Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Професійна освіта›
- Лекція 2.Основні операції вільного кування. Припуски , допуски ,напуски. Розрахунок параметрів кованої поковки.

Урок:
Лекція 2.Основні операції вільного кування. Припуски , допуски ,напуски. Розрахунок параметрів кованої поковки.

14.01.2021
Вміст уроку:
1
1
Уважно прочитайте текст лекції. Дайте (письмово) відповіді на контрольні запитання.
Лекція 2.Основні операції вільного кування. Припуски , допуски ,напуски. Розрахунок параметрів кованої поковки.
Основні операції кування і інструмент, що при цьому застосовується.
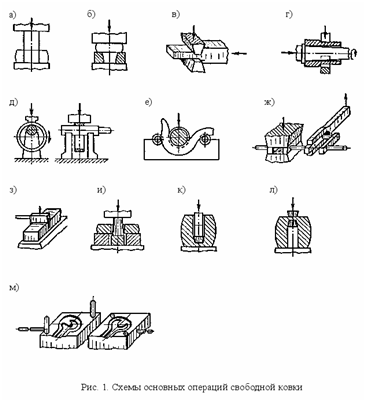
Процес кування складається з чергування у певній послідовності основних і допоміжних операцій. До основних операцій кування відносяться: осаджування, протягування, прошивання, відрубування, вигинання, скручування.
Кожна основна ковальська операція визначається характером деформування і застосовуваним інструментом.
Осадка – операція зменшення висоти заготовки при збільшенні площі її поперечного перерізу (рис.1, а). Осадку застосовують: для одержання поковок з великими поперечними розмірами при відносно малій висоті (зубчасті колеса, диски і т. п.); як попередню операцію перед прошиванням при виготовленні пустотілих поковок (кілець, барабанів); як попередню операцію для знищення литої дендритної структури злитка і поліпшення механічних властивостей виробу.
Деформація при осаджуванні може бути виражена величиною укову y = F1/F2 , де F1 – більша площа поперечного перерізу; F2 – менша площа поперечного перерізу. Очевидно, чим більше уков, тим краще прокований метал, тим вищі його механічні властивості. Осадкою не рекомендується деформувати заготовки, у яких відношення висоти hзаг до діаметра dзar більше 2,5, тому що у цьому випадку може відбутися повздовжнє викривлення заготовки. Осаджують заготовки між бойками або підкладними плитами. Різновидом осадки є висаджування (рис., а), при якому метал осаджується лише на частині довжини заготовки. 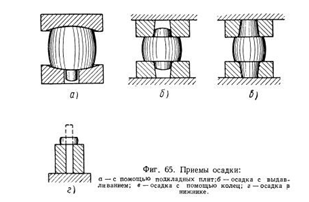
Протягування – операція видовження заготовки або її частини за рахунок зменшення площі поперечного перерізу . Протягування виконують послідовними ударами або натисканнями на окремі ділянки заготовки, що примикають одна до другої, з подачею заготовки уздовж вісі протягування і поворотами її на 90° навколо цієї осі. При кожному натисканні зменшується висота перерізу, збільшуються ширина і довжина .
