієї лекції. Есе - маленька розповідь (два-три абзаци) але мовою притаманною лише вам ! На початку, обов'язково, проясніть - який матеріал вам вже знайом та до якої дисципліни він відноситься.
Лекція 3. Вихідна заготовка для виробництва труб та її підготовка до прокатки.
В даний час сталь, призначену для виробництва труб, відносять до категорії якісної. Від рядових сталей вона відрізняється нижчим змістом шкідливих домішок —| фосфору і сірки.
Підвищена якість трубної сталі повинна забезпечуватися і низьким змістом розчинених в ній газів: азоту, кисню, водню. Окрім контролю на зміст хімічних елементів, деякі трубні марки сталі додатково піддають спеціальним випробуванням (на механічні властивості), а також проводять контроль макро - і мікроструктури.
Виплавляють сталь для труб в мартенівських печах, конвертерах і дугових електропечах.
Залежно від способу виробництва і призначення труб початковий матеріал може знаходитися у вигляді злитків, катаних або кованих заготовок (для отримання безшовних труб), листів або смуг в рулонах (для отримання зварних труб). У цехах холодного плющення труб заготовками служать гарячекатані або зварні труби.
Початковим матеріалом для виробництва безшовних труб зазвичай є спокійна сталь, для зварних труб однаково використовують спокійну, напівспокійну і киплячу сталь.
Переваги киплячої сталі: менше розмір первинної усадкової раковини; повна відсутність вторинної усадкової раковини; менше неметалічних включення; краще якість' поверхні; вище пластичність металу; міцність металу нижча, а в'язкість вища; нижче вартість виробництва.
Недоліки киплячої сталі: вище концентрація домішок: більше підкіркових міхурів і важче управляти процесом їх освіти; інтенсивніше старіння металу і менше стійкість до корозії.
Переваги спокійної сталі: менше концентрація шкідливих домішок; відсутність підкіркових міхурів.
Недоліки спокійної сталі: більше розміри первинної усадкової раковини; значительна| вторинна усадкова раковина; гірше якість поверхні; менше в'язкість металу; дорожче виробництво.
Сталі з підвищеним вмістом вуглецю використовують для виготовлення труб великого діаметру, які застосовуються в нафтовидобувній промисловості як обсадні і бурильні труби, а також для інших труб відповідального призначення. Сталі з нижчим змістом вуглецю використовують для виробництва паропровідних котельних і інших труб.
Залежно від способу виробництва і призначення труб початковим матеріалом може бути катана і кована заготовка, а також злитки (литі у виливниці, центробіжнолиті |, безпреревнолиті |).
Катані і ковані заготовки: Трубні заготовки, зокрема для плющення бурильних, котельних, деяких конструкційних (підшипникових) і високолегованих труб, в основному проводять із заздалегідь деформованого металу: катаного або кованого. Маса злитків, призначених для трубних заготовок, складає 3—15 т.
Основним завданням попередньої обробки тиском злитків є усунення типово литої структури і подрібнення всякого роду включень. Залежно від типу прокатного стану і технології плющення безшовних труб застосовують заготовки і блюми від круга діаметром 90 мм до квадрата із стороною 350 мм.
Для труб відповідального призначення катані або ковані заготовки піддають попередньому обдиранню поверхні. Такі заготовки в порівнянні з литими не мають усадкової раковини і рихлості,які властиві литому металу, і мають точніші розміри і чистоту поверхні, що дозволяє виготовляти труби кращої якості.
Безперевно- і центробіжно-| лита заготовка. Безперервне литво сталі економічно дуже вигідно для виробництва трубних заготовок. Заготовки різного перетину отримують на МНЛЗ| вертикального типу. Для заготовок круглого перетину останнім часом застосовують MНЛЗ з кристалізатором, що обертається.
Сталі, призначені для безперервного литва, виплавляють в мартенівських і електричних печах, а також в конверторах.
Відцентрове литво гільз є одним із способів отримання трубної заготівки з отвором. Відцентровий спосіб литва трубних заготовок особливо придатний для отримання біметалічних гільз.
Безперервне лиття заготовки є дешевшим і має значно кращу якість, чим злитки які отримуються традиційними способами розливання. Використання безперервного розливання забезпечує найменші витрати на виробництво заготовок діаметром 150—400 мм.
Заготовка для виробництва зварних труб.
Початковим матеріалом для виробництва зварних труб служать широка гарячекатана смуга у вигляді листів мірної довжини, а також в рулонах з низьковуглецевої і низьколегованої сталей|, гарячекатаний штрипс| і холоднокатана стрічка в рулонах, що володіють необхідною тепловою зварюваністю.
Якість зовнішньої і внутрішньої поверхні зварних труб визначається способами плющення листа і, як правило, значно краще, ніж при виробництві безшовних труб.
У цехах для виробництва зварних труб заготовками є гарячекатаний лист, гаряче-| або холоднокатана смуга в рулонах.
Листи і гарячекатана рулонна смуга: Листи застосовуються для виробництва труб електрозварюванням діаметром 426-1620 мм з товщиною стінки 5-22 мм.
Стрічка в рулонах: З рулонної стрічки виготовляють всі електрозварні труби , за винятком труб великого діаметру, що отримуються методом дугового електрозварювання під шаром флюсу з листів, і водогазопровідних труб, які отримують з рулонного штрипса|. Залежно від типу трубоелектрозварювальних | станів застосовують стрічку різних розмірів
Штрипс: Штріпсом називається заготовка для виготовлення зварних водогазопровідних труб у вигляді вузької смуги завтовшки 2.25-5.0 мм і шириною 43-400 мм.
