

Методи формоутворення різьбових поверхонь
Зовнішню і внутрішню різьбу на деталях отримують наступними основними способами:
• вирізанням профілю різьби ріжучим інструментом;
• видавлюванням профілю різьби видавлювати інструментом;
• накочуванням профілю різьби накатним інструментом.
Для резьбонарезания застосовують мітчики, плашки, різці, гребінки, різьбові фрези і шліфувальні круги.
Різці, гребінки, мітчики, плашки і головки обробляють різьбу по одній і тій же схемі формоутворення, коли рух інструмента щодо заготовки зводиться до гвинтовому і вихідна інструментальна поверхня збігається з поверхнею нарізати різьблення. Тому профілюючі ділянки ріжучих крайок цих інструментів розташовуються на одній і тій же вихідній поверхні різьблення деталі. У процесі обробки відносне гвинтовий рух може бути повідомлено безпосередньо інструменту, що має місце при нарізуванні різьблення на свердлильних верстатах мітчиками, плашками або головками. Процес різання характеризується вирізанням шарів металу за профілем западини.
При нарізуванні внутрішніх різьблень найбільшого поширення набули мітчики (рис. 11.81).

Рис. 11.81. Конструкція мітчика:
а - загальний вигляд; б - елементи мітчика
Мітчик являє собою гвинт з рівномірно розподіленими по його направляючої ріжучими пір'ям 2, послідовно зміщеними відносно один одного в напрямку передбачуваного руху врізання й равностоящими від осі калібрують зубами. Він працює при двох одночасних рухах: обертальному (мітчика й заготовки) та поступальному (уздовж осі мітчика). Мітчики підрозділяються на ручні, машинні, плошечние, калібрувальні, регульовані і самовідкриваючимся. До елементів, що визначає конструкцію мітчика, відносяться канавки 3 для розміщення стружки, ріжучі пір'я 2, серцевина 1. На рис. 11.82 представлений варіант мітчика, у якого ріжучі пір'я виконані змінними з твердих сплавів.

Рис. 11.82. Конструкція мітчика з роликовими ріжучими елементами
При нарізуванні зовнішніх різьблення невисокої точності використовують круглі плашки (мал. 11.83). Елементи, що забезпечують і характеризують процес різання і закріплення на верстаті або в воротки: ріжучі пір'я і стружкові отвори, крок різьби, діаметр плашки, перемички, паз для разжимного гвинта, гнізда для кріпильних гвинтів поверхонь.
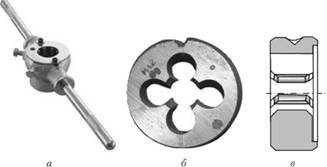
Рис. 11.83. Вороток (а); загальний вигляд плашки (б); поперечний переріз плашки (в)
При нарізуванні зовнішніх і внутрішніх різьблень високої точності використовують різьбонарізні різці - однолезвійний фасонний ріжучий інструмент, ріжучакромка якого при обробці утворює профіль різьблення всіма точками (рис. 11.84, 11.85).
Рис. 11.84. Ріжучий елемент Різьбонарізний різця

Рис. 11.85. Процес нарізування зовнішньої різьби різцем
По конструкції різці поділяють на стрижневі, призматичні (рис. 11.86), круглі з кільцевою і гвинтовою нарізкою; за формою ріжучої кромки - на однопрофільні і багатопрофільні; по виконанню ріжучого елемента - на цілісні, складові, збірні; за типом нарізати різьблення - для метричних, трапецеїдальних, наполегливих різьблень.

Рис. 11.86. Гребінки для нарізування зовнішньої різьби:
а - стрижневі; б - призматичні
Різьбові фрези відносяться до багатозубим інструментам. Приклади нарізування внутрішньої різьби фрезами показані на рис. 11.87.

Рис. 11.87. Приклади нарізування внутрішньої різьби фрезами
По конструкції їх підрозділяють па гребенчаті циліндричні (для різьблень неглибокого профілю з кроком 0,5-6 мм) (рис. 11.88, а); дискові (для різьблень крупного профілю) (рис. 11.88, б); гребенчаті збірні охоплюють (рис. 11.88, в); головки для швидкісного фрезерування різьби з великим кроком.
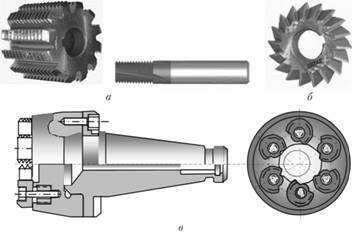
Рис. 11.88. Різьбові фрези
Накочення - найбільш продуктивний спосіб утворення різьблення на деталях без зняття стружки. По суті, цей спосіб відноситься до методів пластичного деформування матеріалу заготовки, а не до досліджуваних принципово іншим способам розмірної обробки. Проте відповідно до стандарту спеціальності прийнято викладати матеріали за основними способами формоутворення різьби в одному параграфі.
Існує кілька способів накочування резьб: роликами (рис. 11.89); плашками (рис. 11.90); головками з радіальним рухом подачі роликів (рис. 11.91); головками з тангенціальним рухом подачі (рис. 11.92) і рядом інших. Вибір інструмента і способу накочування залежить від типу різьблення і її розмірів, точності, довжини і матеріалу заготовки.

Рис. 11.89. Різьбонакатні ролики

Рис. 11.90. Різьбонакатні плашка: схема і конструкція
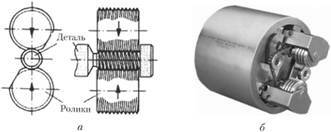
Рис. 11.91. Радіальна Різьбонарізні голівки:
а - схема; б - конструкція

Рис. 11.92. Тангенціальна Різьбонарізні голівки:
а - схема; 6 - конструкція
Різьбу накочують на спеціалізованих верстатах. На рис. 11.93 показаний верстат з Тривалкові головками. Його застосовують для обробки пустотілих заготовок, ступеневої прутка, накатки трапецеїдальних і черв'ячних різьблень.

Рис. 11.93. Різьбонакатні трьохвалковий верстат
.png)