Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Професійна освіта›
- Лекція 27. Тема 6.13. Виробництво електрозварних прямо шовних труб великого діаметру.

Урок:
Лекція 27. Тема 6.13. Виробництво електрозварних прямо шовних труб великого діаметру.

31.03.2021
Вміст уроку:
1
1
Лекція 27.
Тема 6.13. Виробництво електрозварних прямо шовних труб великого діаметру.

Труби великого діаметру виготовляють з одним або двома поздовжніми швами або швом, розташованим по гвинтовий лінії. Перші називають прямошовнимі, а другі - спірально-шовними.
В магістральному трубопровідному транспорті прямошовні труби отримали переважне поширення, що обумовлено більш високою якістю листового металу в порівнянні з якістю рулонної сталі. Однак в останні роки частка спіральношовних труб в загальному обсязі випуску труб великого діаметра зросла внаслідок досягнутого поліпшення якості рулонного металу, а також освоєння виробництва спіральношовних труб з окремих листів.
Основним способом зварювання труб для магістральних трубопроводів є механізована дугова зварка під флюсом.
За кордоном прямошовні труби з одного листа відповідно з одним поздовжнім швом виготовляють діаметром 530 ... 1420 мм. У Росії труби діаметром 530 ... 820 мм випускаються одношовні, а діаметром 1020 ... 1420 мм - двохшовні, з двох листів. Раніше до металу труб пред'являлися тільки вимоги міцності, пластичності і зварюваністю. Зварні з'єднання повинні були забезпечувати рівноміцність і близьку до основного металу пластичність. Для підвищення гарантії герметичності обумовлювалася вимога зварювати шви труб не менше ніж в два шари або з двох сторін.
Такий комплекс вимог був вперше виконаний в колишньому СРСР в 1954 р. Харцизьким трубним заводом при освоєнні виробництва газопровідних труб діаметром 529 ... 720 мм зі сталі марки 14ХГС. Труби виготовлялися з одним прямим швом довжиною 6 м. Формування виконувалася на вальцях, зварювання двохдуговими, двосторонніми зі швидкістю 75 ... 90 м / ч. Після зварювання труби піддавалися гарячій правці, що була одночасно нормалізацією. Далі шестиметрові труби зварювалися встик в дванадцяти метрові.
Схема виробництва зазначених труб наведена на рис. 1.
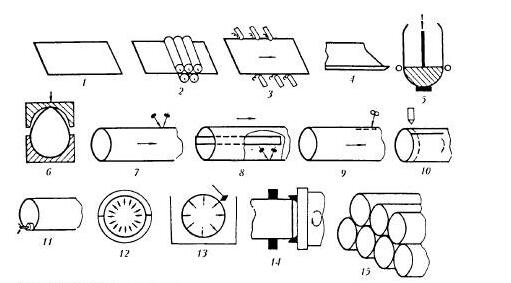
Рисунок 1.Схема технологічного процесу виготовлення прямо шовних труб з одного листа на ЧТПЗ: 1 – укладання листів на початку потоку; 2 – правка; 3 – строжка кромок; 4 – підгнуття кромок; 5 – попередня формовка; 6 – кінцева формовка; 7 – зварювання зовнішніх робочих швів під флюсом; 8 – зварювання під флюсом внутрішнього шва; 9 – ремонт дефектних ділянок шва;10 – плазмова обрізка кінців труб; 11- видалення потовщень внутрішнього шву на кінцях труб; 12 – експандирування; 13 – гідро випробовування; 14 – торцювання труб і проточка фасок;15 – склад готових труб.

