Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Професійна освіта›
- Лекція 21. Тема 3.6 Виробництво заготовок на безперервно-заготовчих станах БЗС.

Урок:
Лекція 21. Тема 3.6 Виробництво заготовок на безперервно-заготовчих станах БЗС.

15.11.2021
Вміст уроку:
1
2
1
Лекція 21.
Тема 3.6 Виробництво заготовок на безперервно-заготовчих станах БЗС.
Початковим матеріалом для цього стану служать блюми перетином 300 300 мм, прокатані на блюмінгу 1150. Ці блюми по рольгангу подають до першої групи безперервно-заготовчого стану. Відстань між першою кліттю стану і ножицями блюмінгу приймають з розрахунку розміщення на ньому не менш ніж двох блюмів, які отримують з цілого злитка. Звичайна ця відстань дорівнює 30-40 м.
300 мм, прокатані на блюмінгу 1150. Ці блюми по рольгангу подають до першої групи безперервно-заготовчого стану. Відстань між першою кліттю стану і ножицями блюмінгу приймають з розрахунку розміщення на ньому не менш ніж двох блюмів, які отримують з цілого злитка. Звичайна ця відстань дорівнює 30-40 м.
Перша група стану складається з 6 клітей, з яких кліті 1; 3 і 5 - з вертикальними валками, а інші - з горизонтальними. Кожна кліть стану приводиться від окремого електродвигуна потужністю 1800 л. с. і числом обертів 250-500 в хвилину.
Всі кліті з вертикальними валками мають валки з довжиною бочки 1000 мм, а кліті з горизонтальними валками — 1200 мм.
Друга група стану також складається з 6 клітей, з яких кліті 7; 9 і 11- з вертикальними валками, а інші - з горизонтальними. Валки всіх клітей мають однаковий діаметр 530 мм. Довжина бочки валків у клітях з вертикальними валками 600 мм, у клітей з горизонтальними валками 800 мм. Кожна кліть цієї групи стану приводиться також від окремого електродвигуна потужністю 1800 л. с. і з числом обертів 250-500 в хвилину.
Швидкість прокатки в кожній кліті безперервно-заготовчого стану підвищується відповідно до витяжки смуги.
Швидкість прокатки в останній кліті першої групи знаходиться в межах 1,5—2,0 м/сек. При таких швидкостях продуктивність стану випереджає продуктивність блюмінгу, тому підвищення швидкості не потрібне.
У останній кліті другої групи швидкість прокатки лімітується швидкістю різкі на летючих ножицях і не перевищує 5,0-6,0 м/сек.
Відстань від осі останньої кліті першої групи до осі першої кліті другої групи близько 80 м. Ця відстань визначається найбільшою довжиною смуги, що виходить з першої групи.
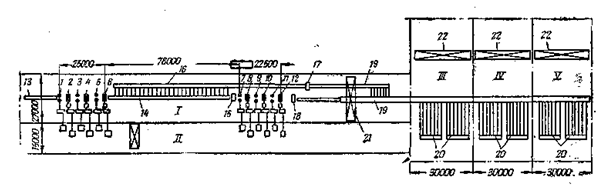
Рисунок 2. Схема розташування обладнання безперервно-заготовчого стану 730/530 з чергуванням горизонтальних і вертикальних клітей:
Ι – проліт стану; ΙΙ – машинний зал; ΙΙΙ –Ѵ- прольоти складу заготовок;1-6 – робочі кліті з валками діаметром 730 мм; 7-12 - робочі кліті з валками діаметром 530 мм;13- підвідний рольганг; 14-проміжний рольганг;15 – маятникові ножиці; 16 – обвідний рольганг;17 – ножиці 850 тс; 18 – летючі ножиці; 19 – відвідні рольганги; 20 – холодильники для заготовок; 21 – мостовий кран 50/10 т; 22 – мостові крани 15т.
