

Лекція 6.
Тема 1.5 Управління якістю прокатної продукції.
Готова продукція прокатних цехів за своїми якісними показниками повинна повністю відповідати вимогам ДСТУ (ГОСТів) та ТВ. Забезпечити високу якість прокату можна тільки при систематичному контролі технологічного процесу та стану виробів на усіх основних переділах.
Технічний контроль в прокатних цехах включає три стадії:
Плавочний (вхідний) контроль;
Контроль технологічного процесу;
Кінцевий контроль.
Плавочний (вхідний) контроль починається ще при виплавці і розливанні металу. Він полягає в визначенні хімічного складу метала, оцінюванні стану поверхні злитків або напівфабрикатів(відсутність тріщин, раковин, плінів). В деяких випадках вхідний контроль включає досліди макро- і мікроструктури металу, визначення механічних властивостей та інші випробовування. Об'єм і характер плавочного (вхідного) контролю залежать від складу металу і вида випускаємої продукції.
Контроль технологічного процесу заклечається в контролі виконання окремих технологічних операцій. Наприклад, при нагріванні металу перед гарячою прокаткою контролюють розташування заготовок в печі, режим нагрівання, температуру метала при видачі із печі. Для контролю режиму нагріву заготовок і горіння палива використовується спеціальна контрольно-вимірювальна апаратура.
В цехах холодної прокатки початковою операцією є труїння гарячекатаного підкату. Для проведення цієї операції контролюють стан і температуру труїльних розчинів, стан поверхні металу.
В процесі прокатки контролюють температуру початку і кінця прокатки, режим обтиснень, форму і розміри катаних профілів, якість їх поверхні. Постійно здійснюється спостереження за станом поверхні валків та установкою привалкової арматури. Також прокатні стани оснащені приладами для безперервного вимірювання швидкості обертання валків і їх потужності.
Контроль здійснюється і при виконанні відділочних операцій: різки, правки. Так, при різанні блюмів і слябів, слідкують за повнотою видалення усадкової раковини і рихлості, а при різанні готового прокату – за дотриманням мірності довжин.
Поопераційний виробничий контроль здійснюється на основі технологічних інструкцій, в яких вказані усі необхідні параметри і вимоги вірного ведення технологічного процесу.
Кінцевий контроль є найбільш відповідальним і глибоким, так як він призначений для визначення якості готової продукції та відповідності її діючим ДСТУ або ТВ. Перелік операцій, які входять в кінцевий контроль, залежать від виду випускаємої продукції і вимог до неї.
Кінцевий контроль може містити наступні операції:
Визначення хімічного складу металу;
Перевірку точності форми і розмірів прокату;
Визначення механічних властивостей;
Виявлення внутрішніх та зовнішніх дефектів (порушень суцільності);
Дослідження макро- і мікроструктури металу.
Випробування готової продукції.
В процесі здачі готової продукції згідно ДСТУ і ТВ проводять остаточні механічні, технологічні і физико-хімічні здавальні випробування, металографічний аналіз. При цьому об'єм випробувань готової продукції залежить від складу сталі, її призначення і вимог, що пред'являються до продукції.
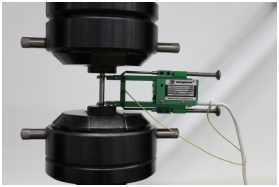
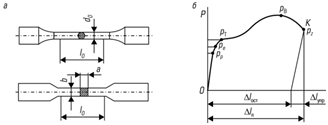
Рисунок 1. Стандартний зразок для випробування на розтяг.
Найбільш поширеним методом випробування механічних властивостей листопрокатної продукції є випробування на розтяг. При цьому до стандартного зразка (рисунок 1) прикладають два рівних, протинаправлених зусилля і визначають тимчасовий опір при розтягуванні, межу текучості, відносне подовження і відносне поперечне звуження. Крім того, при розтягуванні зразка визначають межу пропорційності, межа пружності, модуль пружності.
Окрім вказаних, в деяких випадках проводять технологічні випробування (проби), зокрема, на вигин в холодному і нагрітому станах (рисунок 2). Залежно від поставленого завдання технологічну пробу можна провести до певного кута, до паралельності сторони. Ознакою того, що зразок витримав пробу, служить відсутність в нім після загину тріщин, надривів, розшарувань і зламу.