Рисунок 5 – Схема протягування .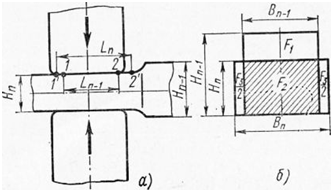
Загальне збільшення довжини дорівнює сумі збільшень довжин за кожне натискання, а розширення по всій довжині однакове. Якщо заготовку повернути на 90° навколо горизонтальної вісі і повторити протягування, то розширення, отримане в попередньому проході, усувається, а довжина заготовки знову збільшується. Чим менша подача при кожному натисканні, тим інтенсивніше видовження. Однак при занадто малій подачі можна одержати затиски . Протягувати можна плоскими і вирізними бойками. При протягуванні на плоских бойках у центрі виробу можуть виникнути (особливо при протягуванні круглого перетину) значні розтягувальні напруження, які призводять до утворення осьових тріщин. При протягуванні у вирізних бойках сили, спрямовані з чотирьох сторін до осьової лінії заготовки, сприяють рівномірнішому плину металу й усуненню можливості утворення осьових тріщин. Величина деформації при протягуванні, як і при осаджуванні, може бути виражена уковуванням. Протягуванням одержують поковки з подовженою віссю (вали, важелі, тяги і т.п.)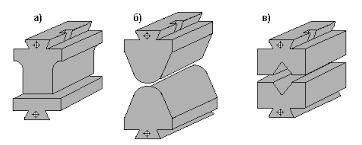
Розгонка – операція збільшення ширини частини заготовки за рахунок зменшення її товщини (рис.5, г). Протягування з оправкою – операція збільшення довжини пустотілої заготовки за рахунок зменшення товщини її стінок (рис.5, д). Протягування виконують у вирізних бойках (чи нижньому вирізному 3 і верхньому плоскому 2) на ледь конічній оправці 1. Протягують в одному напрямку – до кінця оправки, який розширюється, що полегшує її видалення з поковки.
Розкатування на оправці – операція одночасного збільшення зовнішнього і внутрішнього діаметрів кільцевої заготовки за рахунок зменшення товщини її стінок (рис.1,д ). Заготовка опирається внутрішньою поверхнею на циліндричну оправку , що встановлена кінцями на підставках , і деформується між оправкою і вузьким довгим бойком . Після кожного натискання заготовку провертають відносно оправки. Протягування з оправкою і розкатування на оправці часто застосовують сумісно. Спочатку розкатуванням знищують бочкоподібність попередньо осадженої і прошитої заготовки і доводять її внутрішній діаметр до необхідних розмірів. Потім протягуванням з оправкою зменшують товщину стінок і збільшують до заданих розмірів довжину поковки.
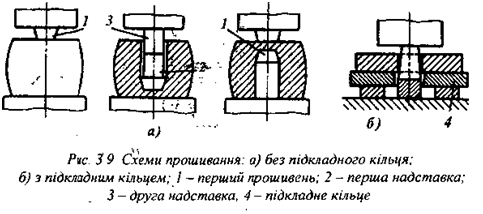
Прошивання – операція одержання порожнин у заготовці за рахунок витиснення металу (рис.1,і,к,д ). Прошиванням можна отримати наскрізний отвір чи поглиблення (глухе прошивання). Інструментом для прошивання є прошивні суцільні і пустотілі; останніми прошивають отвори великого діаметру (400 – 900 мм). При наскрізному прошиванні порівняно тонких поковок застосовують підкладні кільця . Товстіші поковки прошиваються з двох сторін без підкладного кільця . Діаметр прошивання вибирають рівним 1/2 – 1/3 зовнішнього діаметра заготовки; при більшому діаметрі прошивання заготовка значно спотворюється.
Відрубування – операція відділення частини заготовки по незамкнутому контуру шляхом проникання в заготовку деформувального інструмента – сокири (рис.1,з). Відрубування застосовують для одержання з заготовок великої довжини декількох коротких, для видалення надлишків металу на кінцях поковок, а також прибуткової і донної частин злитка і т.п. Інструмент для відрубування – сокири різної форми .
Гнуття – операція надання заготовці вигнутої форми за заданим контуром (рис.1,е ). Цією операцією одержують кутники, скоби, гачки, кронштейни і т.п. Гнуття супроводжується зміною первинної форми поперечного перерізу заготовки і зменшенням його площі в зоні вигинання, названим утяжкою. Для компенсації утяжки в зоні вигинання заготовку виготовляють зі збільшеними поперечними розмірами. При гнутті можливе утворення складок по внутрішньому контуру і тріщин по зовнішньому. Щоб уникнути цього явища за заданим кутом гнуття підбирають відповідний радіус заокруглення.
