Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Технологія обробки деталей двигунiв та технормування›
- нормування свердлильної операції

Урок:
нормування свердлильної операції

20.04.2023
III курс, Дорослі
1
11
936
0
6
8
Вміст уроку:
1
Опис, який учні побачать перед початком уроку
Визначення технічних норм часу
ВИКОНАННЯ ВЕРСТАТНИХ ОПЕРАЦІЙ
Ціль роботи:
1) Ознайомитися із будовою і керуванням вертикально-свердлильного верстата, вивчити методику визначення технічних норм часу при обробці деталей;
2) Придбати практичні навички визначення технічних норм часу при виконанні верстатних операцій.
Засоби технологічного оснащення:
- вертикально-свердлильний верстат з настільними лещатами або тисками;
- свердла діаметром (5-20) мм;
- секундомір;
- штангенциркуль;
- заготовки зі сталі, чавуну, кольорових металів для проведення хронометражу при свердленні отворів на вертикально-свердлильному верстаті.
1 Основні положення
Свердління - основний метод отримання отворів у суцільному матеріалі. Процес свердління характеризується діаметром і глибиною свердління, точністю й шорсткістю обробки, які залежать від режиму різання - швидкості, подачі й глибини різання.
Технічне нормування праці - це сукупність методів і прийомів по виявленню резервів робочого часу й установленню необхідної міри праці. Основним завданням технічного нормування при встановленні правильної міри праці є в остаточному підсумку підвищення продуктивності праці.
Норма часу - це регламентований час виконання деякого обсягу робіт у певних виробничих умовах одним або декількома виконавцями відповідної кваліфікації. Норма часу виміряється в одиницях часу (хвилинах, секундах) із вказанням кваліфікації роботи.
Технічне нормування здійснюється різними методами: аналітичним, дослідно-статистичним, на основі хронометражу виконання окремих прийомів, переходів, операцій і ін.
1.1 Аналітичний метод технічного нормування
Норма штучного часу складається із наступних складових:
Т = Тшт = То + Тдоп + Тдод + Тфіз (7.1)
де То - основний технологічний час;
Тдоп - допоміжний час;
Тдод – додатковий час на технічне й організаційне обслуговування робочого місця;
Тфіз = 4-5% від Топ (див. далі) - час на відпочинок і фізичні потреби.
Основний (технологічний) час. Це час, протягом якого проводиться зняття стружки, тобто відбувається зміна форми, розмірів у зовнішнього вигляду деталі. В основний час входить час, затрачуваний на врізання й хід (підхід і вихід) різального інструменту, на прохід інструмента при пробних стружках. Тому при підрахунку основного часу розрахункова довжина обробки приймається з обліком всіх цих прийомів. Основний технологічний час може бути розрахований за формулою:
То = L.і/n.s (7.2)
де L - довжина шляху інструменту, мм; і - число робочих ходів;
n - частота обертання шпинделя, об/хв.;
s - подача на один оборот шпинделя, мм/об. Ця формула трохи видозмінюється залежно від виду обробки, зберігаючи свою принципову сутність. Довжина шляху інструмента знаходиться в такий спосіб:
L = l + l1 + l2 + l3 (7.3)
де l - довжина оброблюваної поверхні, мм;
l1, l2, l3 - довжина ходу на врізання, перебіг інструмента і узяття пробних стружок мм.
Довжину врізання звичайно приймають рівною 1- 5 мм, однак можливі й інші значення залежно від методу обробки. Так при фрезеруванні величина перебігу визначається діаметром фрези. Пробні стружки знімають при обробці по методу пробних ходів і промірів в одиничнім виробництві. При роботі на настроєних верстатах l3 =0.
Допоміжний час. Допоміжний час Тдоп витрачається на дії, що забезпечують виконання допоміжних робіт, безпосередньо не пов'язаних з обробкою, але необхідних для нормального протікання технологічної операції:
Тдоп = Туст +Тупр + Тмір + Тн.к. (7.4)
Туст - час на установку, закріплення й зняття пристроїв, інструмента й деталі;
Тупр - час керування верстатом - пуск у хід, зупинка, зміна швидкості й подачі, час на переміщення інструмента (наприклад, для очищення від стружки);
Тмір - час на прийоми вимірювання деталі: взяти інструмент, установити, виміряти, відложити інструмент і т.п.
Тн.к. – час, що не ввійшов у комплекс прийомів, пов'язаних з переходом. Це дії, котрі можуть проводиться, а можуть і не проводиться, тобто вони не завжди присутні при управлінні верстатом (наприклад, зміна інструмента, зміна режимів різання, поворот стола й ін.);
Допоміжний час визначається по нормативних таблицям, графікам і номограмам.