Після редагування та строжки формування трубних заготовок здійснюється в три прийоми. Двостороннє зварювання так само, як на ХТЗ, виконується в послідовності зовнішній-внутрішній шов. Однак для усунення кристалізаційних тріщин, які систематично утворюються в швах труб при розплавленні прихваток, кромки заготовок перед ними попередньо не зв’язуються. Перед зварюванням вони поєднувалися в пристроях станів, прообразом яких був згаданий стан ХТЗ.
Початок технологічного потоку виготовлення труб з двох напівциліндрів і його кінець в принципі не відрізняються від прийнятих для одношовних труб. Зміни є тільки при формуванні та зварюванні. Зварюванню передує складання двох напівциліндрів за допомогою спеціального механізму. Після виконання першого робочого шва заготовка повертається на 180 °, і в іншому стані зварюється другий зовнішній шов. Кінці труб обрізаються і обробляються після зварювання внутрішніх швів. Далі для підвищення точності розмірів труби експандирують, піддаючи їх залишкової деформації в межах 0,4 … 1,2%. Ця деформація зумовила додаткові вимоги до технології зварювання. Неприпустимими, і такими що викликають руйнування труб при експандируванні, виявилися дрібні дефекти швів (підрізи, напливи, перевищення крайок і во.), які при гарячій правці не виявлялися негативно. Значна потреба в трубах визначала необхідність пошуків технології, що дозволяє зварювати їх з максимально можливою швидкістю.
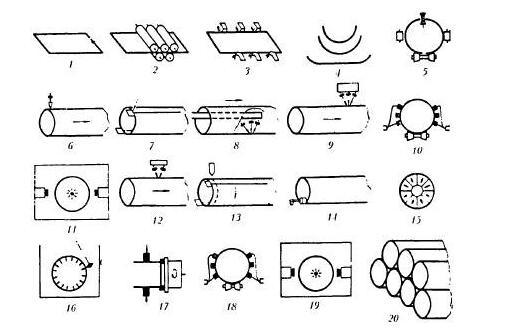
Рисунок 2.Схема технологічного процесу виготовлення прямо шовних труб великого діаметру з двох листів на ХТЗ: 1 – укладання листів на початку потоку; 2 – правка; 3 – строжка кромок; 4 – формовка напівциліндрів в валково-роликовому стані; 5 – складання напівциліндрів; 6 – зварювання технологічних швів в СО2; 7 – приварювання технологічних планок; 8 – зварювання внутрішніх робочих швів під флюсом; 9 –зварювання зовнішніх робочих швів під флюсом; 10 – ультразвуковий контроль суцільності металу зварного з’єднання;11 – ренген-телевізійне розшифрування дефектів зварного з’єднання, визначених ультразвуком;12 – ремонт дефектів зварного шву; 13 – плазмова обрізка кінців труб і технологічних планок; 14 – видалення потовщення внутрішніх швів на кінцях труб; 15 – експандирування; 16 – гідро випробовування; 17 – торцювання труб і проточка фасок; 18 – повторний ультразвуковий контроль зварного з’єднання;19 – повторне ренген-телевізійне розшифрування дефектів зварного з’єднання, визначених при повторному ультразвукому контролі; 20 – склад готових труб.
У міру накопичення досвіду виробництва труб, будівництва та експлуатації трубопроводів уточнювалися вимоги до металу і зварних з’єднань труб, визначалися марки стали, зварювальні матеріали і во. В результаті для експандованих труб діаметром до 820 мм була прийнята сталь 17ГС, а для труб діаметром 1020 і 1220 мм – сталь 17Г1С і 17Г1СУ . Слід зазначити, що вох шов труб виготовляють не тільки з напівциліндрів. На НТЗ труби діаметром 1020 мм, розраховані на тиск 5,39 Мпа, виробляють з так званих карт, зварених поздовжнім швом з двох вузьких листів. Карти вальцують і зварюють трубним швом. Далі заготовки піддаються обробці, включаючи експандирування. Завершує технологічний процес стикування двох шестиметрових труб. Однак цей спосіб виробництва менш досконалий.
Підвищено норми ударної в’язкості металу зварних з’єднань . Визнано також необхідним піддавати їх ефективному 100% -му неруйнівному контролю.
Для запобігання утворенню кристалізаційних тріщин, часто виникають в робочих швах труб внаслідок деформацій і переміщень крайок при їх суміщенні, в цеху ХТЗ труби зварюють не в два, а в три шари: із зовнішнього боку в вуглекислому газі зварюють технологічні шви, під флюсом виконують внутрішні, а потім зовнішні робочі шви. Принцип тришарової зварювання робочих швів труб був розроблений в ІЕЗ во. Є.О. Патона АН України і вперше застосований при зварюванні спірально-шовних труб,
Дугове зварювання технологічних швів виконується в вуглекислому газі послідовно в двох агрегатах спеціального стану, кожен з яких має по шість зварювальних головок, розташованих через кожні 2 м. Краї заготовок збираються в агрегатах стану встик по всій довжині з зазорами і перевищеннями не більше 1 мм. При зварюванні напівциліндри просуваються в стані вперед на 2 м із швидкістю 2,5 … 3,0 м / во, внаслідок чого загальна швидкість зварювання дорівнює 15 … 18 м / во.
У початковий період через надмірну силу, яких докладають до крайок під час зварювання і відразу після неї, технологічні шви часто руйнувалися. Подолання цих труднощів стало можливим в основному після освоєння формування заготовок, поліпшення конструкції і налаштування агрегатів зварювального стану.
Багаторічний досвід виробництва двохшовних труб на ЧТПЗ і ХТЗ, будівництва з них магістральних трубопроводів і їх експлуатації показує, що, незважаючи на вдвічі більшу протяжність швів, двохшовні труби по надійності мало поступаються таким, що виготовляються з одного листа. Деяке порівняно незначне підвищення трудомісткості і витрати металу компенсується значно меншою вартістю вдвічі більш вузьких листів.
Контрольні запитання.
1.Які труби вважають трубами великого діаметру ? Де їх використовують?
2.Назвіть суть технологічного процесу виготовлення труб великого діаметру.
3.Яке зварювання є основним в такому процесі?
4.Що є заготовкою для таких труб?
5.З якою метою виконують експандирування труб?
6.Які дефекти виникають при експандируванні?
7.З якою метою здійснюють ренген-телевізійне розшифрування дефектів ?
8.З яких матеріалів виготовляють такі труби?
.png)
Рефлексія від 0 учнів
Сподобався:
0
Так: 0
Ні: 0
Зрозумілий:
0
Так: 0
Ні: 0
Потрібні роз'яснення:
0
Ні: 0
Так: 0