Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Професійна освіта›
- Лекція 23.Тема 6.9 Газоелектричне (аргонно-дугове, плазмове) зварювання.

Урок:
Лекція 23.Тема 6.9 Газоелектричне (аргонно-дугове, плазмове) зварювання.

31.03.2021
Вміст уроку:
1
1
Лекція 23.Тема 6.9 Газоелектричне (аргонно-дугове, плазмове) зварювання.

Деякі види металів не можуть бути зварені звичайним зварюванням. У разі використання електродів шов виходить не міцним і не може забезпечити щільного з'єднання. Для кольорових металів, легованої сталі і сплавів потрібно аргонно-дугове зварювання.
Основна відмінність зварювання з аргоном від звичайного електродного методу полягає в тому, що роботи проводяться з використання захисної хмари яка створюється за допомогою аргону. При цьому температура в стовпі дуги сягає 2000 ° C, що дозволяє використання вольфрамового не плавлючогося дроту в якості основного витратного матеріалу.
Іншими особливостями технологічного процесу є:
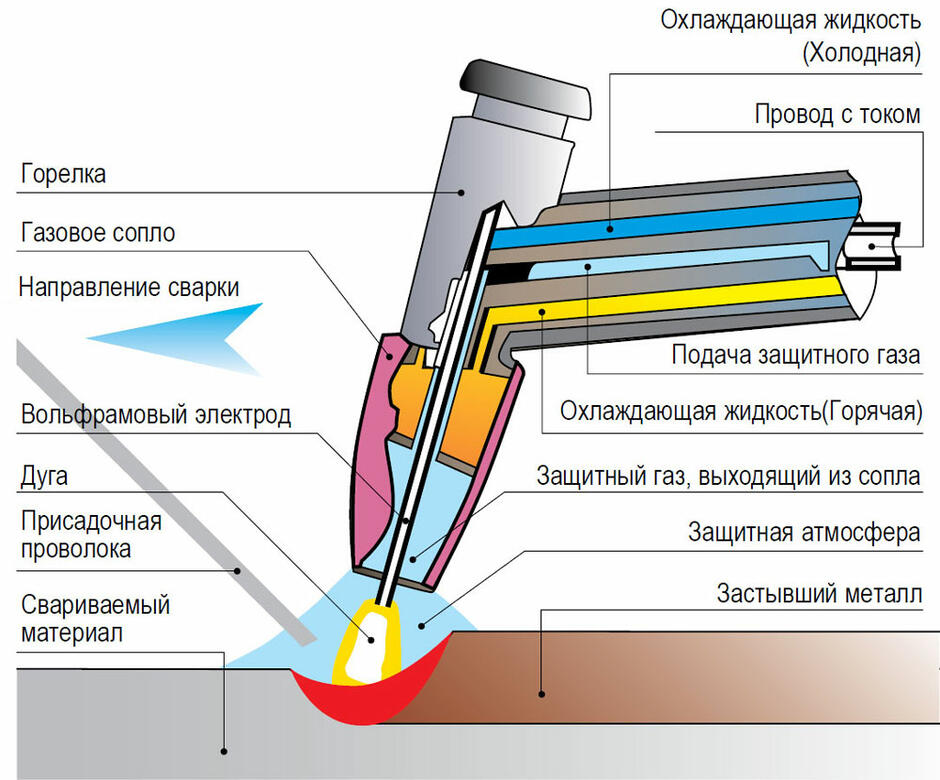
Електрод необхідно розташовувати якомога ближче до поверхні оброблюваного металу. Це дозволяє забезпечити необхідну температуру зварювальної ванни при аргонно-дугового зварювання та забезпечити необхідну товщину шва і глибину провару. Чим далі електрод від металу, тим нижче якість накладеного шва.
Спрямованість рухів - вести електрод необхідно уздовж шва. Відсутність коливання допомагає створити естетично привабливий шов.
Сутність технологічних процесів аргонно-дугового зварювання зводиться до того, щоб в момент накладення шва на нього не впливав кисень і азот, що виділяється під час згоряння металу. Необхідно стежити за тим, щоб електрод і присадний матеріал постійно перебували в захисній хмарі аргону.
Швидкість подачі дроту повинна бути рівномірною. Повинні бути відсутнім ривки, при яких спостерігається розбризкування металу. Техніка зварки в середовищі аргону залежить від послідовності дій: правильно обраний кут подачі присадного дроту попереду пальника, суворе дотримання спрямованості нанесення шва і точні налаштування щодо інтенсивності подачі газу на горілку.
Швидкість зварювання - накладення зварного шва здійснюється повільно. При цьому необхідно враховувати можливі металургійні процеси, властиві цьому методу обробки. Наприклад, подача газу на поверхню деталі повинна початися на 10-15 сек. раніше, а закінчиться, через 7-10 сек після накладення зварного шва. Заварювання кратера здійснюють за допомогою реостата (знижуючи силу струму на дугу). Розрахунок витрати аргону при зварюванні виконують за допомогою спеціальних таблиць і норм. Основні положення можна дізнатися в ГОСТ 14771 76.