Таблиця 7.1 - Допоміжний час на установку й зняття деталі при свердлінні
Спосіб установки | Маса деталі, кг, до: | ||||
3 | 5 | 8 | 12 | 20 | |
Час, хв. | |||||
В тисках с гвинтовим затиском | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 |
В тисках с пневматичним затиском | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 |
На столі без кріплення | 0,12 | 0,14 | 0,15 | 0,17 | 0,2 |
На столі з кріпленням болтами і планками | 0,95 | 1,0 | 1,2 | 1,4 | 1,6 |
В кондукторі або пристрої | 0,8 | 0,9 | 1,0 | 1,1 | 1,3 |
Таблиця 7.2 - Допоміжний час на робочий хід при свердлінні (управління верстатом)
Операції | Час при свердлінні, хв. | ||||||
Першого отвору | Кожного наступного отвору того же діаметра | ||||||
Найбільший діаметр свердлення, мм | |||||||
12 | 25 | 50 | 12 | 25 | 50 | ||
Свердління по розмітці | 0,12 | 0,14 | 0,16 | 0,05 | 0,06 | 0,07 | |
Свердління по кондуктору | 0,10 | 0,12 | 0,13 | 0,04 | 0,05 | 0,06 | |
Розсвердлювання, зенкерування | 0,08 | 0,10 | 0,12 | 0,03 | 0,04 | 0,05 | |
Розвертання | 0,10 | 0,12 | 0,15 | 0,04 | 0,05 | 0,07 | |
Таблиця 7.3 - Допоміжний час на вимірювання
Вимірювальний інструмент | Точність виміру, мм; | Вимірюваний розмір, мм | ||
100 | 500 | 1000 | ||
Час, хв. | ||||
Лінійка | 0,5-1 мм | 0,06 | 0,09 | 0,11 |
Штангенциркуль | 0,1 мм 0,05 мм | 0,13 0,25 | 0,20 0,35 | 0,44 0,66 |
Мікрометр | 0,01 мм | 0,22 | 0,30 | - |
Нутромір (мікрометричний штихмас) | 0,01 мм | 0,15 | 0,18 | 0,34 |
Суму основного й допоміжного часу називають оперативним часом:
Топ = То + Тдоп (7.5)
Додатковий (Тдод) час. Це час на обслуговування робочого місця. Він підрозділяється на час технічного й час організаційного обслуговування:
Тдод. = Ттехн. + Торг. (7.6)
Час технічного обслуговування Ттехн. робочого місця затрачається на догляд за робочим місцем у процесі даної конкретної роботи. У нього входить:
а) час на підналагодження й регулювання верстата в процесі роботи;
б) час на зміну інструмента, що затупився;
в) час на виправлення інструмента бруском (різця) або алмазом (шліфувального кругаа) у процесі роботи;
г) час на видалення стружки в процесі роботи.
Час технічного обслуговування робочого місця залежить безпосередньо від основного (технологічного) часу й тому його обчислюють у відсотках до основного:
Ттехн. = kд.техн..То (7.7)
Таблиця 7.4 - Коефіцієнт додаткового часу технічного обслуговування на основних операціях
Вид операції | kд.техн, % | kд.орг. % |
Свердління, розсвердлювання, зенкерування й ін. | 6 | 5 |
Фрезерування | 7 | 6 |
Токарна обробка | 8 | 7 |
Шліфування й стругання | 9 | 8 |
Час організаційного обслуговування Торг. - це час, затрачуваний на догляд за робочим місцем протягом робочої зміни (розкладка й збирання інструмента, чищення й змащення верстата, його випробування й т.д.). Для розрахунків типових операцій коефіцієнт додаткового часу для розрахунку Торг. приймають у межах 5- 8 % від оперативного часу Топ:
Торг. = kд.орг..Топ (7.8)
Час на відпочинок Тфіз. і особисті потреби. Це частина штучного часу, затрачувана людиною на особисті потреби й на відпочинок. Звичайно Тфіз. приймають 4% від оперативного часу.
Норма витрат робочого часу на виготовлення виробів може бути також виражена кількістю продукції, випущеної в одиницю часу. У цьому випадку вона називається нормою виробітку:
Нв = Тзм / Тшт. (7.9)
де Тзм = 8 год. = 480 хв. - тривалість робочої зміни, хв.
