Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Професійна освіта›
- Лекція 3 «Холодне штампування на механічних пресах. Особливості термообробки та підготовки поверхні.»

Урок:
Лекція 3 «Холодне штампування на механічних пресах. Особливості термообробки та підготовки поверхні.»

31.01.2021
Вміст уроку:
1
1
Лекція 3 «Холодне штампування на механічних пресах. Особливості термообробки та підготовки поверхні.»
Різноманітні дрібні вироби складної форми замість обробки на метало ріжучих станках успішно виготовляють холодним об'ємним штампуванням.
До об'ємного штампування відносяться штампувальні операції , які основані на перерозподіленні і переміщенні заданого об’єму метала: осадка, калібрування ,холодне видавлювання ,чеканка ,розмітка та таврування.
Застосування холодного об'ємного штампування дозволяє отримати закінчені деталі ,які майже не вимагають подальшої механічної обробки. Штамповані деталі відрізняються збільшеною точністю і чистотою поверхні , чітким контуром , а також збільшеною міцністю і жорсткістю у результаті зміцнення при холодній деформації.
Найбільший інтерес мають операції холодного видавлювання і висаджування , за допомогою яких виготовляються більшість виробів. Процес виготовлення складається з досить великої кількості операцій :
Вирубка заготовки зі штаби або відрізка її від прутка ;
Осадка або осадка з видавлюванням ;
Формовка або декілька формовок , формовка з видавлюванням ;
Обрізка заусенця;
Калібрування по контуру і калібрування в плані ( об'ємне та площинне)
При цьому до пластичності вихідного матеріалу висувають більш високі вимоги.
Розробка технології підготовчих операцій.
До підготовчих операцій холодного видавлювання відносяться різання прокату на вихідні заготовки ,термообробка заготовок і хімічна обробка їх поверхні під послідуюче видавлювання.
При виборі способу різання металопрокату ,слід орієнтуватися на різання в штампах на кривошипних ножицях для закритого точного різання заготовок з дозуванням останніх по масі. Собівартість різання в цьому випадку знижується в 4-5 разів у порівнянні з різанням на фрезерно-відрізних або токарних багатошпиндельних станках. Найбільша точність і найкраща якість різання забезпечується при різанні металопрокату зсувом. При обґрунтуванні вибору обладнання визначають зусилля різання , хід повзуна (закрита висота ).
Режим термообробки розраховують в залежності від штампуємого матеріалу , прийнятих технологій штампування і експлуатаційних вимог до деталі. Попередня (до формозміни ) і проміжна (між формозмінними операціями ) термообробка необхідна для збільшення показників штампує мості , що забезпечує стабільну і довготривалу роботу штампувального інструменту без перевантажень та сприяє зменшенню кількості технологічних переходів холодного видавлювання.
Технологічний процес підготовки поверхні повинен включати в себе наступні етапи :
Видалення дефектів і очистку поверхні від окалини , жирових та інших забруднень;
Призначення параметрів і режимів хімічної обробки поверхні ;
Режим нанесення на підготовлену поверхню шару технологічного мастила.
Мета операцій по підготовці поверхні - забезпечити можливість нанесення рівномірного по товщині і суцільного шару мастила заданого хімічного складу. Мастило повинно міцно утримуватися на поверхні при пластичному деформуванні і задовольняти вимогам технології і якості продукції. Для реалізації першого етапу застосовують два основних методи - механічний (дробеструменева обробка, віброгалтовка) та хіміко-термічний (травлення , обезжирювання).
В якості хімічної обробки поверхні застосовують наступні технологічні процеси : оміднення ,фосфорування ,обробка сіркокислим алюмінієм ,омилювання.
Мета хімічної обробки поверхні заготовки – утворення на ній проміжного шару – носія мастила.
Технічні мастила , які використовують при холодному видавлюванні , повинні мати наступні якості :
Здібність зменшувати сили молекулярної взаємодії між обробляємим матеріалом і інструментом для того , щоб знизити коефіцієнт зовнішнього тертя ( питоме та повне зусилля деформації ), виключити зачепи на поверхні деформуємого металу та його налипання на інструмент ;
Достатню в’язкість ( щоб поверхня фактичного ковзання проходила всередині мастильного шару );
Високу термостійкість ( у тому числі високу температуру возгонки і розкладання ) і великою теплоємністю для поглинання теплоти , яка утворюється в шарі ковзання .
Щоб на протязі усього процесу деформування не мав місця контакт між поверхнями металу і інструменту , що труться ,товщина проміжного шару повинна бути більше відстані між западинами і уступами шершавості на цих поверхнях.
Проектування та розрахунок переходів.
Розробка процесу формозмінення починається з визначення виду та кількості операцій , доцільності їх сумісності або послідовного проведення. Для складних форм деталей необхідно прагнути до сумісності ряду переходів.
В кожному переході необхідно визначити :
Одиничну ( в даному переході )і сумарну ( з початку формозмінення ) ступеня деформації в відсотках ;
Форму , розміри і допуски на них обробляємого напівфабрикату ;
Питоме і повне зусилля холодного видавлювання ;
Особливу увагу слід звернути на відповідність прийнятих ступенів деформації штампує мого матеріалу , а також на рівномірність розподілення за переходами штампування.
Розрахунок переходів при формозміненні – найбільш відповідальний етап проектування технологічного процесу. Необхідно прагнути до скорочення кількості переходів , зниження навантажень на інструмент ,стабільності процесу деформації, а також до мінімальної кількості проміжних операцій . 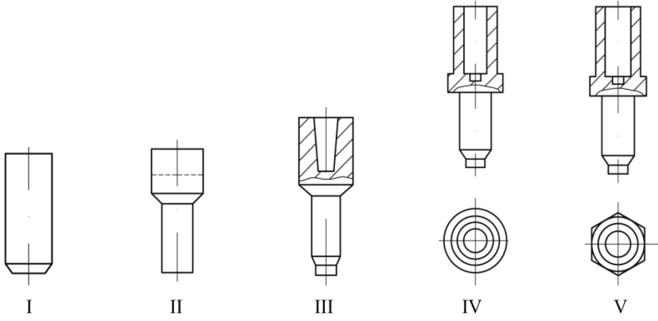