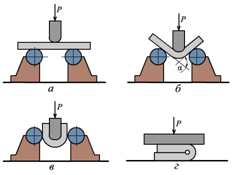
Рисунок 2. Схема технологічної проби на вигин:
а — установка зразка; б — загин до певного кута; у — загин до паралельності сторін; г — загин до зіткнення сторін
Проба на витискування (рисунок 3) служить для визначення здатності металу до холодного штампування і витяжки.
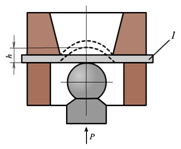

Рисунок 3. Схема випробування на витяжку сферичної лунки на приладі Еріксена.
Проведення випробувань готової прокатної продукції розглянутими способами вимагає відбору проб від листів або партії листів, виготовлення зразків і випробувань, що викликає додаткові втрати металу, іноді до 0,5—1% і великого об'єму трудомістких робіт. Тому останнім часом все ширше знаходять застосування неруйнуючі методи контролю.
Хімічний аналіз готової прокатної продукції здійснюється методом відбору стружки від всього поперечного перетину не менше чим від трьох штук готового прокату. Причому, стружка береться прострожкою або свердленням у визначеному місці на певну глибину. Отримана стружка повинна бути ретельно перемішана. Аналіз здійснюють за допомогою газоаналізатора впродовж доби.
Одним з найважливіших є контроль внутрішніх дефектів, або металографічний аналіз. Внутрішні дефекти, які неминуче є в прокаті, можна умовно розділити на дефекти, видимі неозброєним оком (дефекти макроструктури), і дефекти, визначені за допомогою мікроскопу (дефекти мікроструктури) . Вони вельми різноманітні: флокены, залишки усадкової раковини, міхури, тріщини, шлакові включення, точкова неоднорідність, ліквація, центральна пористість. Як правило, металографічний аналіз здійснюється візуально на певній кількості протравлених зразків (темплетів), тобто вибірково.
Методи контролю.
Методи контролю прокатної продукції вельми різноманітні, вони можуть бути якісними і кількісними і здійснюватися за допомогою приладів і інструментів або шляхом візуального огляду і мати різну точність. Значну частину властивостей визначають вибірковим методом на зразках, які відбирають від партії металу з місць і по кількості, обумовлених стандартами.
Місця відбору вибираються так, щоб відібрана проба або зразок найдостовірніше характеризували контрольований показник для всієї партії. Крім того, місце відбору повинне бути вибране так, що б пробу можна було обрати з найменшою втратою металу. Наприклад, при постачанні стрічки або смуги у вигляді рулону, пробу відбирають від зовнішнього кінця, а не від середини рулону.
Місце відбору проб для механічних випробувань для різних видів прокатної продукції різне. Воно визначається напрямом плющення, перетином профілю, шириною смуги (листа). Визначається також і метод виготовлення зразків з відібраних проб. В даний час здійснюється достатнє число методів випробувань властивостей металу. Основною вимогою, що пред'являється до методу випробувань, є його надійність, яка виражається в повторюваності результатів при багатократних випробуваннях одного і того ж матеріалу. Другою важливою вимогою є доступність методу, тобто можливість його використання у виробничих умовах, в цеху або в заводських лабораторіях без застосування складних дорогих установок або унікальних приладів, і, нарешті, час випробування повинен бути таким, щоб забезпечити можливість перевірки прокатної продукції, що поставляється, в умовах масового потокового виробництва.
Всі перераховані вище методи відносяться до так званих вибіркових методів, які можна назвати і руйнуючими методами, оскільки вони передбачають відбір проб, тобто використання якоїсь частини продукції спеціальної для контролю.
Широкого поширення набули неруйнуючі методи контролю — ультразвукові, магнітні і ін. Неруйнуючі методи можуть бути використані як для вибіркового, так і для суцільного контролю, тобто контролю можуть бути піддані певні місця на металі, певна кількість штук або вся маса партії. Неруйнуючі методи застосовують для контролю якості поверхні прокату. Ці методи зручні і тим, що можуть застосовуватися безпосередньо в потоці, а при певному ступені автоматизації забезпечувати і сортування контрольованої продукції.