Особливості методики аргонно-дугового зварювання полягають в правильному комбінуванні: подачі дроту, впливу вольфрамового електрода, інтенсивності подачі аргону і швидкості накладення шва.. Присадні прутки для аргоно-дугового зварювання використовуються для наповнення зварної ванни при подачі аргону. Цей матеріал застосовують при обробці металів і має властивості, які ускладнюють накладення шва. Залежно від характеристик і складу, електроди для зварювання в середовищі аргону можуть бути обов'язкові при роботах з чавуном, алюмінієм, нікелем, титаном і іншими кольоровими металами і також легованою і жароміцною сталлю.
Принципова схема і склад устаткування для виробництва зварних труб з титану і його сплавів аналогічні вживаним при зварюванні в середовищі захисних газів труб з високолегованих марок сталей.
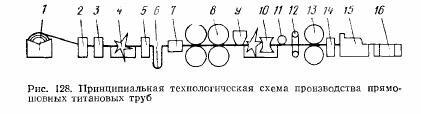
У лінії трубозварювального стану (рис. 128) встановлюють зазвичай наступне технологічне обладнання: розмотувач 1, тягнучі ролики і правильна машина 2, гільйотинні ножиці 3, стикозварювальна машина 4, тягнучі ролики 5 для подачі смуги в петлеутворювач 6, пристрій для обробки стрічки 7, формувальний стан 8, протирачі для знежирення кромок перед зварюванням 9, зварювальний вузол 10, ігло-фреза для обробки зовнішнього грату 11, стрічково-шліфувальний пристрій 12, калібрувальний стан 13, правильна головка 14, трубовідрізний верстат 15, стелажі 16 для складування готових труб.
Установка подальшого оздоблювального обладнання залежить від технології і необхідної якості труб, що випускаються і включає, як правило, термічне обладнання, правильні машини, гідропреси для випробувань труб, ванни для травлення та ін.
Контрольні запитання.
1.Які матеріали зварюють аргонно-дуговим методом? Чому ?
2. Поясніть суть аргонно-дугового методу зварювання.
3.Чим забезпечується необхідна товщина шва і глибина провару ?
4. Чому важлива спрямованість рухів?
5.На що саме впливає захисна хмара аргону?
6.Що впливає на швидкість зварювання?
7.Назвіть особливості методики аргонно-дугового зварювання.
8.Складіть кластер про технологічний процес виробництва труб аргонно-дуговим зварюванням.
.png)
Рефлексія від 3 учнів
Сподобався:
0
Так: 3
Ні: 0
Зрозумілий:
0
Так: 3
Ні: 0
Потрібні роз'яснення:
0
Ні: 3
Так: 0