Скручування – операція, за допомогою якої частина заготовки повертається навколо поздовжньої осі (рис.1,м). Скручування можна застосовувати при виготовленні колін колінчастих валів, свердл і т.п. При скручуванні звичайно одну частину заготовки затискають між бойками, іншу розвертають за допомогою різних пристроїв – воротків, ключів, лебідок.
Розробка креслення поковки.
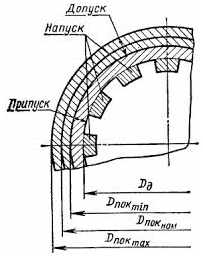
Креслення поковки складають на підставі розробленого конструктором креслення готової деталі з урахуванням припусків, допусків і напусків. Припуск – поверхневий шар металу поковки, що підлягає видаленню механічною обробкою для одержання необхідних розмірів і якості поверхні готової деталі. Розміри деталі збільшують на величину припусків у місцях, що підлягають механічній обробці (рис.3.6).
Величина припуску залежить від розмірів поковки, її конфігурації, типу обладнання, застосовуваного для виготовлення поковки, і інших факторів. Чим більші розміри поковки, тим більший припуск.
Допуск поковки – припустиме відхилення від номінального розміру кування, проставленого на її кресленні, тобто різниця між найбільшим і найменшим граничними розмірами поковки (рис. 3.6). Допуск призначають на всі розміри поковки.
Конфігурацію поковки іноді спрощують за рахунок напусків – об’єму металу, що додається до поковки понад припуски для спрощення її форми і, отже, процесу кування. Напуски видаляють подальшою механічною обробкою. Припуски, допуски і напуски призначають у строгій відповідності з ДСТУ.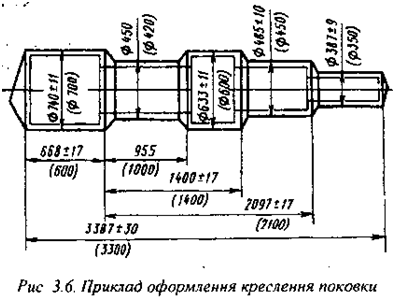
Розрахунок маси заготовки .
Маса заготовки: Мзаг = Мпок + Мпр + Мдн + Муг + Мот ,
де Мзаг – маса вихідної заготовки;
Мпок – маса поковки, що підраховують як добуток об’єму поковки на щільність металу;
Мпр – маса відходу з прибуткової частини злитка;
Мдн – маса відходу з донної частини злитка;
Муг – маса відходу на пригар при нагріванні;
Мот – маса технологічних відходів. Відходи з прибутковою частиною складають 14 – 30%, а з донною 4 – 7%; на пригар – у середньому 2 – 2,5% від маси металу, що нагрівається, при нагріванні холодної заготовки і близько 1,5% при кожному підігріві. Технологічні відходи (обрубування, видри і т.п.) залежать від форми поковки і прийнятої послідовності кування. При куванні з прокатаної заготовки Мпр і Мдн відсутні. Розміри поперечного перерізу заготовки вибирають з урахуванням забезпечення необхідного укову. Достатнім уковом для злитків вважається 2,5 – 3.
Контрольні запитання.
1.Чим визначається кожна операція кування ?
2.Чим осадка відрізняється від протяжки ?
3.Чи можливо осадити заготовку у вигляді паралелепіпеду ? Як саме ?
4.За допомогою якої операції можливо збільшити довжину гільзи ?
5.Що спрощує конфігурацію поковки ?
6.Чим поковка відрізняється від готової деталі ?
7.Що враховують при визначенні ваги заготовки ?
8.Складіть кластер про основний та допоміжний інструмент для кування.
.png)
Рефлексія від 0 учнів
Сподобався:
0
Так: 0
Ні: 0
Зрозумілий:
0
Так: 0
Ні: 0
Потрібні роз'яснення:
0
Ні: 0
Так: 0