

Лекція 4.
Тема 1.3 Переваги та перспективи застосування безперервно литої заготовки.
Останнім часом досягненням металургії є безперервне розливання сталі, при цьому підвищується якість відливань у зв'язку з високою їх однорідністю, а дозволяє зменшити технологічні відходи при подальшій обробці тиском і зменшити розкид параметрів.
Ефективність процесу безперервного лиття слябів, блюмів або іншої заготовки для її наступної прокатки загальновідома. Але ця ефективність ще більше зростає при поєднанні процесу лиття із прокаткою в одному агрегаті або стані. Застосування цього технологічного процесу для одержання прокату безперервним методом з рідкого металу відкриває великі перспективи в справі підвищення ефективності металургійного виробництва.
При такій технології вдається використовувати первинну теплоту злитка для його деформації, виключити проміжний склад металу й досягти повної безперервності в процесах лиття й прокатки, що забезпечить різке підвищення продуктивності праці.
Машини, що входять в агрегат для виконання цього процесу, стають більш компактними, зменшується їхня маса й необхідні виробничі площі. У зв'язку із цим поряд з експлуатаційними перевагами істотно знижуються також і питомі капіталовкладення, тобто одночасно досягається підвищення продуктивності праці, як живої, так і упредметненої.
З відомих способів сполучення прокатки з безперервним литтям слід зазначити наступні:
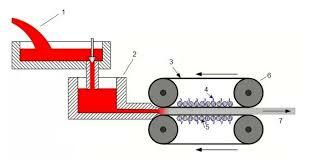
1) рідкий метал безпосередньо надходить у міжвалковий простір;
2) початок процесу кристалізації відділено від деформації, але деформація, тобто прокатка, починається, коли серцевина злитка перебуває ще в рідкому стані;
3) прокатку злитка, що утворюється безупинно, здійснюють після закінчення кристалізації.
Рідку сталь з розташованого вгорі ковша великої місткості безперервно подають в 2-4 мідні водоохолоджувані кристалізатори з наскрізним отвором. Після виходу з кристалізатора злитки повторно охолоджуються водою. Їх розрізають на мірні довжини і направляють у вигляді блюмів на склад або без додаткового підігріву – на стани для подальшої прокатки .
Машина безперервного лиття заготовок (МБЛЗ) - машина для розливу сталі, що забезпечує квазібезперервний перевод рідкої сталі, що знаходиться в сталерозливному ковші, в твердий стан у вигляді заготовок певної геометричної форми. Процес розливання металу на МБЛЗ забезпечує послідовне (без зупинок) розливання певної кількості ковшів, що подаються від сталеплавильних агрегатів, а одержувана заготовка при цьому розрізається на мірні довжини відповідно до вимог споживачів і потім відправляється на перекат до відповідних прокатних цехів.

Основні функціональні елементи МБЛЗ:
1)сталерозливний стенд - призначений для розміщення на ньому сталерозливних ковшів, передачу їх з резервного положення в положення розливання і назад, забезпечення серійного розливання, підйому і опускання ковшів при розливі, а також для безперервного зважування ковшів з металом;
2)проміжний ківш - забезпечує надходження металу в кристалізатор з певною витратою добре організованим струменем, що дозволяє розливати сталь в кілька кристалізаторів одночасно і здійснювати серійне розливання методом «плавка на плавку» при зміні сталерозливних ковшів без припинення і зниження швидкості розливання; проміжний ківш є буферною ємністю, так як з його допомогою узгоджується надходження металу з сталерозливального ковша в кристалізатор;
Загальна схема машини безперервного лиття заготовок (МБЛЗ). 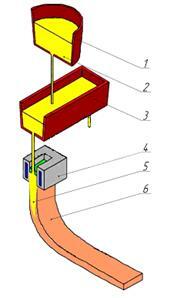
кристалізатор - призначений для прийому рідкого металу, формування злитка заданого перетину і первинного його охолодження (виконується з міді і охолоджується в процесі розливання водою);
зона вторинного охолодження (ЗВО) - дозволяє створити оптимальні умови для повного затвердіння безперервно відливаємого зливка, що забезпечує рівномірне охолодження заготовки (розпилення води форсунками, підтримання її геометричної форми роликами (запобігання випучування) і необхідну якість металу;
тягнучеправильна машина (ТПМ) - призначена для витягування литої заготовки з кристалізатора, випрямлення її на радіальних і криволінійних пристроях і подачі до машини (механізму) для різання; ТПМ забезпечує подачу затравки в кристалізатор, утримання її в кристалізаторі на час ущільнення зазорів, витягування з безперервнолитої заготовкою з кристалізатора, відділення головки затравки від заготовки і т.п .;
машина (механізм) для різання заготовок - забезпечує поділ безперервнолитого металу на мірні довжини відповідно до вимог споживачів.
Великий інтерес представляє метод безперервного литва пустотілих злитків. Для цього сконструйована спеціальна машина для литва порожнистих заготовок діаметром 270-900 мм з вуглецевої сталі. Заготовки мають хорошу якість труб. (Нікопольській трубний завод).
Контрольні запитання.
1.Чому отримання безперервно литої заготовки вважають перспективним напрямком металургії?
2.У чому полягає сполучення прокатки і безперервного лиття?
3. В чому суть роботи МБЛЗ?
4.Назвіть основні вузли МБЛЗ.
5.Назвіть основний недолік МБЛЗ.
6.Яку роль виконує кристалізатор?
7.Де відбувається затвердіння зливка? Як саме відбувається цей процес?
8.Для чого призначена тягнучо-правильна машина?
9.Що виготовлюють з литих пустотілих зливків?
10. Поясніть схему:
.png)