Аналітичний метод технічного нормування передбачає використання передового досвіду й визначає продуктивність праці вище середнього рівня. При аналітичному методі нормування норми однорідні по жорсткості, що виключає невиправдано високу й надмірно низьку оплату праці. Введення технічно обґрунтованих норм усуває конфлікти й суперечки про правильність норм, що мають місце при дослідно-статистичному нормуванні. В умовах одиничного й дрібносерійного виробництва аналітичний метод нормування застосовується рідко, тому що економічно недоцільно розчленовувати операції на диференційовані прийоми для визначення норм часу.
При аналітичному розрахунку основного часу (свердління, зенкерування) можна прийняти значення подач із таблиці 7.5, число оборотів свердла можна прийняти 450 об./хв., а результати розрахунків штучного часу необхідно звести в таблицю 7.6.
Таблиця 7.5 - Подача (мм/об.) при свердлінні сталевих заготовок свердлами із швидкорізальних сталей
Діаметр свердла, мм | Межа міцності матеріалу (σв), МПа | ||
До 800 | 800-1000 | Більше 1000 | |
2...5 6...9 10...15 16...25 | 0,06...0,11 0,09...0,16 0,23...0,32 0,33...0,46 | 0,05...0,10 0,10...0,17 0,17...0,24 0,24...0,32 | 0,04...0,08 0,08...0,14 0,14...0,20 0,20...0,26 |
Визначення норми часу за допомогою хронометражу
Вимірювання тривалості окремих прийомів і переходів виконуваної операції проводиться за допомогою хронометра, а сам процес виміру називається хронометражем.
Підготовку до хронометражу починають із розчленовування операції на послідовні переходи й прийоми на основі фактичного спостереження або ретельного її вивчення й аналізу. Кількість спостережень установлюють залежно від тривалості операцій. Отримані значення величин з кожного прийому аналізують і значення, що різко відрізняються від інших, виключають згідно правил математичної статистики.
На оперативний час, отриманий підсумовуванням То й Тдоп, нараховують час обслуговування робочого місця й час на особисті потреби й визначають штучний час. Знаючи штучний час Тшт., можна легко визначити штучно-калькуляційний час і норму виробітку.
Шляхом систематизації отриманих даних за часом обробки заготовок на однорідних верстатах розробляють нормативні таблиці.
2 Зміст роботи
Робота включає:
- розробку послідовності виконання окремих ручних прийомів операції;
- складання технологічного ескізу;
- розрахунок довжини шляхи різального інструменту, основного й штучного часу з урахуванням типу виробництва, матеріалу заготівля, розмірів різального інструменту й режиму обробки;
- свердлення отворів у заготівлях на верстаті з одночасним спостереженням і фіксацією часу, затрачуваного на виконання прийомів і переходів;
- обробку хронометражних даних і визначення по них норми допоміжного вре- мени, а потім норми штучного часу.
Заготовки обробляють на вертикально-свердлильному верстаті. Тип виробництва, діаметр отвору, глибину свердління й режим обробки задає викладач.
3 Порядок виконання роботи
Після ознайомлення із завданням креслять технологічний ескіз, проставляють діаметр оброблюваного отвору, глибину свердління, шорсткість поверхні, оброблювані поверхні позначають червоним кольором або лінією подвоєної товщини.
При свердлінні наскрізних отворів у заготівках необхідно звертати увагу на спосіб їхнього закріплення. Якщо заготівка кріпиться в кондукторі, то на дні його повинні бути отвори під вихід свердла; якщо вона кріпиться на столі, то потрібно встановити її на дерев’яну підкладку, щоб дати вільний вихід свердлу. Також необхідно наприкінці свердління при виході свердла з отвору подачу робити обережно, тому що в момент виходу свердло, захоплюючи занадто товстий шар металу, защемляється нерівностями на краях отворів і може зламатися.
При свердлінні глухих отворів на певну глибину її відзначають на свердлі крейдою або олівцем; за допомогою упору; проміром глибиноміром; за допомогою лімба й лінійки на верстаті; застосуванням упорного кільця, надітого на свердло.
При свердлінні глибоких отворів (наскрізних, глухих) при l > 5d необхідно час від часу виводити свердло з оброблюваного отвору для видалення стружки. Цим полегшується свердління й усувається поломка й передчасне затуплення свердла.
Не можна зупиняти верстат, коли свердло перебуває в отворі, тому що відбудеться защемлення свердла.