Для прокатки заготовки перетином 55  55 мм з блюма перетином 300
55 мм з блюма перетином 300  300 мм потрібно 12 клітей, для прокатки заготовки перетином 120
300 мм потрібно 12 клітей, для прокатки заготовки перетином 120 120 мм необхідно всього 6 клітей. Розділення стану на дві самостійні групи дозволяє забезпечувати заготовкою крупного перетину 120
120 мм необхідно всього 6 клітей. Розділення стану на дві самостійні групи дозволяє забезпечувати заготовкою крупного перетину 120 120 мм і більш сортопрокатні стани; минуючі другу групу. Смуга, що виходить з першої групи, поступає в другу групу тільки в тому випадку, якщо потрібна заготовка перетином менше 120
120 мм і більш сортопрокатні стани; минуючі другу групу. Смуга, що виходить з першої групи, поступає в другу групу тільки в тому випадку, якщо потрібна заготовка перетином менше 120 120 мм.
120 мм.
Щоб смугу, що вийшла з першої групи, можна було видати на сторону, відстань від осі останньої кліті першої групи до осі першої кліті другої групи встановлюється такою, щоб на рольгангу між цими групами поміщалася щонайдовша смуга.
Для подачі смуги від першої групи на сторону є шлепери, які передають її на обвідний рольганг, який транспортує смугу до ножиць 8 Мн для різання на мірні довжини від 4 до 6 м. Розрізані смуги шлеперами передають на центральний рольганг за станом, по якому вони поступають на холодильники, в кінці яких є пакетировочні кишені.
Для розрізання вельми довгої смуги, що виходить з другої групи, на мірні заготовки, зазвичай завдовжки до 12м, є летючі ножиці, що дозволяють проводити різку на ходу. Установка цих ножиць усунула обмеження ваги злитка, сприяла збільшенню продуктивності прокатних станів і дала можливість комбінувати блюмінг з безперервно-заготовочним станом.
Перед другою групою встановлені маятникові ножиці і кантувальник. Маятникові ножиці призначені для обрізання переднього кінця смуги, якщо він має дефекти (розкуйовджений кінець і т. п.), що перешкоджають завданню його у валки першої кліті. Кантувальник кантує смугу в тих випадках, коли прокатка проводиться по системі ромб — квадрат.
Розрізані на летючих ножицях заготовки збирають в пакети за допомогою рольганга з криво розташованими роликами, а потім по рольгангу їх подають до холодильників з подальшою передачею їх шлеперами. Після охолоджування заготовки прибирають мостовими кранами і складають в штабелі.
У кожному прольоті складу заготовок встановлюють дві секції холодильників. Ширина кожної секції 12 м; загальна площа холодильників досягає 2000-2500 м2 і більше.
Безперервно-заготовочні стани застосовують при виробництві сутунки і круглої трубної заготовки. Застосування цих станів для прокатки сутунки дозволило зменшити товщину її, а головне здешевити її виробництво.
В цьому випадку в першій групі застосовують загальні чорнові калібри для сутунки і заготовки. Остаточну прокатку проводять в другій групі, яка має різні валки для прокатки сутунки і заготовки. Прокатка сутунки в цій групі проводиться на гладких валках. Для регулювання ширини смуг і обробки бічних кромок між клітями з горизонтальними валками встановлюють кліті з вертикальними валками.
Можливість прокатки на безперервно-заготовочних станах сутунки з меншою товщиною спростила її остаточну прокатку на тонколистових станах; при цьому продуктивність останніх збільшилася.
Круглі трубні заготовки прокатують в обох групах стану. З першої групи стану випускають заготовки діаметром 110-150 мм і більш, а з другої групи — діаметром 60-100 мм.
Останнім часом для прокатки круглої трубної заготовки на заводах встановлюють спеціальні трубозаготовочные стани, що складаються з 2—4 клітей (рисунок 2).
Цей стан складається з чотирьох послідовно розташованих клітей дуо.
Початковим матеріалом для стану при прокатуванні трубної заготовки служать блюми перетином від 150  210 до 350
210 до 350  400 мм, завдовжки від 6,0 до 12,7 м і вагою від 3,0 до 7,3 т.
400 мм, завдовжки від 6,0 до 12,7 м і вагою від 3,0 до 7,3 т.
Для підігріву гарячих блюмів, що поступають з блюмінгу, і для нагріву холодних блюмів є дві методичні однорядні нагрівальні печі продуктивністю до 75 т/час кожна. При прокатуванні трубної заготовки діаметром 120 мм і вище блюми поступають в першу кліть безпосередньо з блюмінга, минувши нагрівальні печі.
