Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Професійна освіта›
- Лекція 8. Тема 5.2. Проектування маршрутної технології та вибір обладнання

Урок:
Лекція 8. Тема 5.2. Проектування маршрутної технології та вибір обладнання

13.04.2021
Вміст уроку:
1
1
Лекція 8.
Тема 5.2. Проектування маршрутної технології та вибір обладнання.
Розробка технологічного процесу холодного листового штампування є основою підготовки виробництва.
Складність і висока вартість штампів вимагають ретельної розробки технологічного процесу та обґрунтованого вибору технічно раціонального і економічно ефективного варіанту технологічного процесу, відповідаючого даному масштабу виробництва. Навіть невеликі зміни технологічного процесу призводять до переробки штампів або до проектування і виготовлення нових, що вимагає значного часу і коштує дорого.
Розробка технологічного процесу холодного листового штампування складається з наступних етапів:
1)аналіз технологічності форми для конструктивних елементів деталі;
2)визначення форми і розмірів заготовки, а також розходу матеріалу при найкращому його використанні;
3)розробка найбільш раціонального технологічного процесу, який забезпечує виготовлення необхідних деталей;
4)встановлення типу, потужності і габаритів необхідного обладнання;
5)виявлення типу і технологічної схеми штампу( способу подачі заготовки і знімання деталі);
6)визначення трудомісткості виготовлення штампованих деталей і розрядів робітників;
7)визначення кількості обладнання і його завантаження на річну програму.
При розробці технологічного процесу ХЛШ повинні бути вирішені наступні технологічні питання:
1)визначення найвигіднішого розкрою матеріалу і найменших розмірів заготовки;
2)встановлення характеру, кількості і послідовності операцій;
3)вибір ступеню складності (сумісності) операцій;
4)встановлення кількості одночасно штампуємих деталей;
5)визначення операційних розмірів і встановлення операційних допусків;
Якщо точні операційні розміри не можуть бути отримані розрахунковим методом , то вони надаються приблизно, із зазначенням на необхідність експериментальної перевірки, після чого технологічний процес корегується.
Основними технологічними ознаками, які впливають на вибір варіанту технологічного процесу є:
Механічні властивості і товщина матеріалу;
Ступінь складності конфігурації деталі та її габарити;
Необхідна точність деталі;
Місце розташування отворів і точність відстані між їх вісями.
Кількість і послідовність операцій визначається конфігурацією і поєднанням конструктивних елементів деталі, точністю і необхідністю дотримання баз обробки.
Однотипного рішення при проектування технологічного процесу не існує!
Загальні принципи і технологічні рекомендації для проектування технологічного процесу.
1.Необхідно намагатися застосовувати найменшу кількість операцій. Винятком може бути штампування в мілко серійному виробництві і лише в тому випадку, коли зменшення операцій призводить до виготовлення складних коштовних штампів.
2.При штампуванні плоских деталей з великою кількістю близько розташованих отворів доцільно здійснювати пробивку отворів рядами; пробивку великої кількості бічних отворів на витягнутих виробах – групами з автоматичним поворотом виробу за декілька ходів пресу, але з застосуванням простих і стійких штампів; пробивку ряду бічних отворів в крупних деталях – за одну операцію клиновим штампом.
3.Інколи послідовність операцій залежить від необхідної точності окремих елементів виробу. Так, при виготовленні зігнутої деталі з отворами у випадку невисокої точності положення отворів відносно бази , пробивку їх слід здійснювати в плоскій заготовці; при високій точності, яка перевищує похибку при гнутті, пробивку отворів здійснюють після гнуття.
4.При виготовленні складно зігнутих деталей замкнутої або напів замкнутої конфігурації кількість операцій гнуття і їх сумісність залежать від конфігурації деталі, необхідної точності і економічної доцільності застосування коштовних штампів.
5.Кількість послідовних операцій витяжки залежить від відносної глибини деталі і визначається по оптимальній величині коефіцієнту витяжки (див. табл.45).
6.Після глибокої витяжки необхідно виконувати обрізку краю деталі так же, як і після холодного видавлювання.
7.При підвищених вимогах до геометричної форми плоских деталей передбачають виконувати їх правку в штампах.
8.Для деталей, які потребують підвищеної чистоти поверхні зрізу, слід використовувати зачистку після вирубки або чистову вирубку.
9.При виготовленні порожніх деталей з фланцем, але без дна слід використовувати відбортовку перед витяжкою. Якщо висота стінки борту велика - слід використати неглибоку витяжку з наступною пробивкою і відбортовкою дна або відбортовку з потоншенням стінок.
10.При виготовленні порожніх або гнутих деталей з гострим кутом замість заокруглення слід після витяжки або гнуття використати операцію калібрування.
Найбільш відповідальним завданням технолога є – вибір ступеню сумісності операцій і рішення питання про застосування складних і дорогих комбінованих штампів (виконують відразу декілька операцій) або використати роздільне поопераційне штампування простими і дешевими штампами.
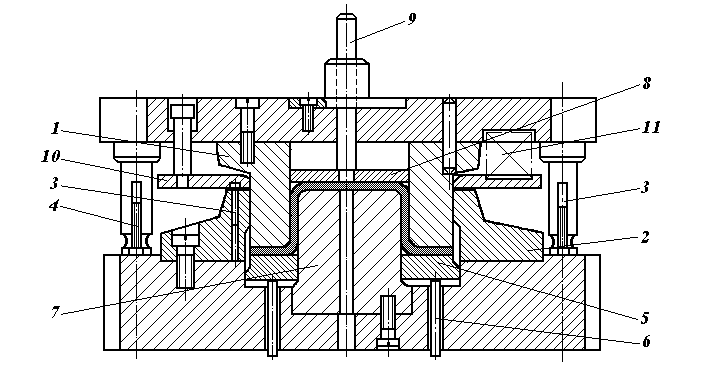
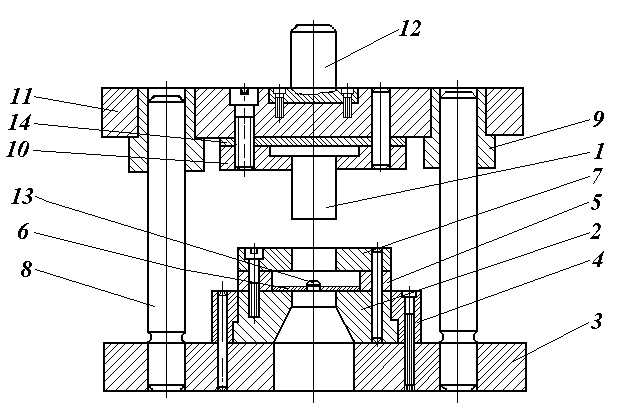
Завдання для самоперевірки.
1.Дайте повну назву зображенню.
2.Назвіть усі деталі.
3.Охарактеризуйте деталь, яку виготовлять таким способом.
Варіант 1.
Варіант 2.
.png)
Рефлексія від 3 учнів
Сподобався:
0
Так: 3
Ні: 0
Зрозумілий:
0
Так: 3
Ні: 0
Потрібні роз'яснення:
0
Ні: 3
Так: 0