Найбільшого поширення для контролю листової прокатної продукції набув ультразвуковий метод, заснований на здатності віддзеркалення ультразвукових коливань від поверхні розділу середовищ з різним акустичним опором. Вузький пучок ультразвукових коливань, введений в достатньо однорідне середовище, розповсюджуватиметься в ній прямолінійно, поки не досягне межі пружної неоднорідності (тріщини, раковини, шлакового включення або протилежної грані виробу). На межі неоднорідності ультразвукові коливання відіб'ються, утворюючи за неоднорідністю область так званої ультразвукової тіні.
Для неруйнуючого контролю холоднокатаного листа застосовують цілий ряд установок. Для автоматичного контролю холоднокатаного листа в технологічному потоці призначена установка ДПХ-003, що виявляє розшарування, неметалічні включення, подряпини і інші дефекти. Її встановлюють перед летючими ножицями агрегату поперечної резки, на якому проводиться автоматичне розсортовування листів. Установка призначена для контролю листів товщиною 0,5—2,0 і шириною 900—1500 мм з швидкістю до 5 м/с.
Великого поширення набув статистичний метод контролю якості листової продукції, який значно знижує трудомісткість проведення контрольних випробувань. Суть його полягає в експериментальному і статистичному дослідженнях рівня якості прокату. За допомогою статистичних методів вивчають залежність механічних властивостей прокату від змісту хімічних елементів в сталі і технологічних чинників виробництва. За наявності взаємозв'язку між вибраними чинниками і властивостями сталевого листа складають математичні рівняння, що описують цей взаємозв'язок. Вирішуючи ці рівняння, можна визначити властивості сталевого листа без узяття проб.
З метою спрощення роботи безпосередніх виконавців замість аналітичних залежностей математичних моделей у виробництві використовують таблиці, по яких оцінюють і прогнозують показники якості прокату. Значний ефект від впровадження статистичного методу контролю досягається за рахунок скорочення об'єму трудомістких механічних випробувань і зниження витрати металу на проби. Прискорення процесів контролю при впровадженні статистичного методу контролю скорочує цикл виробництва, знижує завантаженість складів готової продукції, підвищує оперативність постачання продукції споживачам.
Металургійні і машинобудівні заводи застосовують методи неруйнуючого контролю якості металопродукції.
Методи: візуальний – заснований на проникаючих властивостях рідин, магнітний, електроіндуктивний, рентгено- і гамма- дефектоскопію, ультразвуковий метод.
Найпростіший і дешевий метод контролю якості поверхні металу – візуальний. Йому передує повне або місцеве видалення окалини з поверхні.
Метод контролю, заснований на проникаючих властивостях рідини застосовують для виявлення дефектів на заготовці, тріщин на робочих валких, для контролю якості поковок типу шайб-дисків.
Магнітні методи – застосовують для виявлення поверхневих дефектів типу тріщин, міхурів, заломів і інших порушень в суцільності металу.
Електроіндуктивний метод застосовують для контролю якості поверхні, і структурного складу в глибині зневуглецьованого шару.
Рентгено- і гамма- дефектоскопи застосовують в зварювальній і ливарній обробці, а також для визначення усадкових дефектів у момент прокатки злитків.
Контрольні запитання.
1.У чому полягає метод управління якістю прокатною продукцією?
2.З яких стадій складається контроль якості прокату?
3.Поясніть, що таке вхідний контроль?
4.Поясніть, що таке контроль технологічного процесу?
5.Поясніть з яких операцій складається кінцевий контроль якості прокату.
6.Як ви розумієте термін «технологічні випробовування»?
7. Які типи випробовувань ви знаєте? Чи є в них недоліки?
8.З якою метою виконують хімічний аналіз сталі?
9.Як обирають зразки для випробовувань?
10.Поясніть на чому заснований ультразвуковий метод контролю.
11.З якою метою використовують установку ДПХ-003?
12.Що ви знаєте про статистичний метод контролю якості?
13.Що перевіряють методом, заснованим на проникаючих властивостях рідини?
14. Що таке темплет?
.png)