Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Професійна освіта›
- ОМТ. Лекція 10.Правка поковок.

Урок:
ОМТ. Лекція 10.Правка поковок.

08.02.2021
Вміст уроку:
1
2
1
Правка поковок.
На практиці зустрічаються з наступними дефектами в поковках : викривлення ,непаралельність площин , не перпендикулярність і ексцентричність вісей.
Внаслідок невірного виконання чистового ручаю молотового штампу і утворення різного роду забоїн і розгарних тріщин в процесі штампування поковки застряють в ручаї . Примусовий витяг поковки з чистового ручаю визиває її викривлення , особливо для поковок складної конфігурації з подовженою віссю.
Викривлення форми поковки може відбуватись під час обрізки облою і прошивки отвору , при поганій підгонці штампів і затупленні кромок ріжучого інструменту. Спотворення також може з´явитися при неправильному режимі охолодження поковок після штампування і термообробки. Викривлення поковки може відбутися в результаті механічного впливу на неї при між операційній передачі і транспортуванні.
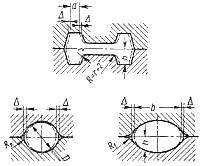
Величина викривлення геометричної форми встановлюється за допомогою різних приладів і оснащення . Викривлення вважається допустимим , якщо воно не перебільшує допуск на розмір.
Правку поковок здійснюють в гарячому і холодному стані . Гарячу правку здійснюють в штампувальному агрегаті після обрізки заусенця з одного нагріву.
При мілко серійному виробництві крупних і складних за формою поковок правку слід виконувати в чистовому ручаї молотового штампу , на тому ж молоті , на якому здійснюють штампування. При багатосерійному виробництві крупних і складних поковок (типу колінчастих валів автомобілю) правку здійснюють в правильному штампі на спеціальному кривошипному пресі або молоті , встановленими в лінії штампувального агрегату, правку середніх поковок ( шатуни автомобілів) в гарячому стані – на обрізному пресі в спеціальному або комбінованому штампі.
Правку поковок в холодному стані здійснюють зазвичай після термічної обробки і очищення поковок на штампувальних молотах простої дії. Крупні поковки з подовженим стрижнем , які викривились після термічної обробки , правлять за допомогою призм на спеціальних правильних гідравлічних пресах.
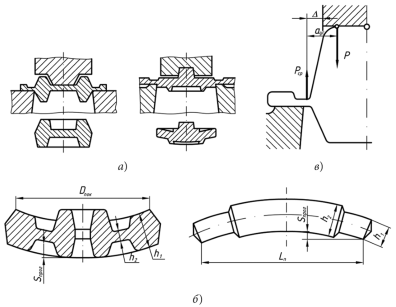
Молотові правильні штампи служать для холодної і гарячої правки поковок .Правильний ручай розташовують на штампі так , щоб центр ручаю ( центр тиску) співпадав з центром штампу , тобто що б точка пересічення вісі хвостовика співпадала з віссю штампувального пазу. Всі елементи штампу – розміри кубика , контрольних граней , розміри хвостовика і шпонкового пазу виконують за нормалями для молотового штампу.
Правильний ручай виготовляють по кресленню гарячої або холодної поковки (в залежності від різновиду правки ) з урахуванням усіх спеціальних вимог , обумовлених процесом правки поковки. В кресленні гарячої поковки величина усадки менше , ніж для виготовлення основного штампу , а саме : 1,3 ; 1,2 ; 1,0 %. Розміри на кресленні повинні враховувати необхідні зазори і плавні переходи фігури ручаю.
Для зручності встановлювання і видалення поковки із ручаю штампу рекомендується виготовляти ручай відкритим.
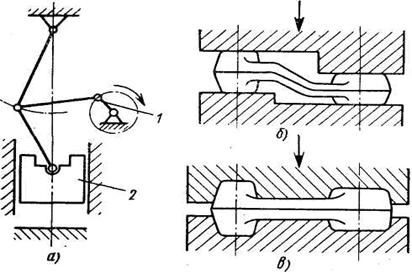
При гарячій правці поковок на кривошипних або чеканочних пресах застосовують одно ручаєві штампи з напрямними колонками. Ручай пресового правильного штампу проектують по тим же правилам, що й ручай молотового правильного штампу.
Уважно прочитайте текст лекції. Підготуйтеся до наступного тестування.
2
Уважно прочитайте текст лекції. Підготуйтеся до наступного тестування.
.png)
Рефлексія від 3 учнів
Сподобався:
0
Так: 3
Ні: 0
Зрозумілий:
0
Так: 3
Ні: 0
Потрібні роз'яснення:
0
Ні: 3
Так: 0