

Лекція містить відомості про класифікацію прокатних станів за призначенням та за кількістю валків.
Лекція 2.
Тема 1.1 Класифікація прокатних станів.
Прокатний стан - це комплекс машин і агрегатів, призначених для здійснення пластичної деформації металу у валках, його подальшої обробки, тобто різкі, правки, зачистки, упаковки і т.д. і транспортування.
Обладнання прокатного стану ділять на 2 групи:
основне, що входить в лінії робочих клітей
допоміжне, для транспортування і обробки металу.
Визначення головної та технологічної лінії прокатного стану.
Лінію, на якій розташовується основне устаткування, називають головною лінією прокатного стану.
Основні елементи головної лінії – робочі кліті, передавальні механізми і двигун.
Залежно від складу основних цехів розрізняють металургійні заводи з повним металургійним циклом – за наявності доменного, сталеплавильного і прокатного цехів, з неповним циклом – за наявності сталеплавильного і прокатного цехів.
Крім того, існують передільні заводи – у складі яких є тільки прокатні цехи.
Технологічний процес сучасного прокатного виробництва складається з двох стадій:
отримання напівпродукту (заготівок)
отримання готової продукції.


Класифікація прокатних станів за призначенням.
Обтисково-заготівельні стани:
1.Блюмінг – обтисковий стан для переробки сталевих злитків в блюми перетином більше 125*125 мм.
2.Слябінг – обтисковий універсальний стан для переробки крупних сталевих злитків в сляби шириною більше 700 мм і завтовшки більше 75 мм
3.Блюмінг – слябінг – обтисковий універсальний стан для переробки сталевих злитків в блюми і сляби, відмінний високим підйомом верхнього валка (до 1200 мм).
4.Безперервний заготівельний стан – характеризується тим, що послідовним розташовує клітей, призначений для безперервного прокатки з блюмів заготівок квадратного перетину від 5050 мм до 150150 мм.
5.Трубозаготовочний стан – для прокатки з блюмів заготівок суцільного круглого перетину діаметром 70-350 мм (для виробництва безшовних труб), а так само квадратних заготовок завтовшки 75-125 мм.
Сортові стани:
1.Рейкобалочний (сортовий) стан – з валками діаметром 750-900 мм – для виробництва круглого профілю діаметром 80-300 мм, двотаврових балок, швелерів і інших важких профілів.
2.Великосортові стани – валки 500-750 мм для виробництва квадратних і круглих профілів розмірами 80-200 мм, двотаврових балок і швелерів до № 30.
3.Середньосортові стани – д. валів 300-500 мм, квадратний і круглий, розмірами 30-100 мм, швелер № 12.
4.Дрібносортні стани – діаметром валів 250-350 мм круглий до 20 мм, квадрат із стороною до 18 мм, смуг завтовшки до 25 мм і кут до № 5.
5.Дротяний стан - для прокатки дроту-катанки діаметром від 5 до 10 мм
6.Смуговий (штрипсовий) стан – для виробництва смугової сталі до 1,5-1,2 мм шириною до 400 мм
Листові стани:
1.Товстолистовий стан – для виробництва листів завтовшки до 40-50 мм і шириною 3000-4000 мм
2.Листові стани гарячої прокатки – лист h = 1,5 – 1,2 мм, b=1000 - 2350 мм (маса рулону до 10 тонн).
3.Листові стани холодної прокатки – лист h = 0,5 – 2,5 мм
Трубопрокатні стани:
1.Для виробництва цельнокатаних (безшовних) труб;
2.Пілігримівий стан – для гарячої прокатки товстостінної гільзи в тонкостінну трубу;
3.Редукційний стан – для зменшення діаметра труб унаслідок збільшення довжини труби, без зміни товщини стінки труби;
4.Розширювальний стан для збільшення діаметра труби із зменшенням товщини її стінки;
5.Прокатний стан для отримання рівної стінки труб, усунення місцевих потовщень;
6.Калібрувальний стан – для остаточного калібрування труб по зовнішньому діаметру і усунення еліпсу, одержуваного на стані розкату.
Стани для холодного прокатування:
1.Стрічко- прокатний стан – шириною до 250 мм.
2.Фольгопрокатний стан – h до декількох мікронів (із сталі і кольорових металів).
3.Плющильний стан – спеціальна вузька стрічка і круглий дріт.
4.Дресировочний стан для прокатки з метою зміцнення поверхні прокату.
Класифікація прокатних станів за кількістю валків.
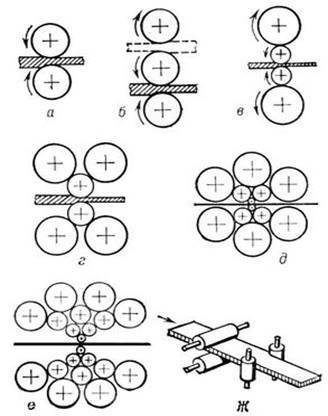

