Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Професійна освіта›
- Лекція 22. Тема 6.8 Зварювання постійним струмом методом опору.

Урок:
Лекція 22. Тема 6.8 Зварювання постійним струмом методом опору.

31.03.2021
Вміст уроку:
1
1
Лекція 22. Тема 6.8 Зварювання постійним струмом методом опору.
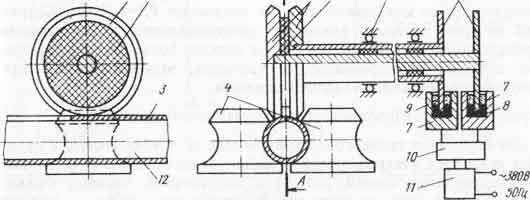
Рисунок 1.Схема зварювання постійним струмом методом опору:
1 – обертаючі контакти(електродні кільця) із мідного сплаву;2 – ізоляційне кільце; 3 – зварювальний шов; 4 – шовостискуючі валки; 5 – підшипник;
6 – обертаючі диски струмознімача; 7 – нерухомі ванни струмоз'ємника;
8 – рідка ртуть; 9 – вода(для попередження випаровування ртуті);
10 – випрямляч; 11 – трансформатор; 12 – труба.
При контактному зварюванні методом опору електричний струм підводиться до сформованої трубної заготовки за допомогою обертових електродних кілець, які є складовою частиною обертового зварювального трансформатора.
Електродні кільця і зварювальні валки створюють замкнутий калібр. Під дією зусиль з боку стискаючих валків і електродних кілець кромки трубної заготовки зближуються.
Через електродні кільця до заготовки подається електричний струм напругою в кілька вольт і силою, що досягає десятка тисяч ампер. Опір стику кромок трубної заготовки значно більше, ніж опір труби, в зв'язку з чим кромки нагріваються. При цьому під тиском опорно-зварювальних валків і електродних кілець нагріті кромки приварюються один до одного.
Ділянка контакту кромок від точки, де вони зійшлися, до площини осей опорно-зварювальних валків, на якій здійснюється зварювання, називається очагом зварювання. Так як зварювання кромок здійснюється на деякій довжині, кожна точка кромок знаходиться в осередку зварювання деякий час. Час перебування таких точок кромок в осередку зварювання залежить від їх довжини і швидкості зварювання. Разом з тим при даній частоті зварювального струму вони повинні бути не менше певної величини, так як при часі нагріву, меншому чверті періоду зварювального струму, окремі ділянки будуть потрапляти в місце з максимумом сили зварювального струму і отримувати задовільне зварювання, а інші ділянки, на які припадатиме мінімум зварювального струму, можуть виявитися незавареними. Отже, якісне зварювання можна здійснити або шляхом збільшення довжини очагу зварювання, або шляхом зниження швидкості зварювання, або шляхом підвищення частоти зварювального струму.
При контактному зварюванні труб методом опору змінним струмом слід розглядати два принципово різних процеса: перший - при зварюванні зі швидкістю нижче критичної, коли зварювання кромок відбувається без слідів оплавлення, і другий - при зварюванні зі швидкістю вище критичної, коли виникає безперервне або чергується оплавлення металу.
Значну частину електрозварювальних труб, що застосовуються в умовах, де не потрібні високі властивості міцності зварного шва, можна зварювати зі швидкістю вище критичної (зварювання з оплавленням кромок). Такі труби можуть використовуватися в системах з низьким тиском, в конструкціях, де труби працюють на розтягнення або стиснення.
Зварні труби діаметром від 5 до 32 мм, зварені постійним струмом методом опору, відрізняються високою якістю, мають мінімальний грат (висотою 0,15-0,25 мм), не поступаються безшовним і використовуються в автотракторної промисловості в якості трубопроводів.
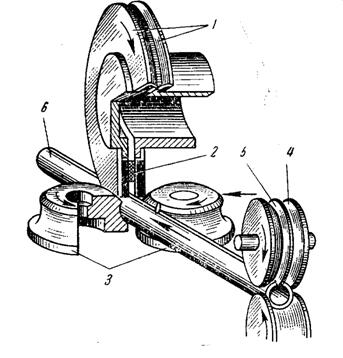
Рисунок 2. Схема контактного електрозварювання методом опору постійним струмом: 1 – електродні кільця; 2- ізолятор; 3 – стискуючі валки; 4 – формувальні валки; 5- направляюча шайба; 6 – зварена труба; 7 – формована заготовка.
.png)
Рефлексія від 0 учнів
Сподобався:
0
Так: 0
Ні: 0
Зрозумілий:
0
Так: 0
Ні: 0
Потрібні роз'яснення:
0
Ні: 0
Так: 0