Визначення типорозміру обладнання.
Пресове обладнання вибирають по номінальному зусиллю , технологічній роботі , недоходу повзуна ,кількості ходів повзуна на хвилину ,закритій висоті преса, розмірам штампового простору ,лінійній швидкості повзуна момент контакту із заготовкою , конструкції механізму подачі заготовки.
Механічні преси , які використовують для холодного видавлювання , повинні мати довгі , добре підігнані спрямовувачі ( в 2-3 рази довші , ніж у звичайних пресів) , які забезпечують стійкість повзуна при деформуванні.
Преси повинні мати збільшену жорсткість . Для цього для холодного видавлювання більш придатні преси з шестерне-ексцентриковим приводом і збільшеною довжиною ходу. При малосерійному виробництві для холодного видавлювання використовують гідропреси ,а при масовому – преси-автомати.
Контрольні запитання.
1.Яке обладнання застосовують для холодного видавлювання ? Чому ?
2.Поясніть суть операцій холодного видавлювання.
3.Назвіть переваги холодного видавлювання.
4.Навіщо застосовують термообробку заготовок для холодного видавлювання ? Яку саме ?
5. Які операції вважають підготовчими ? Чому ?
6. Що таке хімічна обробка поверхні ? У чому її мета ?
7. На що впливає шар мастила ?
8.Поясніть принцип проектування технологічного процесу холодного видавлювання.
.png)
Рефлексія від 2 учнів
Сподобався:
0
Так: 2
Ні: 0
Зрозумілий:
0
Так: 2
Ні: 0
Потрібні роз'яснення:
0
Ні: 2
Так: 0