Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Професійна освіта›
- Лекція 26. Тема 6.12 . Радіочастотне зварювання.

Урок:
Лекція 26. Тема 6.12 . Радіочастотне зварювання.

31.03.2021
Вміст уроку:
1
1
Лекція 26. Тема 6.12 . Радіочастотне зварювання.

Технічне здійснення процесу радіочастотної зварювання вимагає виконання трьох основних умов:
1) наявності V-образного зазору між зварними кромками;
2)забезпечення передачі струму радіотехнічної частоти для рівномірного розігріву зварювальних кромок;
3) забезпечення необхідних силових і швидкісних параметрів зварювання, що диктуються зварним матеріалом.
Струм радіочастоти передають до зварювальних кромок контактним або індукційним (рис. 1) способами. Останній хоча і більш енергоємний, але застосовується частіше внаслідок простоти, надійності і низьких експлуатаційних витрат. 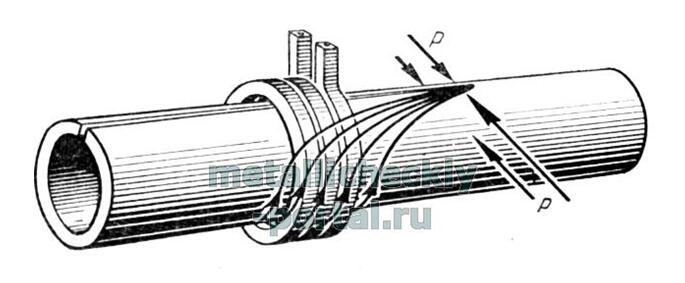
Рисунок 1.Схема радіочастотного зварювання труб з індукційним підводом струму.
При зварюванні струмами радіочастоти можливі три варіанти ведення зварювального процесу:
1)розігрів кромок нижче температури плавлення; розігрів кромок з оплавленням в точці сходження кромок;
2)розігрів кромок з оплавленням до точки сходження кромок. Так як зварюються кромки покриті плівкою оксидів алюмінію, що мають більш високу температуру плавлення і щільність, ніж основний метал, то використовують тільки третій варіант.
Незалежно від способу підводу струму, струм радіочастоти, проходячи по зварюваній трубній заготівлі, концентрується на кромках, викликаючи інтенсивне їхнє нагрівання. Метал доводиться до оплавлення, оксиди викидаються із зони зварювання електродинамічними силами, що діють в осередку зварювання, і очищені кромки заготовки стискаються зварювальними валками.
Вибір частоти струму диктується наступними факторами:
шириною зони нагріву під зварювання;
теплофізичними і електромагнітними властивостями матеріалу;
товщиною зварюваного матеріалу;
діапазоном частот, виділених для промислового використання.
Знаходить застосування зварювальний струм частотою від 70 кГц до 1,76 мГц, але велика частина установок працює на частоті 440-450 кГц.
При радіочастотної зварюванні формування зварного шва здійснюється по одному з трьох варіантів з'єднання крайок (рис. 2): встик, внахлестку, встик з відбортовкою кромок.
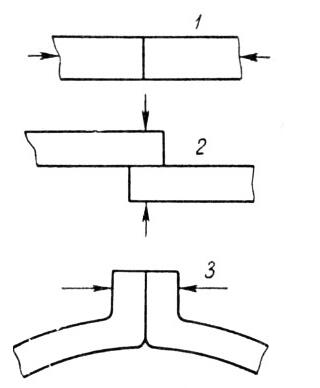
Рисунок 2.Види з'єднання труб:1 – встик; 2 – внахлест; 3 – з відбортовкою.
Найбільш широко застосовують з'єднання кромок встик. Мінімальна товщина кромок при зварюванні встик 0,5 мм, так як при більш тонких стінках виникають серйозні труднощі з передачею зварювального тиску на кромки і їх стійкістю в осередку зварювання. Більш тонкі стінки успішно зварюють внахлест і встик з відбортовкою.
ТЕХНОЛОГІЯ РАДІОЧАСТОТНОГО ЗВАРЮВАННЯ ТРУБ.
Технологічний процес виробництва зварних алюмінієвих труб складається з наступних основних операцій: підготовки стрічкової заготовки, формування трубної заготовки, зварювання, калібрування і правки на стані, обробки і випробувань труб.
Підготовка стрічки до формовки.
Вихідним матеріалом служать рулони холоднокатаної стрічки. Різання на необхідну ширину здійснюють на дискових агрегатах поздовжнього різання. Максимальне відхилення ширини стрічки від номіналу не повинно перевищувати 0,3 мм. Технологічна мастило при різанні - гас або веретенне масло. При різанні тонких стрічок з метою запобігання пошкоджень кромок використовують змотування на з'ємних касетах. До якості різу висувають високі вимоги, так як в подальшому крайки не піддають обробці і дефекти різання позначаються на якості зварювання і роботі зварювального устаткування. На станах для зварювання труб великого діаметру розрізання на дисковому агрегаті поздовжнього різання є, як правило, попереднім, так як безпосередньо перед формувальним станом на дискових ножицях виконують операцію остаточної обрізки кромок. Це викликано особливостями роботи великих станів, а також необхідністю видалення бічного грату, що утворюється при стикуванні стрічок великих товщин.
Операції розмотування, редагування, обрізки кінців на гільйотинних ножицях не відрізняються істотно від звичайних застосовуваних в трубозварювальному виробництві. Правці піддають тільки труби завтовшки більш як 2,5 мм. Стикування виконують двома способами. Для сплавів з хорошою зварюваністю встановлюють прості і відносно дешеві аргоно-дугові автомати. При використанні широкої гами сплавів, в тому числі і дуралюмина, застосовують стикове зварювання оплавленням. Устаткування для зварювання оплавленням більш дороге і складне, але цей метод гарантує високу якість шва на будь-яких алюмінієвих деформівних сплавах і мінімальний час на весь цикл стикування, що дозволяє скоротити розміри петле утворювача.
