Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Професійна освіта›
- Лекція 20.Тема 6.6 Високочастотне зварювання.

Урок:
Лекція 20.Тема 6.6 Високочастотне зварювання.

31.03.2021
Вміст уроку:
1
1
Лекція 20.Тема 6.6 Високочастотне зварювання.

Використання струмів високої частоти для зварювання було запропоноване в 1946 р. А. В. Улітовским, С. Д. Богословським, Б. Д. Страстьєвим і Б. М. Степановим. Застосування цього процесу нагріву для зварювання труб дозволило значно збільшити обсяг виробництва електрозварних труб, різко підвищити швидкості зварювання, поліпшити якість зварного шва, розширити номенклатуру марок сталі, металів і сплавів, з яких можуть бути отримані електрозварні труби, знизити вимоги до підготовки поверхні стрічки, зменшити витрату енергії на зварювання.
Ці переваги зумовлені самим принципом високочастотного нагріву, який дозволяє максимально сконцентрувати нагрів кромок трубної заготовки за рахунок ефекту “близькості” і “поверхневого” ефекту.
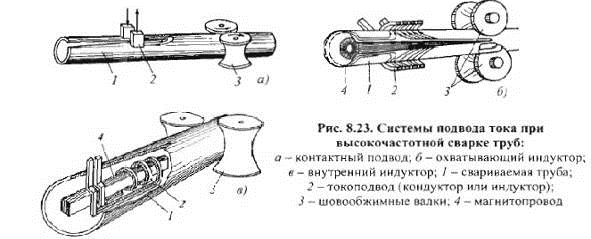
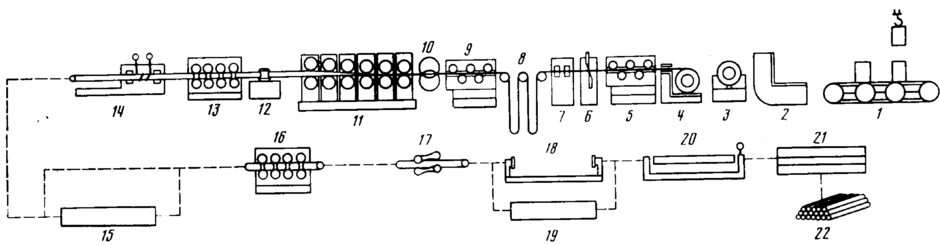
Рисунок 1. Схема розміщення обладнання ТЕЗА-2 із станом 159-529:
1 - конвейєр приймальний, 2 - кантувач, 3 - стіл поворотний, 4 - розмотувач, 5 - машина листоправильна, 6 - ножиці листові, 7 - машина стикозварювальна, 8 - петлеутворювач, 9 - машина правильна, 10 - ножиці дискові, 11 - стан формовочний, 12 - вузел зварювальний, 13 - стан калібрувальний, 14 - машина труборозривна, 15 - пічь термічна, 16 - стан калібрувальний, 17 - стан трубоправильний, 18 - станки труботорцювальні, 19 - станки трубообрізнi, 20 - прес гiдравлiчний, 21 - дільниця огляду, 22 - склад труб.
Основна складність, виникаюча при використанні внутрішніх індукторів - це збільшення магнітних навантажень на осердя індуктора. У теперешній час ця задача в основному вирішена за рахунок застосування системи інтенсивного охолоджування і компенсаторів розсіювання внутрішніх індукторів і, отже, застосування таких індукторів для зварювання труб середнього діаметра може бути визнане доцільним.
В останні роки для виготовлення труб діаметром 8 ... 529 мм і більше з товщиною стінки 0,3 ... 10 мм все ширше використовують зварювання струмами високої частоти. У порівнянні з контактним зварюванням опором на токах промислової частоти високочастотне зварювання забезпечує значно вищі швидкості зварювання (до 120 м / хв); можливість виготовлення труб із сталей, кольорових металів і сплавів; використання гарячекатаної нетравленої стрічки; значне зменшення витрат електроенергії на виробництво 1 т готових труб. Крім того, при високо частотному зварюванні одне і те ж обладнання можна використовувати для виготовлення труб з різних матеріалів. 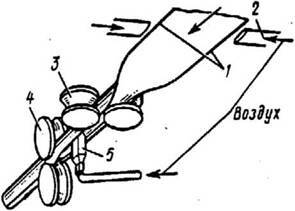
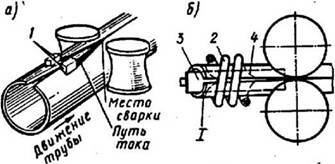
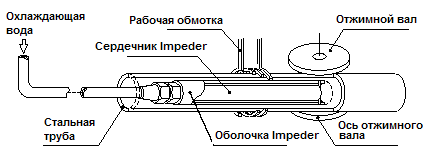
При контактному підводі струму (рис.2) необхідність зміни контактів 1 внаслідок їх зносу змушує періодично зупиняти стан. Більш перспективним індукційний підведення енергії кільцевим індуктором 2 (рис. 3, б). В цьому випадку для зменшення втрат енергії в результаті проходження струму по тілу заготовки всередину труби / вводять магнітний сердечник 3, який змінює опір так, що майже весь зварювальний струм 4 направляється по зварюємих крайках. Високі швидкості процесу при зварюванні труб ТВЧ ускладнюють розрізку безперервної труби на мірні довжини звичайними методами. Цій меті досягають розігрівом вузької зони кільцевих індуктором 1 (рис.3, а) з подальшим відривом відокремлюваної труби (рис.3, б). Контактне зварювання струмами високої частоти (ТВЧ) використовують при виготовленні труб з поздовжніми або зі спіральними ребрами (рис.4).

Відомо, що за кордоном для зварювання труб малого діаметра застосовують як індукційне, так і контактне підведення струму, а для труб діаметром більше за 219 мм ¾ тільки контактне підведення струму. Сучасні фахівці вважають, що індукційне струмопідведення має істотні переваги перед контактним. Так, при цьому відсутні контакти, що зношуються, і менш жорсткі вимоги пред'являються до якості поверхні стрічки, до якості сформованої трубної заготовки, з меншими витратами можна збільшити продуктивність установок (за рахунок збільшення числа машинних генераторів, працюючих паралельно).
.png)
Рефлексія від 0 учнів
Сподобався:
0
Так: 0
Ні: 0
Зрозумілий:
0
Так: 0
Ні: 0
Потрібні роз'яснення:
0
Ні: 0
Так: 0