Перш ніж приступитися до безпосереднього виконання лабораторної роботи необхідно:
1) ознайомитися із загальною будовою, кінематичною схемою верстата, принципом дії основних механізмів верстата, системою керування верстатом, його технічної характеристикою і правилами техніки безпеки;
2) перед пуском верстата вивчити призначення всіх його рукояток і кнопок;
3) вивчити порядок установлення інструменту,пуск і зупинку верстата;
4) після вивчення устрою верстата пустити його в хід і випробувати на холостім ходу;
5) одержати від викладача індивідуальне завдання (на один або групу учнів) на налагодження верстата;
6) налагодити й наладнати верстат на необхідні для обробки режими різання;
7) переконатися в правильності й надійності кріплення на верстаті деталі й інструмента;
8) виконати обробку деталі.
При цьому:
- установлюють фактичний зміст і послідовність виконання переходів і прийомів і записують їх у таблицю;
- виконують обробку заготівки й проводять хронометраж заданої операції, фіксуючи час виконання кожного переходу й прийому. Результати спостережень записують у таблицю; - за результатами хронометражу визначають норму допоміжного часу й розраховують штучний час (технічно обґрунтовану норму часу). Результати дослідження приводять у таблиці.
Приклад: Розробити ТП виготовлення деталі з підготовленої заготовки.
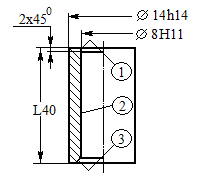
Рис. 7.1 - Ескіз деталі "Х"
Перед виконанням основної операції необхідні додаткові переходи й прийоми: установити й закріпити пристрій, установити й закріпити деталь, вибрати, виміряти, установити й закріпити інструмент і ін.
Деталь типу "Х" може бути виготовлена з попередньо нарізаних заготовок із круглого прокату за дві операції - слюсарну й свердлильну.
005 Слюсарно-розмічальна - знайти, розмітити й накернити центр отвору.
Операція складається з одного установа й позиції і з двох переходів. Її запис така:
Установ А - установити на столі й закріпити
Позиція 1 - вертикальне положення.
Перехід 1 - розмітити отвір згідно ескізу.
Перехід 2 - накернити центр.
010 Вертикально-свердлильна - свердлити наскрізний отвір і зняти фаски.
Свердлильна операція складається із двох установів, двох позицій і трьох переходів. Її запис така:
Установ А – установити заготовку на столі й закріпити.
Позиція 1 - вертикальне положення заготовки.
Перехід 1 - свердлити отвір 1 діаметром d згідно ескізу.
Перехід 2 - зенкерувати поверхню 2.
Зняти заготовку.
Установ Б - установити заготовку на столі й закріпити.
Позиція 2 - вертикальне положення заготовки.
Перехід 3 - зенкерувати поверхню 3.
Зняти заготівлю. Прибрати робоче місце.
Результати хронометражу звести в таблицю 6.
Таблиця 7.6 - Розрахунок норми штучного часу
№ | Операції, переходи, прийоми | Середня подовженість часу | |||||||
Основний | Допоміжний | Додатковий | Штучний | ||||||
Туст | Тупр | Тизм | Тн.к. | Ттехн. | Торг. | ||||
1 | |||||||||
2 | |||||||||
3 | |||||||||
4 Зміст звіту
Звіт виконують за формою таблиць 6 і 7.
Таблиця 7.7 - Експериментальні дані хронометражу
№ | Операції, переходи, прийоми | Середня подовженість часу | |||||||
Основний час | Допоміжний | Додатковий | Штучний час | ||||||
Туст | Тупр | Тизм | Тн.к. | Ттехн. | Торг. | ||||
1 | |||||||||
2 | |||||||||
3 | |||||||||
4 | |||||||||
У висновках необхідно проаналізувати результати аналітичних і експериментальних досліджень і пояснити причини розбіжності розрахункових і хронометражних даних.
Литература: 1. Маталин А.А. Технология машиностроения. Л.: Машиностроение. 1985. 496 с. 2. Колесов И.М. Основы технологии машиностроения. М.: Машиностроение. 1997. 590 с. 3. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. М.: Машиностроение, 1974. с. 31, 86-107, 393, 394. 4. Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. Серийное производство. М.: Машиностроение, 1974. С. 31, 96, 97, 100, 101, 206, 221, 251-254, 328, 329, 370, 400, 404. 5. Общемашиностроительные нормативы вспомогательного времени и времени на обслуживание рабочего места на работы, выполняемые на металлорежущих станках. Массовое производство. М.: Машиностроение, 1974. С. 29, 66, 72, 90, 96, 98, 107, 133.
1
Виконати практичну роботу згідно методичних рекомендацій.
.png)
Рефлексія від 1 учня
Сподобався:
0
Так: 1
Ні: 0
Зрозумілий:
0
Так: 1
Ні: 0
Потрібні роз'яснення:
0
Ні: 1
Так: 0