Формовка трубної заготовки.
Формовку трубної заготовки виробляють на валкових багатоклітьових станах методом холодного профілювання. Число клітей залежить від матеріалу, розміру труби і величини відношення діаметра до товщини стінки. Профіль валків кожної кліті виконують на підставі розробленого калібрування. Найбільш широке поширення в практиці заводів мають калібрування двох типів.
Перший тип калібрування дає мале подовження кромок, валки відносно прості у виготовленні. Калібрування відрізняються високим ступенем універсальності і взаємозамінності.
Другий тип калібрування дає більшу стійкість стрічки в поперечному напрямку і дозволяє проектувати валки менших габаритів.
Для труб малого діаметра в основному застосовують калібрування першого типу.
Розробку калібрування валків і їх виготовлення роблять у наступній послідовності: встановлюють тип калібрування, кількість формувальних і калібрувальних клітей і ширину вихідної заготовки в залежності від розміру і матеріалу труби. Потім визначають профіль валків.
При радіочастотному зварюванні алюмінієвих труб застосовують зазвичай не менше трьох закритих калібрів з разрізьбленою шайбою.
Зварювальні валки виготовляють з бронзи марок Бр.Б2 або Бр.АЖН10-4-4 з загартуванням до твердості HRC = 28 - 36. Кращі результати по стійкості дає бронза Бр.Б2.
Зварювання трубної заготовки.
Радіочастотне зварювання алюмінієвих сплавів характеризується великими питомими тисками в зварювальному вузлі, високими швидкостями зварювання і веденням процесу в режимі безперервного оплавлення. Питомий тиск при зварюванні алюмінієвих сплавів досягають значень 10-30 кг / мм2, що значно перевищує питомий тиск при зварюванні сталей (4-5 кг / мм2). Високі швидкості зварювання є обов'язковою умовою отримання якісного з'єднання, причому якість шва зі збільшенням швидкості підвищується. На сплавах типу Д16 взагалі неможливо отримати високоякісний шов при швидкостях зварювання менше 25 м / хв.
Якість зварного шва визначається наступними параметрами: тиском в зварювальному вузлі; кутом сходу кромок; швидкістю зварювання труби і підводиться потужністю для нагріву кромок. Тиск в зварювальному вузлі регулюють установкою зварювальних валків, швидкістю зварювання і кутом сходу кромок. Зі збільшенням кута сходу тиск зростає. Зварювання алюмінієвих сплавів ведуть на кутах сходу крайок близько 3,5-50, що значно перевищує значення кутів, що застосовуються при зварюванні сталей.
Такі кути сходу досягають близьким розташуванням направляючого ножа до точки сходу кромок. Для цього напрямні ножі виготовляють з діелектричних матеріалів високої твердості. Широке застосування знаходять ножі з мінералокераміки ЦМ-332.
Швидкість зварювання труб з алюмінієвих сплавів лімітується насамперед роботою механічного обладнання і може досягати на тонкостінних трубах 120-150 м / хв. Споживана для нагріву кромок потужність залежить в значній мірі від розташування індуктора щодо зварювальних валків, зазору між індуктором і трубою, конструкції і розташування феритового сердечника. Феритове осердя зазвичай встановлюють на відстані 15-25 мм від осі зварювальних валків.
Обробка труб після зварювання.
Наступні за зварюванням операції: видалення зовнішнього грату, очищення, калібрування, редагування, різання летючими пристроями та складування в кишені аналогічні звичайно використовуваним в трубозварювальному виробництві.
Оздоблення зварних алюмінієвих труб полягає в термообробці, остаточної правці, різанні і обробці кінців. Якщо зварена труба являє заготовку для подальшого холодного переділу (волочіння, прокатки), то вона проходить всі операції, супутні відповідному виду обробки.
Трубоелектрозварювальне обладнання.
Устаткування трубоелектрозварювальних агрегатів можна розділити на три основні групи: обладнання підготовки смуги, формувально-зварювальний стан і обладнання доробки.
Устаткування підготовки смуги складається з наступних машин: завантажувального пристрою; розмотувача; тягнучих роликів; правильної машини; гільйотинних ножиць; стикозварювальної машини; гратознімача для видалення грата з поперечного стику смуги; тягнучих роликів для завдання смуги; петлеутворювача; тягнучих роликів на виході з петлеутворювачем для завдання смуги в формувальний стан; дискових ножиць.
.png)
Рефлексія від 0 учнів
Сподобався:
0
Так: 0
Ні: 0
Зрозумілий:
0
Так: 0
Ні: 0
Потрібні роз'яснення:
0
Ні: 0
Так: 0