Виготовлення зварних труб з штрипсу| здійснюється пічною зваркою встик|.
Технологія нагріву злитків і заготовок .
Температура нагріву вуглецевої сталі повинна бути обов'язково на 100—150 °С нижче за лінію температур початку плавлення на діаграмі стану «залізо — вуглець» . Із збільшенням вмісту в сталі вуглецю температура нагріву повинна знижуватися. Для легованих і високолегованих сталей| температурний інтервал нагріву необхідно встановлювати точніше. При цьому необхідно враховувати, що прошивка сталей|, що мають підвищений опір деформації, супроводжується розігріванням і збільшенням температури на 30—50 °С.
Тривалість нагріву заготовки залежить від діаметру заготовки, марки сталі і від конструкції печі.
Кільцева нагрівальна піч.
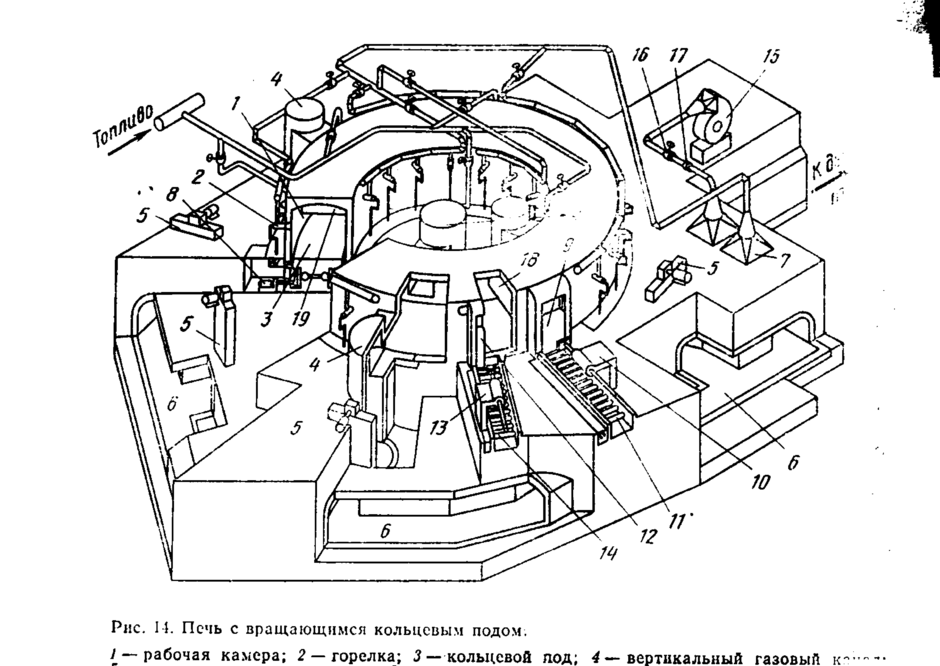
4 — вертикальний газовий канал; 5 — клапан регулювання тяги; 6— димовий канал: 7 — рекуператор; 8 — привід ; 9- завантажувальне вікно; 10—завантажувальна машина;11, 14— рольганги| відповідно для завантаження і видачі ; 12-вікно видачі; 13-маніпулятор; 15-вентилятор подачі повітря; 16-повітряний вентиль; 17-вимірювач тиску повітря перед камерою горіння; 18-перегородка між вікнами завантаження і вивантаження; 19-стінка .
У трубопрокатних цехах можна виділити чотири групи нагрівальних печей: для нагріву злитків і заготовок перед їх основною пластичною обробкою в прошивних станах і пресах; для нагріву труб перед редукційними і калібрувальними станами; для термічної обробки труб; для нагріву кінців труб перед висадкою.
Нагрів заготовок в трубопрокатних цехах часто проводять в два етапи. На першому етапі при виготовленні гільзи заготівки нагрівають в печі з черенем, що обертається, або в методичній (часто трьохзонною) печі. На другому етапі отриману гільзу нагрівають в печі з черенем, що обертається, або в однозонній печі з штовхачами.
Конструкція печі з черенем, що обертається, найбільш вдала для нагріву трубних заготовок (мал. 1.12). Її робоча камера обігрівається пальниками, розміщеними на зовнішній і внутрішній стінках печі. Камера розділена перегородками на декілька зон. Сучасні печі, зазвичай трьохзонні,та розділені на секції. В зоні підігріву заготовки нагріваються на 25%, в зоні нагріву на 55% і в зоні витримки на 20%. Обертання роликів під робочою камерою приводиться в рух электро-| або гідроприводом. Середній діаметр череня складає 9—20 м, а ширина 2—6 м.
Печі з кільцевим черенем, що обертається, обладнані таким чином , що працюють синхронно з розвантажувальними і завантажувальними пристроями, встановленими поряд.
В даний час двох-|, трьох- або чотирьохзонні методичні печі для нагріву заготовок в трубопрокатних цехах будують рідко. Недоліки методичних печей в порівнянні з печами з черенем, що обертається, наступні: значне всасування холодного повітря в результаті похилості череня печі і велика кількість вікон для кантування , що приводить до великого чаду металу. Крім того, під час роботи цих печей відбувається перекочування заготовок через зону нагріву і безперервне видалення окалини. В результаті утворюється новий шар окалини, тобто втрати металу зростають.

.png)
Рефлексія від 0 учнів
Сподобався:
0
Так: 0
Ні: 0
Зрозумілий:
0
Так: 0
Ні: 0
Потрібні роз'яснення:
0
Ні: 0
Так: 0