Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Професійна освіта›
- Лекція 19. Тема 6.5. Напівавтоматичне дугове зварювання під флюсом.

Урок:
Лекція 19. Тема 6.5. Напівавтоматичне дугове зварювання під флюсом.

31.03.2021
Вміст уроку:
1
1
Лекція 19.
Тема 6.5. Напівавтоматичне дугове зварювання під флюсом.
![]()
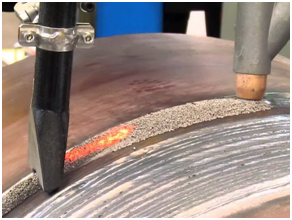
Напівавтоматичне дугове зварювання під флюсом відрізняється від аналогічного способу зварювання в атмосфері захисних газів лише тим, що тут дугу й розплавлений метал захищає від повітря не газ, а спеціальна зерниста речовина — флюс. Флюс виконує ту ж функцію, що й покриття електродів для ручного зварювання, тобто стабілізує дугу, захищає зону зварювання, забезпечує дезоксидацію і легування шва.
За способом виготовлення флюси поділяють на плавлені і неплавлені, а за призначенням — на флюси для зварювання вуглецевих та легованих сталей, кольорових металів і їх сплавів.
Плавлені флюси забезпечують надійний шлаковий захист рідкого металу від повітря, стабільне горіння дуги й часткову дезоксидацію шва. Їх виплавляють із шихти відповідного складу в електродугових або полуменевих печах з подальшою грануляцією до зерен заданих розмірів. Ці флюси малогігроскопічні, високоміцні й однорідні за хімічним складом. В Україні здебільшого використовують плавлені флюси. Вони мають високий вміст SіО2 і МпО (до 44 % кожного), а також СаF2 (до 9 %) та інші компоненти. Плавиковий шпат СаF2 підвищує рідкоплинність шлаку. В зоні зварювання між флюсом і рідким металом відбуваються хімічні реакції, внаслідок яких відновлюються оксиди МпО і SіО2, а в метал шва в обмеженій кількості переходять марганець і кремній. Під час напівавтоматичного зварювання робітник перебуває поряд з дугою. Тому для цього способу необхідно вибирати марки флюсів з мінімальним вмістом СаF2> оскільки фторидні гази, що утворюються в зоні дуги, шкідливі для здоров'я.
Неплавлені флюси- під час виготовлення їх не доводять до рідкого стану. Вони складаються з порошків шлакоутворювальних, дезоксидувальних і легувальних компонентів. Останні два компоненти відсутні у плавлених флюсах через неминучі втрати в печах від оксидації. До неплавлених належать керамічні й спечені флюси.
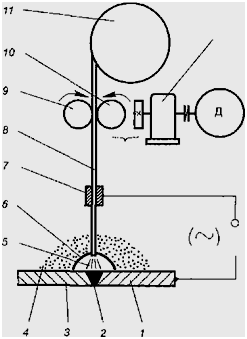
Рисунок 1. Схема напівавтоматичного дугового зварювання під флюсом:
1,3 — зварювана заготовка; 2 — зварювальна ванна; 4 — флюс;
5 — зварювальна дуга; 6 — шлакова захисна плівка; 7 — контакт;
8 — електродний дріт; 9 — притискний ролик; 10 — тяговий ролик;
11 — касета; 12 — механічний редуктор; Д — електродвигун.
Компоненти зерен керамічних флюсів з'єднані між собою рідким склом, їх перевага перед плавленими флюсами — значно вища легувальна й дезоксидувальна здатність. Водночас серйозним недоліком керамічних флюсів є гігроскопічність і невисока міцність, через що керамічні флюси використовують обмежено.
Індустріально розвинені країни переважно застосовують спечені флюси, в яких порошкоподібні компоненти з'єднують спіканням.
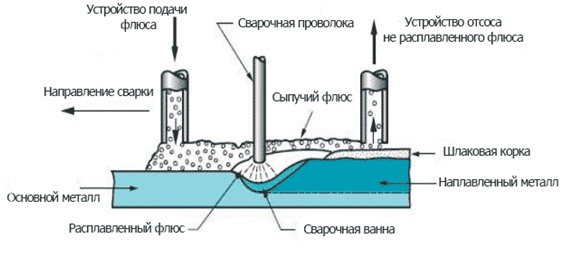
У напівавтоматичній установці дугового зварювання під флюсом електродний дріт 8 (рис.1) за допомогою роликів 9 і 10, механічного редуктора 12 та регульованого електродвигуна Д безперервно подається в зону зварювання, а шар флюсу 4 завтовшки 30...60 мм з лійки насипається безпосередньо перед дугою 5 на краї зварюваних заготовок 1 і 3. Струм до електродного дроту підводиться через контакт 7. Дуга горить між кінцем електродного дроту й заготовками, розплавляючи їх краї та дріт, внаслідок чого утворюється зварювальна ванна 2. Частина флюсу, що оточує дугу, теж розплавляється, утворюючи шлакову захисну еластичну плівку 6, під якою перебувають випари металу й випари дисоціації компонентів флюсу. Втрати від розбризкування й вигорання металу під час зварювання під флюсом мінімальні й не перевищують 2 % . Шар флюсу також захищає рідкий метал від теплових втрат, завдяки цьому збільшується час дегазації зварювальної ванни, внаслідок чого вона позбавляється від розчинних у металі газів. Нерозплавлену частину флюсу повторно використовують для зварювання.
Цим способом зварюють заготовки з вуглецевих і легованих сталей, міді, алюмінію, титану та їх сплавів завтовшки 2... 100 мм. Велика густина струму сприяє глибокому розплавленню країв заготовок, завдяки чому можна зварювати за один перехід заготовки завтовшки до 12 мм без зкошених країв. Щоб запобігти витіканню металу зі зварювальної ванни, використовують металеві підкладки або флюсову подушку. За зварювальною дугою метал ванни кристалізується, а згодом твердне й шлакова плівка, яку по закінченні зварювання відокремлюють від шва.
Напівавтоматами можна зварювати короткі та криволінійні шви, використовуючи як джерела живлення дуги зварювальні трансформатори й випрямлячі. З напівавтоматичним дуговим зварюванням під флюсом успішно конкурує напівавтоматичне дугове зварювання у вуглекислому газі.
Контрольні запитання.
1.У чому полягає суть напівавтоматичного зварювання під шаром флюсу ?
2.Яку функцію виконує флюс ?
3.Які флюси використовують найчастіше ? Чому?
4.Для яких виробів використовують напівавтоматичне зварювання під шаром флюсу ?
5.Назвіть типи швів при напівавтоматичному зварюванні під шаром флюсу ?
.png)
Рефлексія від 3 учнів
Сподобався:
0
Так: 3
Ні: 0
Зрозумілий:
0
Так: 3
Ні: 0
Потрібні роз'яснення:
0
Ні: 3
Так: 0