Двохвалкові кліті ( дуо)– кліті, що мають два горизонтально розташованих валка (рисунок 1 а), бувають реверсивні і нереверсивні.
Кліті трьохвалкові (тріо) (нереверсивні) (рисунок 1б) – застосовуються на сортових станах. Середній вал меншого діаметра – не приводний – кліть тріо Лаута .
Чотирьохвалкові кліті (кварто)– валки розташовані один над іншим (рисунок в). Робочі – меншого діаметра, опорні – більшого. Опорні – для збільшення жорсткості системи, це підвищує точність і покращує площинність листів. Кліті нереверсивні.
Універсальні кліті з горизонтальними і вертикальними валкими застосовуються для отримання смугової товстолистової сталі. Кліті з вертикальними валкими так само використовуються як руйнувальними окалини, для вирівнювання початкової різноширинності слябів, зменшення обрізі металу.
Багатовалкові кліті – широко застосовуються 20-ти валкові кліті (рисунок е). Завдяки використанню робочих валків малого діаметра і великої жорсткості всієї робочої кліті і валкової системи на цих клітях здійснюють рулонну прокатку тонкої і якнайтоншої стрічки з високо вуглецевої сталі (h=5-100 мм, b=100-1500 мм). Робочі валки – суцільні. Вони спираються на ряд приводних валів з великим діаметром, а останні – на ряд опорних валків.
Універсальні кліті – кліті з горизонтальними і вертикальними валками (рисунок ж). Їх застосовують як реверсивні двохвалкові (слябінги) або чотирьохвалкові (кліті чорнової групи стану прокатки широкої смуги) .На відмінну від звичайних універсальних клітей в універсальній кліті для прокатки широкосмугової сталі, вертикальні валки є неприводными і знаходяться між опорами підшипників горизонтальних валків і в одній площині з останніми.
Кліті спеціальної конструкції. До цієї групи відносяться кліті смугопрокатних, кільце прокатних, кулькопрокатних станів, станів для прокатки змінного перетину.
Класифікація прокатних станів за кількістю та розташуванням клітей.
Одноклітьові стани – часто одна робоча кліть. Лінія приводу валків складається з шпинделів, шестерінчастої кліті, редуктора, муфти і електродвигуна. До таких станом відносяться: блюмінги, слябінги, ТЛС, листові холодного прокатки.
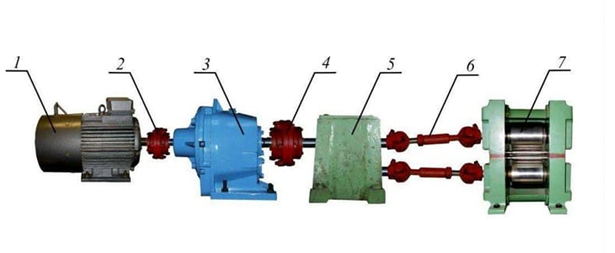
Рисунок 1 . Одноклітьовий прокатний стан:1- електродвигун; 2,4 – муфти; 3- редуктор, 5 – шестернева кліть; 6 – шпиндель; 7- робоча кліть.
Лінійні стани – робочі кліті розташовані в одну або декілька ліній, при чому кожна лінія приводиться від окремого приводу. Стани такого типу нереверсивні стільникові, включаючи рейкобалочні і дротяні.
Послідовні стани. Прокатувана смуга в кожній кліті стану проходить тільки один раз, тому число клітей повинне бути рівно максимальному числу проходів, необхідному для обжимання заготівки в готовий профіль . З метою скорочення довжини цеху кліті розташовують в декілька рядів, наприклад в три ряди (стани кросс-коунтри). Різновидом станів цього типу є шаховий стан, в якому послідовні кліті розташовують в шаховому порядку. Стани цієї групи застосовуються для прокатки сортових профілів.
Напівбезперервні стани. Ці стани складаються з двох груп клітей: безперервної і лінійної. В одній групі клітей смуга прокочується безперервно, тобто вона може знаходиться одночасно в двох, трьох клітях. В іншій групі прокатка здійснюється за принципом послідовних станів. Застосовують для прокатки дрібного сорту, дроту і для прокатки тонких широких смуг.
Безперервні стани. При прокатці повинна дотримуватися частота обертання валків і підбиратися так, щоб витрата металу в одиницю часу в будь-якій кліті була постійною і дорівнювалась :
FV1=FV2=CONST
F – поперечний перетин металу на виході з кліті;
V – швидкість смуги при виході з валів.
Допускається неузгодженість частоти обертання валків, петлі смуги, дроту, що утворюється при цьому, підтримуються спеціальним роликом – петлетримачем.

По режиму роботи: Реверсивні, нереверсивні.
Контрольні питання.
1.Як називається кліть, що має три валки, один з яких, меншого діаметра?
2.Як називається механізм, вживаний на трьох валкових станах, який сприяє охолоджуванню металу і спричиняє простої стану?
3.Як називаються валки, для збільшення жорсткості кліті?
4.Поясніть функціональне призначення вертикальних валків на універсальних клітях.
5.Який з відомих вам станів служить для плющення тонкої і якнайтоншої стрічки?
6.До якої категорії прокатних станів можна віднести колесопрокатні, кольцепрокатні стани?
7.До якого типу ПС по розташуванню клітей відносять блюмінги-слябінги?
8.Що називають головною лінією ПС?
9.Як називають ПС, де число клітей повинне бути рівно числу проходів?
10.Дотримання, якого закону обов'язково для прокатування на безперервному стані?
.png)