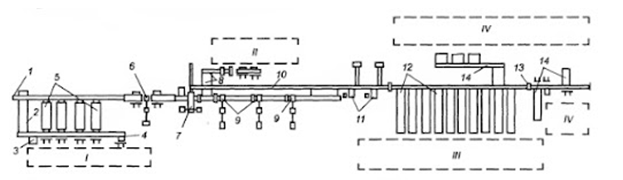
Рисунок 2. Схема компоновки обладнання трубо-заготовчого стану 900/730  3: Ι-
3: Ι- – склади блюмів, слябів,сортових та трубних заготовок;1 – рольганг за блюмінгом; 2 – конвеєр для гарячих блюмів; 3,4 – розвантажувальна і завантажувальна решітки; 5- методичні нагрівальні печі; 6 – реверсивна кліть 900; 7 – 8Мн ножиці; 8 – лінія різання та прибирання слябів; 9 – робоча кліть 750;10 – відвідна лінія для сортової і круглої заготовок; 11 – пили ударної дії; 12 – холодильник для трубної заготовки; 13 -8 Мн ножиці для різання сортової заготовки; 14 – притиральні пристрої для сортової заготовки.
– склади блюмів, слябів,сортових та трубних заготовок;1 – рольганг за блюмінгом; 2 – конвеєр для гарячих блюмів; 3,4 – розвантажувальна і завантажувальна решітки; 5- методичні нагрівальні печі; 6 – реверсивна кліть 900; 7 – 8Мн ножиці; 8 – лінія різання та прибирання слябів; 9 – робоча кліть 750;10 – відвідна лінія для сортової і круглої заготовок; 11 – пили ударної дії; 12 – холодильник для трубної заготовки; 13 -8 Мн ножиці для різання сортової заготовки; 14 – притиральні пристрої для сортової заготовки.
Перша кліть - дуо-реверсивна з валками діаметром 900 мм і довжиною бочки 2350 мм. Приводом для цієї кліті служить електродвигун постійного струму потужністю 5500 л. с. із числом обертів 70-120 в хвилину. Ця кліть обладнана маніпуляторами і кантувальником і по своїй конструкції подібна до клітей блюмінгу такого ж розміру.
Решта всіх клітей — дуо-нереверсивні з валками діаметром 750 мм і довжиною бочки 1100 мм. Приводом для кожної кліті служить електродвигун постійного струму потужністю 3400 л. с. і числом обертів 80-160 в хвилину. У цих клітях проводиться тільки по одному проходу.
Стан прокатує круглу трубну заготовку діаметром від 80 до 350 мм. Після прокатки смугу розрізають на пилах на довжини від 3,0 до 6,0 м. Розрізані заготовки поступають для охолоджування на холодильники, а потім на стелажі для огляду. Після цього їх піддають правці, обдиранню і зацентровуванню.
Окрім круглої трубної заготовки, на стані можна прокатувати заготовки для сортопрокатних станів перетином від 140 140 до 200
140 до 200 200 мм і слябів завтовшки від 120 до 150 мм і шириною від 300 до 600 мм.
200 мм і слябів завтовшки від 120 до 150 мм і шириною від 300 до 600 мм.
Для різки сортових заготовок в кінці відвідного рольгангу за холодильниками для трубної заготовки є ножиці, на яких смугу розрізають на заготовки завдовжки від 1,2 до 4 м. Розрізані заготовки поступають на холодильники для охолоджування і потім на склад.
Сляби прокатують в першій дуо-реверсивній кліті, після чого на ножицях, встановлених за цією кліттю, їх розрізають на довжини від 1 до 3 мі транспортером передають на стелажі в бічному прольоті, звідки кранами прибирають на склад.
Продуктивність стану залежить від розмірів прокатуваної заготовки і знаходиться в межах від 100 до 350 т/час.
Контрольні запитання.
1.Що є початковим матеріалом для виробництва заготовок на БЗС ?
2.Скільки груп клітей має безперевно-заготовчий стан? Які вони?
3.Що ви знаєте про швидкість прокатки на БЗС?
4.Назвіть транспортуюче обладнання БЗС.
5. Чим ріжуть заготовки на мірні довжини?
6.Складіть кластер про компоновку обладнання трубо-заготовчого стану 900/730  3.
3.
2
.png)
Рефлексія від 4 учнів
Сподобався:
0
Так: 4
Ні: 0
Зрозумілий:
0
Так: 4
Ні: 0
Потрібні роз'яснення:
0
Ні: 4
Так: 0